Clear Sky Science · de
Auswirkung der mehrlagigen Laserauftragsschweißung auf Mikrostruktur und Verschleißfestigkeit von SiC/Ni60A-Beschichtungen
Zugbauteile länger nutzbar machen
Moderne Züge sind auf robuste Stahlteile angewiesen – Achsen, Zahnräder und Lager –, die hohen Lasten, Stößen und rauen Einsatzbedingungen ausgesetzt sind. Einen dieser großen Teile vollständig auszutauschen ist teuer und materialaufwendig. Diese Studie untersucht eine Möglichkeit, verschlissene Stahloberflächen mit einer laseraufgetragenen Schutzschicht wieder aufzubauen, um Reparaturen für die Bahn- und andere Schwerindustrien stärker, haltbarer und wirtschaftlicher zu machen.
Eine neue Haut mit Licht aufbauen
Die Forschenden konzentrieren sich auf ein Reparaturverfahren namens Laserauftragsschweißen, bei dem ein starker Laser einen Metallpulverstrahl auf der Oberfläche geschädigten Stahls schmilzt und so eine fest gebundene Beschichtung erzeugt. Verwendet wird ein verbreiteter Baustahl (AISI 1045), überzogen mit einer nickelbasierten Legierung namens Ni60A, versetzt mit sehr harten Siliziumcarbid-(SiC-)Partikeln. Statt nur eines Durchgangs schichten sie bis zu vier Lagen dieses Verbundwerkstoffs auf, um die bei tiefem Schaden erforderliche Dicke – im Bereich von Millimetern – zu erreichen. Die zentrale Frage lautet, wie sich zusätzliche Lagen auf die innere Struktur und letztlich auf die Verschleißfestigkeit der reparierten Oberfläche auswirken.
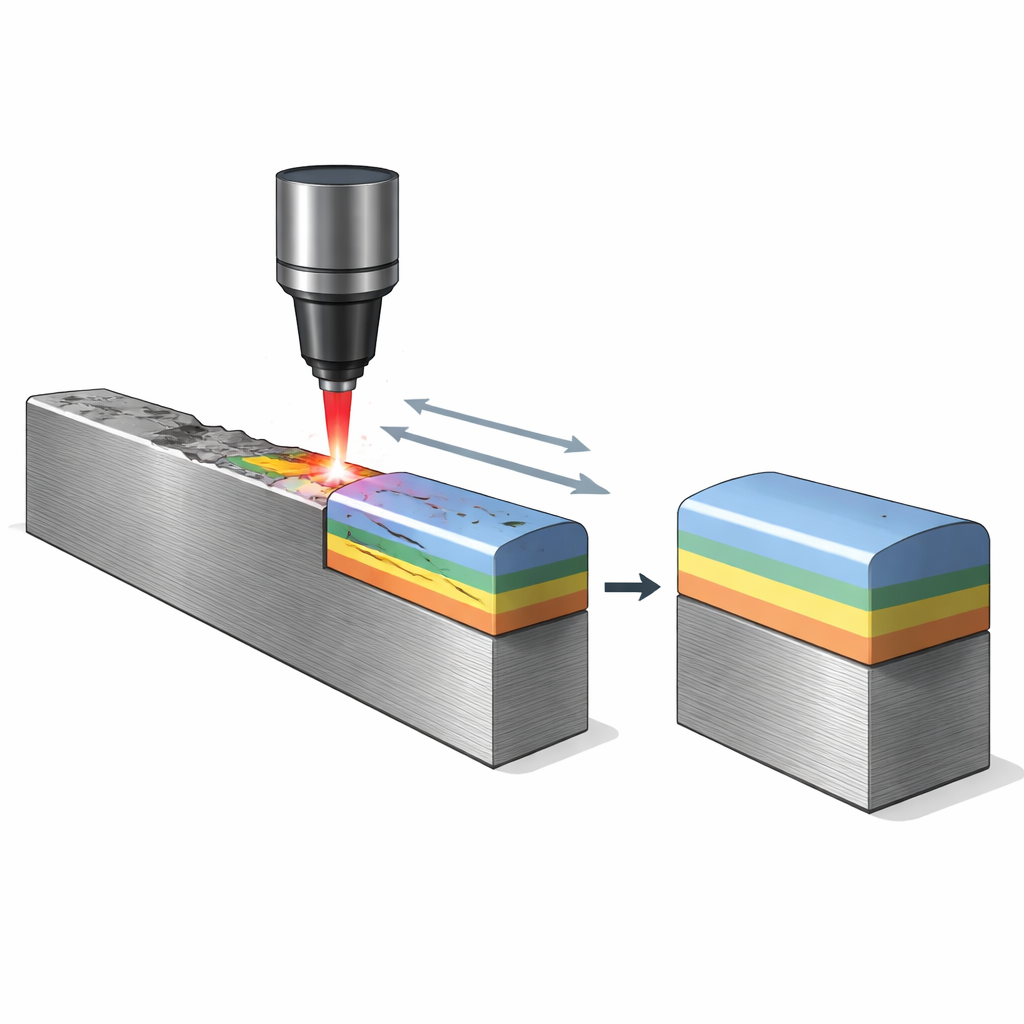
Was in der Beschichtung passiert
Durch das Schneiden und Polieren von Querschnitten der reparierten Proben und deren Untersuchung mit Mikroskopen und Röntgenanalyse zeigt das Team, dass die Beschichtung alles andere als einfach ist. Unter der intensiven Laserwärme zerfallen die SiC-Partikel teilweise, und deren Elemente reagieren mit Nickel, Eisen und Chrom aus dem Pulver und dem darunterliegenden Stahl. Es entsteht ein Gemisch aus extrem harten mikroskopischen Partikeln – Karbiden und Silizidverbindungen – eingebettet in einer nickelreichen Metallmatrix. In Einschichtbeschichtungen dominiert eine Struktur aus kleinen, grob blockförmigen Kristallen. Werden zweite und dritte Lagen aufgebracht, werden baumartige Kristallmuster, sogenannte Dendriten, häufiger, und harte Partikel neigen dazu, sich an Korngrenzen und in Rissen zu sammeln.
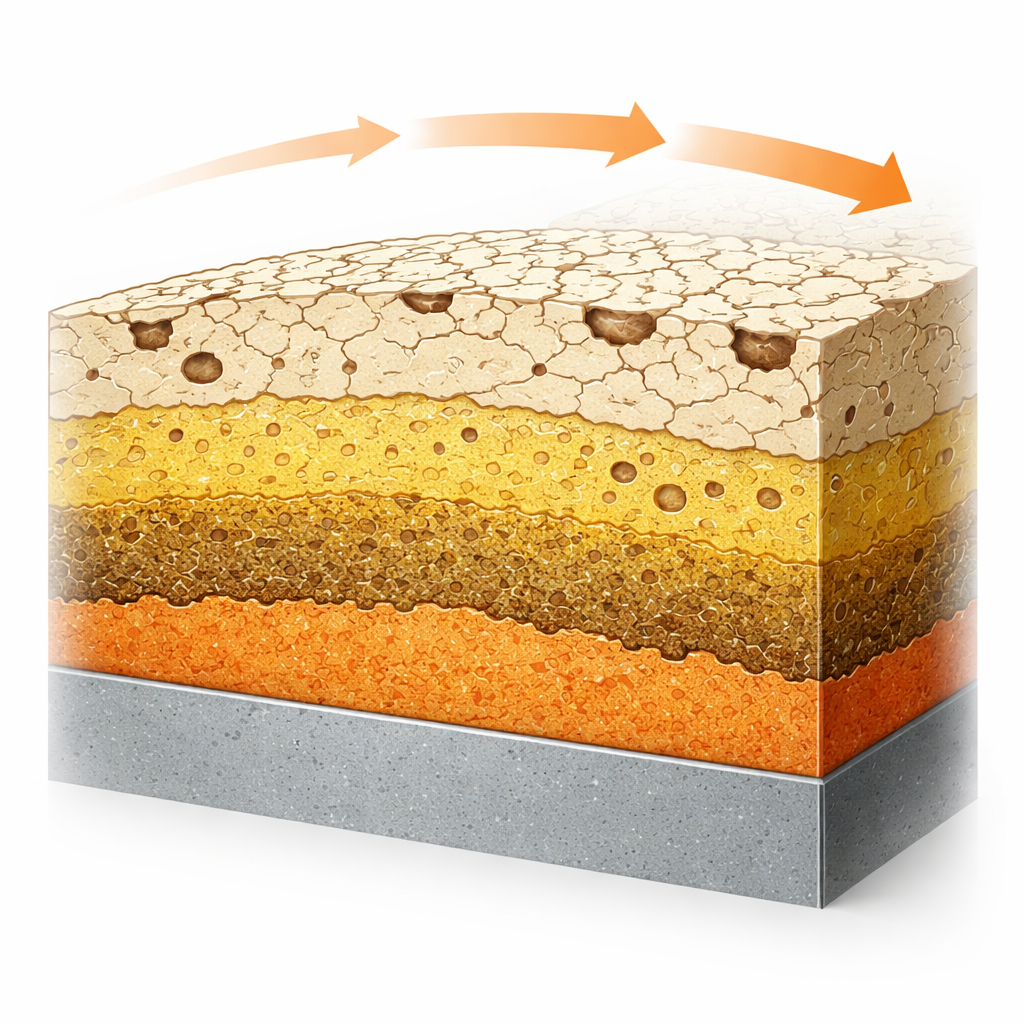
Risse, Poren und verborgene Spannungen
Mehrere Lagen übereinander bedeuten, dass jeder neue Auftrag die vorherigen mehrfach erneut aufheizt. Diese wiederholten Wärmezyklen wirken wie eine Reihe rascher, ungleichmäßiger Wärmebehandlungen. Das Ergebnis ist ein Aufbau von eingefrorenen (Eigenspannungen) und die Bildung winziger innerer Defekte. Messungen zeigen, dass Zugspannungen – also Spannungen, die das Material auseinanderziehen – besonders hoch an den Grenzflächen zwischen den Lagen sind und zwischen der ersten und zweiten Schicht etwa 350 Megapascal erreichen. Gleichzeitig nehmen Anzahl und Größe von Poren sowie Anzahl und Breite von Rissen beim Übergang von einer zu vier Lagen deutlich zu. In den dicksten Beschichtungen verlaufen Risse geradlinig durch spröde, partikelreiche Bereiche, ein Hinweis darauf, dass die lokale Struktur zwar sehr hart, aber auch brüchig geworden ist.
Härte, Verschleiß und der Sweet Spot
Das Team untersucht dann, wie sich diese inneren Veränderungen auf die Leistung auswirken, indem es die Härte durch die Beschichtung misst und Verschleißtests mit einer harten Keramikkugel über die Oberfläche durchführt. Eine ein- oder zweilagige Beschichtung ist im Vergleich zum Ausgangsstahl extrem hart, aber mit jeder zusätzlichen Lage wird die Gesamtschicht allmählich weicher. Jede neue Lage tempert die darunterliegenden Schichten teilweise und die zusätzliche Wärme fördert sprödere Phasen und mehr Defekte. Die zweilagige Beschichtung sticht hervor: Ihre mittlere Härte liegt bei etwa dem 4,3-fachen des Stahls, und ihr Gewichtsverlust in Verschleißtests beträgt grob ein Fünftel des unbeschichteten Materials. Bei drei und vier Lagen steigt der Verschleißverlust wieder an, da Risse, Poren und spröde Partikel unter Gleitkontakt lokale Abblätterungen begünstigen. Über alle Beschichtungen hinweg dominiert adhäsiver Verschleiß, bei dem mikroskopische Materialbereiche kurzzeitig zusammenhaften und wieder auseinandergerissen werden, überlagert von etwas abrasivem Kratzen.
Eine praxisnahe Reparaturstrategie finden
Für Ingenieure, die verschlissene Zugteile reparieren statt ersetzen wollen, legt diese Arbeit eine klare Gestaltungsregel nahe. Laserauftraggeschweißte SiC/Ni60A-Beschichtungen können Härte und Verschleißfestigkeit deutlich verbessern, aber mehr Lagen sind nicht immer besser. Bei Schäden tiefer als etwa einem halben Millimeter bieten zwei oder höchstens drei Lagen – mit einer Beschichtungsdicke von 1,5 bis 2,5 Millimetern – die beste Balance zwischen starker Schutzwirkung und kontrollierbaren Rissen und Spannungen. Darüber hinaus bringen zusätzliche Dicken abnehmende Nutzen und ein wachsendes Risiko von Defekten. Kurz gesagt: Sorgfältig kontrollierte mehrlagige Laserauftragsschweißungen können müde Stahloberflächen in robuste, langlebige Bauteile verwandeln, vorausgesetzt, die Anzahl der Lagen wird unter Berücksichtigung der Eigenspannungen und der Mikrostruktur gewählt.
Zitation: Wang, Z., Qi, C. & Wang, K. Effect of multilayer laser cladding on the microstructure and wear resistance of SiC/Ni60A coatings. Sci Rep 16, 13761 (2026). https://doi.org/10.1038/s41598-026-43832-x
Schlüsselwörter: Laserauftragsschweißen, verschleißfeste Beschichtungen, Bahnkomponenten, nickelbasierte Legierungen, Siliziumcarbid-Verstärkung