Clear Sky Science · ru
Влияние многослойного лазерного наплавления на микроструктуру и износостойкость покрытий SiC/Ni60A
Как продлить срок службы железнодорожных деталей
Современные поезда опираются на тяжелые стальные детали — оси, шестерни и подшипники — которые испытывают большие нагрузки, удары и агрессивные условия. Полная замена таких крупных узлов дорого обходится и сопровождается лишними материальными затратами. В этом исследовании рассматривается способ восстановить изношенные стальные поверхности с помощью защитного слоя, нанесенного лазером, что должно сделать ремонт более прочным, долговечным и экономичным для железнодорожной и других тяжёлых отраслей.
Создание нового «кожуха» светом
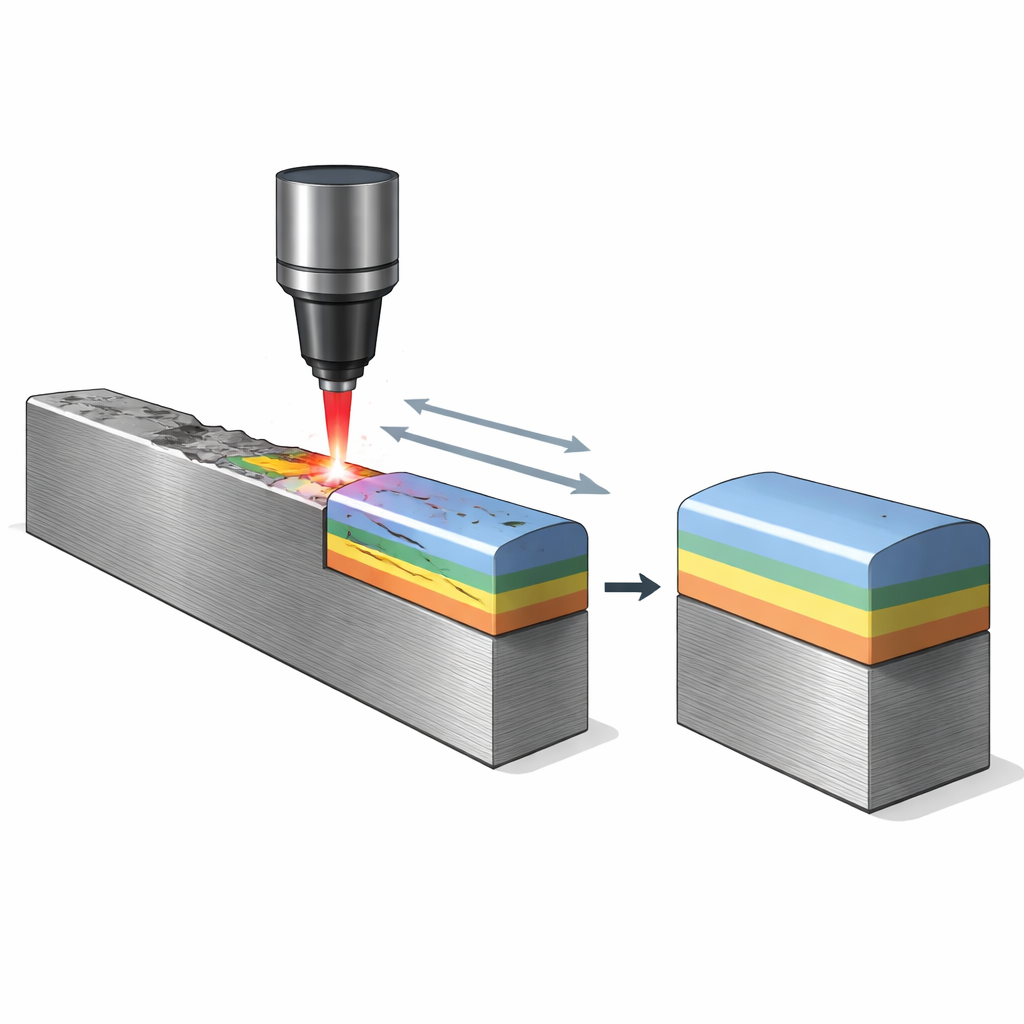
Исследователи сосредоточились на методе ремонта, называемом лазерным наплавлением: мощный лазер плавит поток металлического порошка на поверхности повреждённой стали, формируя плотно связанное покрытие. В работе используют распространенную конструкционную сталь (AISI 1045) и покрывают её никелевым сплавом Ni60A, усиленным очень твердыми частицами карбида кремния (SiC). Вместо одиночного прохода слой композитного покрытия наплавляют до четырёх раз, чтобы получить толщину, достаточную при глубоком исходном износе — порядка миллиметра и более. Главный вопрос — как увеличение числа слоёв влияет на внутреннюю структуру и, в конечном счёте, на сопротивление поверхности износу.
Что происходит внутри покрытия
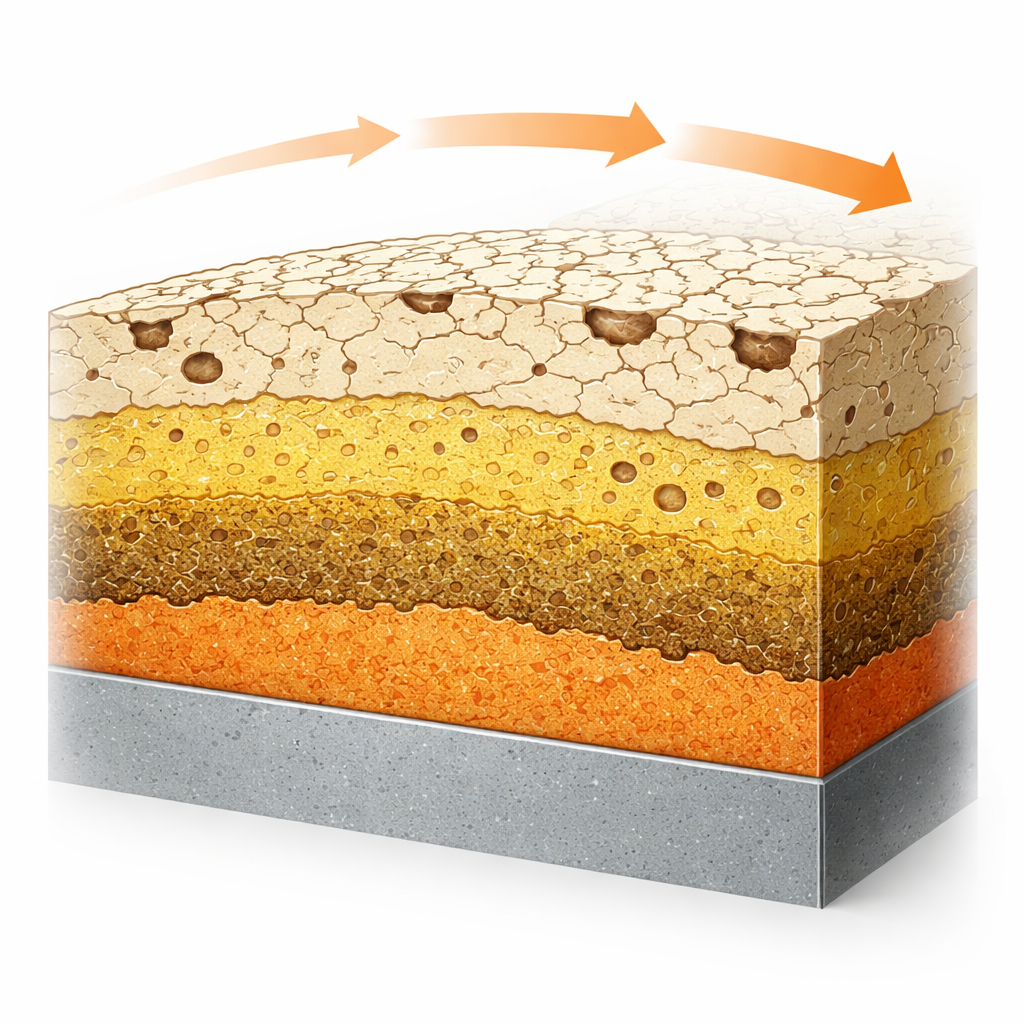
При рассечении и полировке поперечных сечений восстановлённой стали и их анализе в микроскопах и методом рентгеновской спектроскопии команда показала, что покрытие далеко не однородно. Под интенсивным теплом лазера частицы SiC частично разлагаются, а содержащиеся в них элементы реагируют с никелем, железом и хромом из порошка и подложки. В результате образуется смесь чрезвычайно твёрдых микрочастиц — карбидов и силицидных соединений — вкраплённых в никельсодержащую металлическую матрицу. В однослойных покрытиях структура в основном состоит из мелких, примерно блочно-формированных кристаллитов. При добавлении второго и третьего слоя всё чаще появляются древесоподобные дендритные структуры, а твёрдые частицы склонны к агрегированию на границах зерен и внутри трещин.
Трещины, поры и скрытые напряжения
Нанесение дополнительных слоёв означает, что каждый новый проход многократно переплавляет предыдущие. Эти повторные тепловые циклы действуют как серия быстрых неравномерных отжигов. В результате накапливаются внутренние (остаточные) напряжения и образуются мелкие дефекты. Измерения показывают, что растягивающие напряжения особенно велики на интерфейсах между слоями — примерно 350 мегапаскалей между первым и вторым слоями. Одновременно количество пор, а также ширина и число трещин заметно увеличиваются при переходе от одного к четырём слоям. В самых толстых покрытиях трещины следуют прямолинейным путям через хрупкие зоны, насыщенные твёрдыми частицами, что указывает на то, что локальная структура стала прочной, но ломкой.
Твёрдость, износ и оптимум
Далее команда исследовала, как эти внутренние изменения сказываются на рабочих характеристиках, измеряя твёрдость по сечению покрытия и проводя испытания износа с керамическим шариком, скользящим по поверхности. Одно- и двуслойные покрытия имеют значительно большую твёрдость по сравнению с исходной сталью, но при добавлении большего числа слоёв общее упрочнение постепенно снижается. Каждый новый слой частично отпускает (снижает твёрдость) предыдущие, а дополнительный нагрев способствует образованию более хрупких фаз и росту дефектов. Двухслойное покрытие выделяется: его средняя твёрдость примерно в 4,3 раза выше, чем у основной стали, а потеря массы в износных испытаниях составляет примерно одну пятую от необработанного материала. При трёх и четырёх слоях потери износа снова увеличиваются: трещины, поры и хрупкие частицы способствуют локальному отшелушиванию при скользящем контакте. Для всех покрытий основной режим износа — адгезионный, когда микропятна материала временно свариваются и разрываются, с наложением абразивных царапин.
Поиск практической стратегии ремонта
Для инженеров, которые хотят восстанавливать глубоко изношенные железнодорожные детали вместо полной их замены, работа предлагает ясное практическое правило. Лазерно наплавленные покрытия SiC/Ni60A могут существенно повысить твёрдость и износостойкость, но больше слоёв не всегда лучше. При повреждениях глубже примерно полумиллиметра оптимальным балансом между надёжной защитой и контролируемой склонностью к трещинообразованию и внутренним напряжениям являются два, максимум три слоя — дающие толщину покрытия 1,5–2,5 мм. С увеличением толщины сверх этого отдача падает, а риски дефектов растут. Коротко говоря, при аккуратном контроле многослойное лазерное наплавление может превратить устаревшие стальные поверхности в надёжные долговечные детали, при условии что число слоёв выбирают с учётом внутренних напряжений и микроструктуры покрытия.
Цитирование: Wang, Z., Qi, C. & Wang, K. Effect of multilayer laser cladding on the microstructure and wear resistance of SiC/Ni60A coatings. Sci Rep 16, 13761 (2026). https://doi.org/10.1038/s41598-026-43832-x
Ключевые слова: лазерное наплавление, износостойкие покрытия, ж/д компоненты, никелевые сплавы, армирование карбидом кремния