Clear Sky Science · ru
Встроенный мониторинг процессов холодной штамповки с использованием датчиков вибрации
Прислушиваясь к тяжелой металлообработке
Когда вы затягиваете болт на велосипеде или собирают мост, многие из прочных металлических деталей формируются за доли секунды мощными прессами. Гарантировать точность и безопасность каждой из этих деталей крайне важно, но постоянная проверка обходится дорого и сложно. В этом исследовании показано, как простое «прослушивание» вибраций пресса для штамповки позволяет в реальном времени определить, в порядке ли машина и находятся ли изготовляемые детали в допуске — без сверления отверстий для новых датчиков и без переделки дорогостоящих инструментов.
Как металлические детали сжимаются до формы
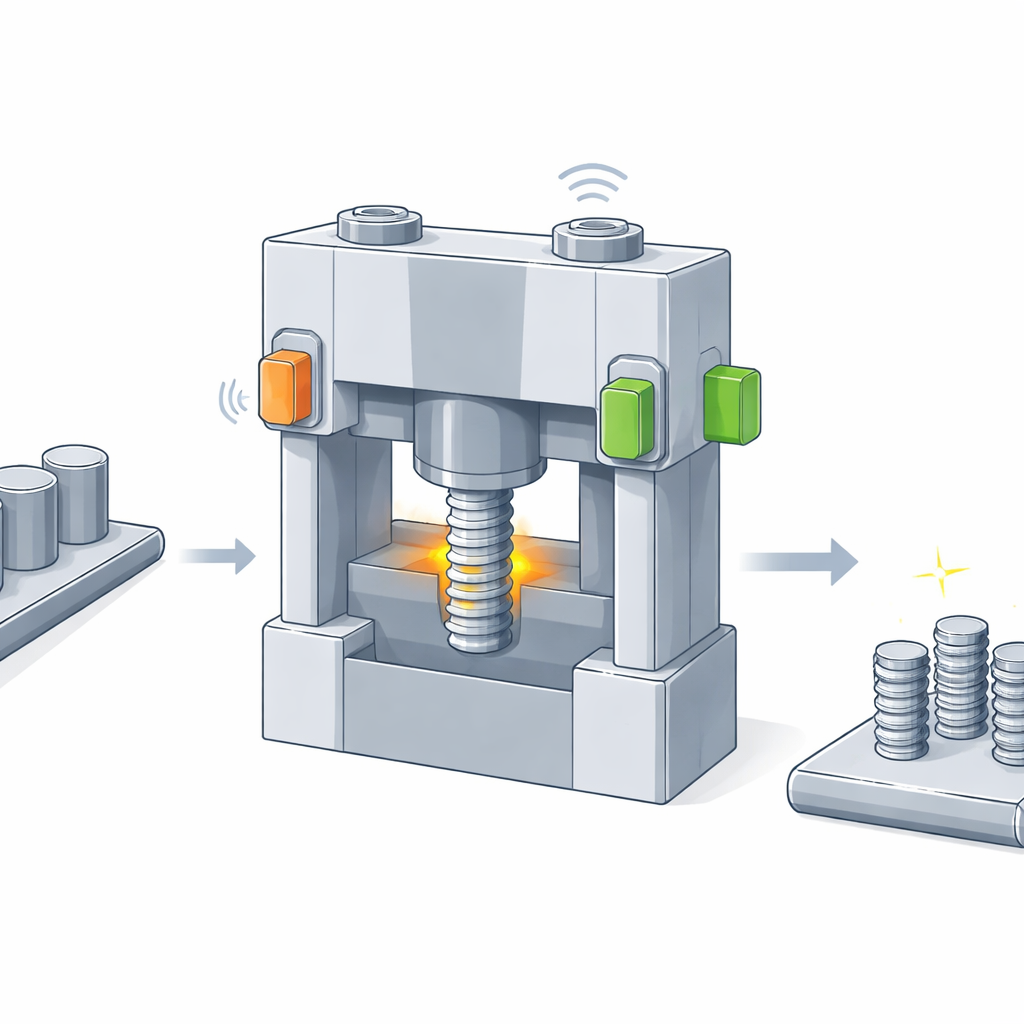
Холодная штамповка — способ деформировать металл при комнатной температуре с применением огромных усилий. Его широко используют для мелких и средних деталей, таких как винты или болты, производимых массово и с высокой скоростью. В рассматриваемом процессе простые металлические цилиндры превращают в детали с головками в два этапа: сначала стержень продвигают вперед, затем формируют или «взбивают» головку, утолщая её. Эти операции происходят внутри пресс-форм, испытывающих большие нагрузки, и которые должны оставаться чрезвычайно жесткими и точными. Традиционно установка датчиков внутрь таких инструментов требует механической доработки — вырезания полостей или каналов, что может ослабить их, — чего производители стараются избегать при уже имеющихся огромных внутренних давлениях.
Простой способ прикрепить «умные уши»
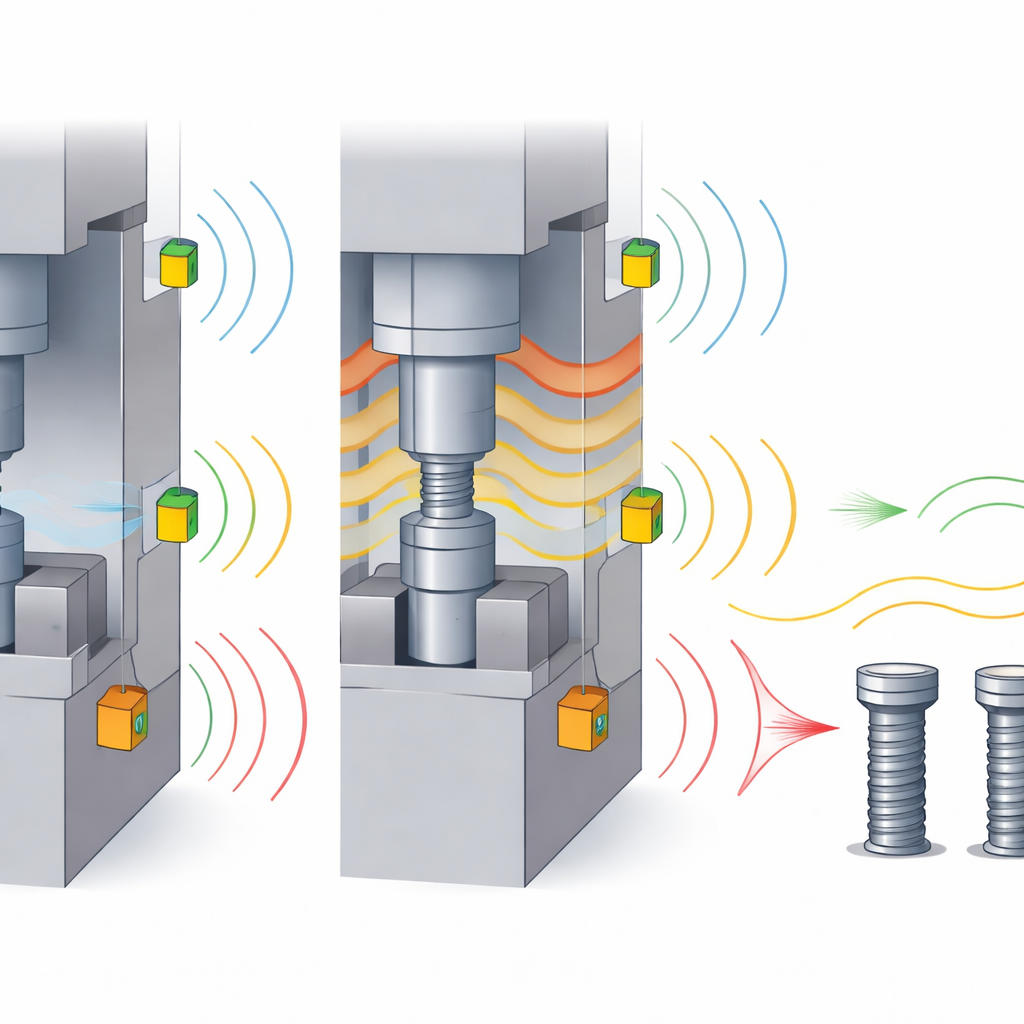
Вместо того чтобы переделывать оснастку, исследователи предложили более простую идею: прикручивать датчики вибрации к резьбовым отверстиям, которые уже имеются на прессах и приспособлениях для транспортировки. Они использовали компактные микромеханические (MEMS) датчики вибрации, в каждом из которых есть крошечная подвесная масса, движение которой преобразуется в измеряемый электрический сигнал. С помощью адаптера в виде винта пять датчиков разместили в разных точках верхнего и нижнего инструмента, ориентировав их как по горизонтали, так и по вертикали. Команда затем провела более 1200 ходов штампа при различных скоростях и положениях пуансона, одновременно измеряя высоту головки каждой детали и температуру внутри матриц.
Вибрации показывают ритм пресса
При исследовании одного хода внимательно можно было сопоставить участки вибрационного сигнала с ключевыми моментами движения пресса. Пока каретка равномерно опускалась до контакта, вибрации оставались слабыми. Как только заготовка была сжата в двух стадиях формовки, сигнал резко возрастал, затем успокаивался, когда каретка достигала наинизшей точки. Когда рама пресса отскакивала и каретка ускорялась вверх, появлялся иной характерный рисунок вибрации. Датчики, расположенные в передней части верхнего инструмента, особенно измеряющие вертикальное движение, показывали самые большие и четкие сигналы. Это продемонстрировало, что простые датчики, прикрученные на болт, способны зафиксировать не только общие характеристики пресса, но и детали того, что происходит внутри инструмента и с заготовкой.
Связывание тряски, формы и нагрева
В течение всей производственной серии показания вибрации изменялись в такт частоте ходов: более высокие скорости сопровождались более сильными вибрациями. В пределах каждого диапазона скоростей мелкие колебания сигналов соответствовали преднамеренным изменениям положения пуансона, которые влияли на высоту головок деталей. Команда применила метод неявной кластеризации, чтобы сгруппировать объединенные данные вибрации и качества, показав, что отдельные полосы значений вибрации соответствуют разным уровням качества и скоростям, даже без предварительной разметки. В некоторых положениях датчиков зависимость между амплитудой вибрации и высотой головки детали была почти линейной. Одновременно измерения температуры матриц показали, что когда условия формовки менялись настолько, чтобы влиять на вибрацию и высоту детали, изменялось и накопление тепла в инструменте.
Что это значит для повседневных металлических изделий
Исследование делает вывод, что аккуратно размещенные внешние датчики вибрации могут надежно отслеживать как работу пресса для штамповки, так и качество изготавливаемых деталей, без переделки или ослабления инструментов. Простым наблюдением за тем, остаются ли амплитуды вибрации в здоровом диапазоне, заводы могли бы обнаруживать проблемы — например изменение скорости или дрейф размеров деталей — на ранней стадии, прежде чем дефектные изделия накопятся. В будущем сочетание этих компактных датчиков с интеллектуальными системами управления может позволить прессам автоматически корректировать настройки, сохраняя миллионы повседневных металлических компонентов точными, прочными и безопасными, при этом снижая затраты и количество отходов.
Цитирование: Tchasse, P., Liewald, M. Inline monitoring of cold forging processes using vibration sensors. Sci Rep 16, 12583 (2026). https://doi.org/10.1038/s41598-026-49219-2
Ключевые слова: холодная штамповка, мониторинг вибрации, встроенный контроль качества, формовка металла, промышленные датчики