Clear Sky Science · fr
Surveillance en ligne des procédés d’emboutissage à froid par capteurs de vibration
Écouter le travail des pièces métalliques lourdes
Quand vous serrez un boulon sur un vélo ou qu’un pont est assemblé, de nombreuses pièces métalliques robustes ont été formées en une fraction de seconde par des presses puissantes. S’assurer que chacune de ces pièces est précise et sûre est essentiel, mais les contrôler en permanence est difficile et coûteux. Cette étude montre comment le simple « écoute » des vibrations d’une presse d’emboutissage peut révéler, en temps réel, si la machine est en bon état et si les pièces produites sont dans les tolérances—sans percer de nouveaux logements pour capteurs ni redessiner des outils coûteux.
Comment on façonne les pièces métalliques
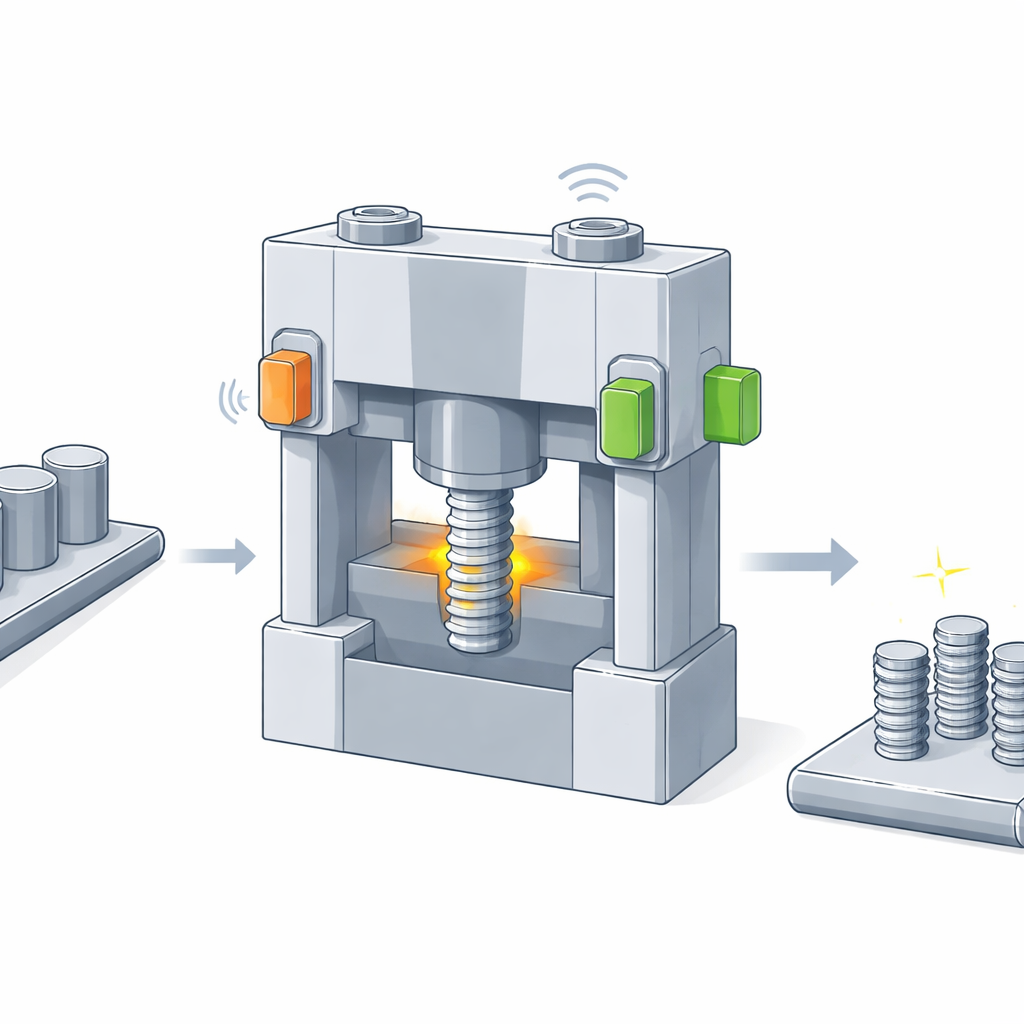
L’emboutissage à froid est une technique de formage du métal à température ambiante en utilisant des forces énormes. Elle est largement utilisée pour des pièces petites à moyennes, comme les vis ou les boulons, fabriquées en très grande série à grande vitesse. Dans le procédé examiné ici, des cylindres métalliques bruts sont transformés en pièces de type vis en deux étapes : d’abord la tige est poussée en avant, puis sa tête est formée par épaississement. Ces opérations se déroulent à l’intérieur de matrices fortement sollicitées qui doivent rester extrêmement rigides et précises. Traditionnellement, ajouter des capteurs à l’intérieur de ces outils implique d’usin er des cavités ou des canaux supplémentaires, ce qui peut les affaiblir—un inconvénient que les fabricants cherchent à éviter compte tenu des pressions internes déjà énormes.
Une façon simple d’ajouter des « oreilles » intelligentes
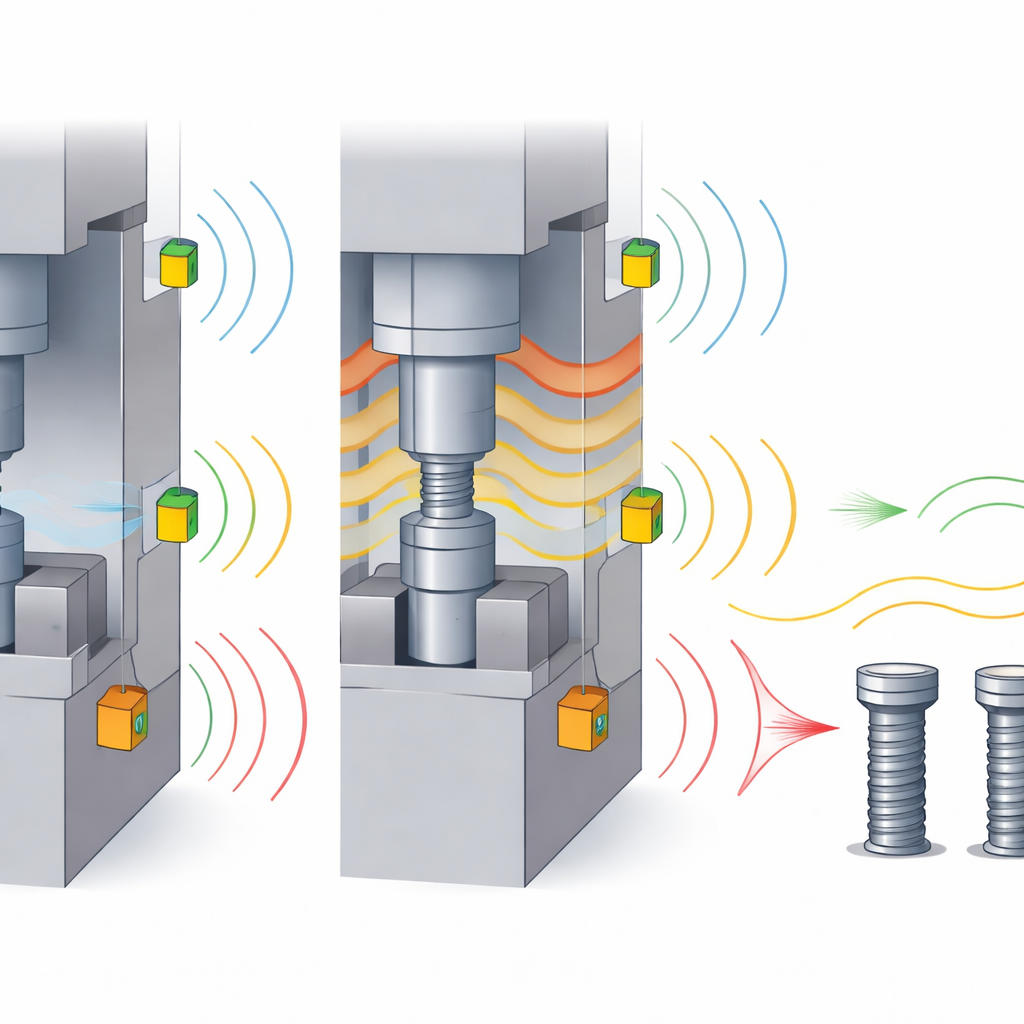
Plutôt que de modifier l’outillage, les chercheurs ont exploré une solution plus légère : boulonner des capteurs de vibration sur des trous filetés déjà présents sur la presse et l’outillage, utilisés pour la manutention et le transport. Ils ont utilisé de compacts capteurs micro-électro-mécaniques (MEMS), chacun contenant une petite masse suspendue dont le mouvement est converti en un signal électrique mesurable. À l’aide d’un adaptateur en forme de vis, cinq capteurs ont été placés à différents endroits de l’outil supérieur et inférieur, orientés à la fois horizontalement et verticalement. L’équipe a ensuite réalisé plus de 1 200 courses de forge à différentes vitesses et positions du poinçon, mesurant également la hauteur de la tête de chaque pièce et la température à l’intérieur des matrices.
Les vibrations révèlent le rythme de la presse
En zoomant sur une seule course, les chercheurs ont pu faire correspondre des parties du signal de vibration à des moments clés du mouvement de la presse. Lorsque l’outil descendant se mouvait lentement vers le contact, les vibrations restaient faibles. Une fois que le lingot métallique était comprimé dans les deux étapes de formage, le signal augmentait fortement, puis se calmait lorsque l’outil atteignait sa position la plus basse. Lorsque le bâti de la presse reprenait sa forme et que l’outil remontait, un autre motif de vibration distinct apparaissait. Les capteurs situés à l’avant de l’outil supérieur, en particulier ceux mesurant le mouvement vertical, ont montré les signaux les plus importants et les plus nets. Cela démontre que des capteurs simplement boulonnés peuvent capter non seulement le comportement général de la presse, mais aussi les détails de ce que subissent l’outil et la pièce à l’intérieur.
Relier secousses, géométrie et chaleur
Sur l’ensemble de la production, les mesures de vibration variaient en phase avec la cadence des courses : des vitesses plus élevées entraînaient des vibrations plus intenses. Dans chaque plage de vitesse, de petites fluctuations des signaux coïncidaient avec des changements volontaires de position du poinçon, qui modifiaient la hauteur des têtes des pièces. L’équipe a utilisé une méthode de regroupement non supervisée pour combiner les données de vibration et de qualité, montrant que des bandes distinctes de valeurs de vibration correspondaient à différents niveaux de qualité et vitesses, même sans étiquetage préalable. À certains emplacements de capteurs, la relation entre l’intensité des vibrations et la hauteur de la tête de pièce était presque linéaire. Parallèlement, les mesures de température des matrices indiquaient que lorsque les conditions de formage changeaient suffisamment pour affecter les vibrations et la hauteur des pièces, elles modifiaient aussi la quantité de chaleur accumulée dans l’outil.
Quelles conséquences pour les pièces métalliques de tous les jours
L’étude conclut que des capteurs de vibration externes soigneusement placés peuvent suivre de manière fiable à la fois le comportement de la presse d’emboutissage et la qualité des pièces produites, sans redessiner ni affaiblir les outils. En surveillant simplement si les amplitudes de vibration restent dans une enveloppe saine, les usines pourraient détecter tôt des problèmes comme des changements de vitesse ou des dérives dimensionnelles des pièces, avant que des lots défectueux ne s’accumulent. À l’avenir, la combinaison de ces capteurs compacts avec des systèmes de contrôle intelligents pourrait permettre aux presses de corriger automatiquement leurs réglages, maintenant des millions de composants métalliques courants précis, durables et sûrs tout en réduisant coûts et déchets.
Citation: Tchasse, P., Liewald, M. Inline monitoring of cold forging processes using vibration sensors. Sci Rep 16, 12583 (2026). https://doi.org/10.1038/s41598-026-49219-2
Mots-clés: emboutissage à froid, surveillance par vibration, contrôle qualité en ligne, mise en forme des métaux, capteurs industriels