Clear Sky Science · pl
Wpływ własności termicznych i mechanicznych na integralność powierzchni przy toczeniu CNC dla różnych materiałów inżynieryjnych
Dlaczego gładkość części metalowych ma znaczenie
Codzienne produkty — od silników samochodowych po implanty medyczne — opierają się na częściach metalowych, które ślizgają się, uszczelniają lub przenoszą obciążenia bez uszkodzeń. To, jak gładkie są te powierzchnie po obróbce, może decydować o różnicy między cichą, wydajną maszyną a taką, która się zużywa lub przecieka. Artykuł analizuje, co kontroluje tę gładkość podczas toczenia na tokarkach sterowanych numerycznie, zadając proste pytanie: jeśli skrawamy różne metale dokładnie w ten sam sposób, które uzyskają lepszą powierzchnię i dlaczego?
Przyglądając się drobnym pagórkom i dolinom
Gdy pręt metalowy jest toczo ny na tokarce, narzędzie pozostawia wzór z drobnych pagórków i dolin. Autorzy rozróżniają drobną „chropowatość” — małe ślady narzędzia, które poczujesz paznokciem — od szerszej „falistości”, czyli dłuższych fal spowodowanych drganiami lub ugięciami. Chropowatość silnie wpływa na tarcie, zużycie i łatwość inicjowania pęknięć, podczas gdy falistość może zniszczyć uszczelnienie, zaburzyć światło w układzie optycznym lub powodować hałas w częściach wirujących. Zamiast podawać jedynie pojedynczą wartość średnią, badanie używa bogatszego zestawu statystyk opisujących nie tylko rozmiar tych cech, ale też ich rozkład oraz to, czy powierzchnia jest zdominowana przez ostre wierzchołki czy łagodne zagłębienia.
Pięć dobrze znanych metali poddanych tej samej obróbce
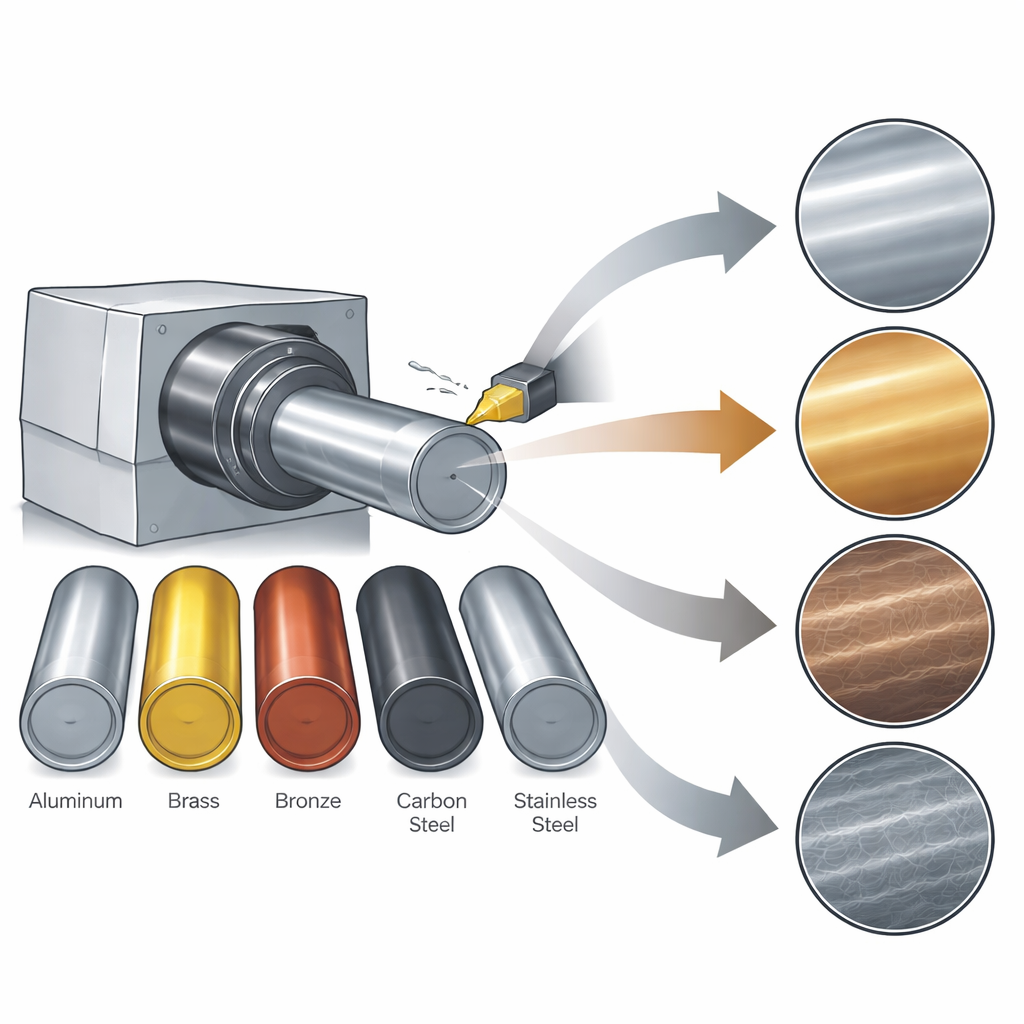
Aby wyizolować wkład samych materiałów, badacze obrabiali pięć powszechnych stopów — aluminium 6061, mosiądz C26000, brąz C51000, stal węglową 1020 i stal nierdzewną 304 — używając tej samej tokarki CNC, tego samego narzędzia skrawającego, tych samych prędkości i posuwów oraz obróbki na sucho bez smarowania. Następnie mierzyli powstałe powierzchnie czułym przyrządem z igłą, który śledzi profil z rozdzielczością nanometrową. Dla każdego materiału wykonywano powtarzalne pomiary wzdłuż obwodu, aby uśrednić lokalne odchylenia, oraz oddzielano drobną chropowatość od szerszej falistości przy użyciu standardowych filtrów stosowanych w metrologii przemysłowej.
Które metale wyszły najgładziej i dlaczego
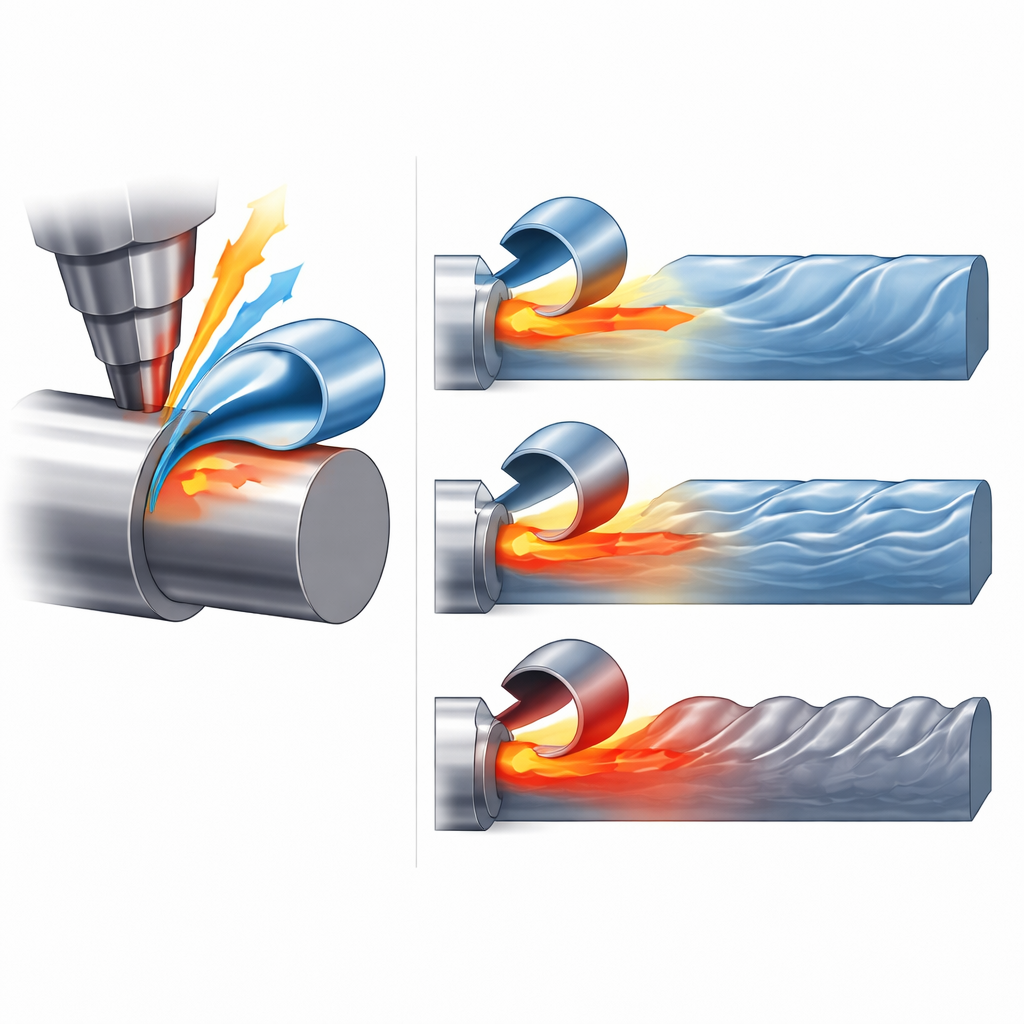
Wyniki pokazują, że nie wszystkie metale zachowują się tak, jak mogłyby sugerować podręczniki. Stal nierdzewna 304 — najtwardszy i najsłabiej przewodzący ciepło metal w grupie — dała najgładsze i najbardziej jednorodne wykończenie, z bardzo niską średnią chropowatością i falistością. Autorzy wiążą to z jej zdolnością do umacniania przez odkształcenie i tworzenia stabilnych, skręconych wiórów, co stabilizuje skrawanie i zapobiega odrywaniu kawałków z powierzchni. Na drugim końcu skali stal węglowa 1020 dała najbardziej chropowate i faliste powierzchnie, ale w sposób spójny — jej wartości chropowatości nie różniły się znacznie w poszczególnych miejscach — co sugeruje, że umiarkowana twardość i ograniczona zdolność do odprowadzania ciepła prowadzą do stałego uszkadzania narzędzia i powierzchni. Aluminium 6061 i brąz znalazły się pośrodku pod względem średniej chropowatości, lecz wykazały dużą zmienność między strefami, napędzaną skłonnością aluminium do przywierania do narzędzia i podatnością brązu na drgania. Mosiądz dał stosunkowo chropowate wykończenie, również pod wpływem swojej miękkości i ciągliwości.
Przepływ ciepła, twardość i charakter powierzchni
Porównując twardość metali i opublikowane wartości przewodnictwa cieplnego z mierzonymi powierzchniami, badanie ujawnia wyraźne zależności. W obrębie wszystkich pięciu stopów zmiana przewodnictwa cieplnego o dziesięć procent przekładała się na około sześć procent zmiany chropowatości powierzchni, nawet przy stałych warunkach skrawania. Ogólnie metale dobrze przewodzące ciepło, takie jak aluminium i mosiądz, rzadziej przegrzewają narzędzie, ale ich miękkość i skłonność do rozmazywania lub przywierania nadal mogą pogarszać wykończenie. Twardsze, słabo przewodzące ciepło materiały, takie jak stal węglowa, cierpią na nagromadzenie ciepła i większe siły skrawania, co prowadzi do bardziej wyraźnych bruzd i fal. Stal nierdzewna 304 wyróżnia się jako wyjątek: mimo zatrzymywania ciepła jej mikrostruktura i zachowanie podczas umacniania przez odkształcenie stabilizują formowanie wiórów na tyle, by uzyskać bardzo gładkie powierzchnie. Autorzy śledzą również subtelniejsze opisy, takie jak skośność (powierzchnie zdominowane przez doliny kontra wierzchołki) i kurtoza (jak ostre są najwyższe asperytety), które bezpośrednio wiążą się z tym, jak dobrze powierzchnia utrzyma smar lub gdzie mogą się zaczynać pęknięcia zmęczeniowe.
Z statystyk powierzchni do wydajności w praktyce
Zamiast zatrzymać się na „ten metal jest chropowatszy niż tamten”, autorzy budują ramy, które łączą te statystyczne deskryptory powierzchni z praktycznymi rezultatami, takimi jak odporność na zużycie, żywotność w zmęczeniu i powtarzalność wymiarowa. Pokazują na przykład, że powierzchnie bogate w doliny mogą być korzystne w częściach ślizgowych, ponieważ zatrzymują smar, podczas gdy powierzchnie z ostrymi wierzchołkami bardziej prawdopodobnie będą miejscami koncentracji naprężeń, gdzie zaczynają się pęknięcia. Testy statystyczne potwierdzają, że różnice między materiałami nie wynikają z przypadkowego rozrzutu, lecz w przeważającej mierze z właściwości wewnętrznych, takich jak twardość i przepływ ciepła. Praca nie twierdzi, że odzwierciedla najlepsze praktyki przemysłowe — w praktyce każdy metal otrzymałby zoptymalizowany dla siebie przepis obróbki — lecz ustanawia wspólną bazę, która ujawnia, jak sam wybór materiału może kierować integralnością powierzchni. Dla projektantów i producentów oznacza to, że wybór stopu nie dotyczy tylko wytrzymałości czy odporności na korozję: ustala też punkt wyjścia dla tego, jak gładka, trwała i niezawodna może być obrobiona powierzchnia.
Cytowanie: Alsoufi, M.S., Bawazeer, S.A. Influence of thermal and mechanical properties on surface integrity in CNC turning across multiple engineering materials. Sci Rep 16, 14155 (2026). https://doi.org/10.1038/s41598-026-41648-3
Słowa kluczowe: Toczenie CNC, chropowatość powierzchni, przewodnictwo cieplne, twardość materiału, integralność powierzchni