Clear Sky Science · ru
Оптимизация аддитивно изготовленного самоподдерживающегося кронштейна с заполнением решёткой при комбинированной нагрузке
Как делать прочные детали с меньшим количеством материала
От самолётов до электромобилей инженеры постоянно вынуждены снижать массу, не жертвуя безопасностью. Один перспективный подход — сделать массивные металлические детали полыми и заменить сплошной внутренний объём сложной внутренней структурой, напечатанной послойно. В этой статье исследуется, как такие облегчённые «решётки» можно проектировать и оптимизировать так, чтобы критический соединитель, называемый вилочным кронштейном (clevis), оставался прочным даже при одновременном растяжении, сжатии и кручении.
Почему важна скрытая внутренняя структура
Во многих современных конструкциях используются тонкие внешние оболочки — представьте фюзеляж самолёта или кузов автомобиля — чтобы экономить материал. Но там, где эти оболочки должны соединяться с другими элементами, например у болтовых отверстий или узлов, конструкция внезапно должна быть толстой и сплошной, чтобы выдерживать большие нагрузки. Традиционно объём внутри таких «жёстких точек» остаётся пустым, потому что обычные методы производства не позволяют легко формировать то, что скрыто. Аддитивное производство, или 3D-печать, меняет ситуацию: оно может послойно создавать сложные внутренние каркасы, превращая пустое пространство в тщательно спроектированную решётку, которая эффективно несёт нагрузку и при этом снижает общую массу.
Проектирование самоподдерживающегося внутреннего скелета
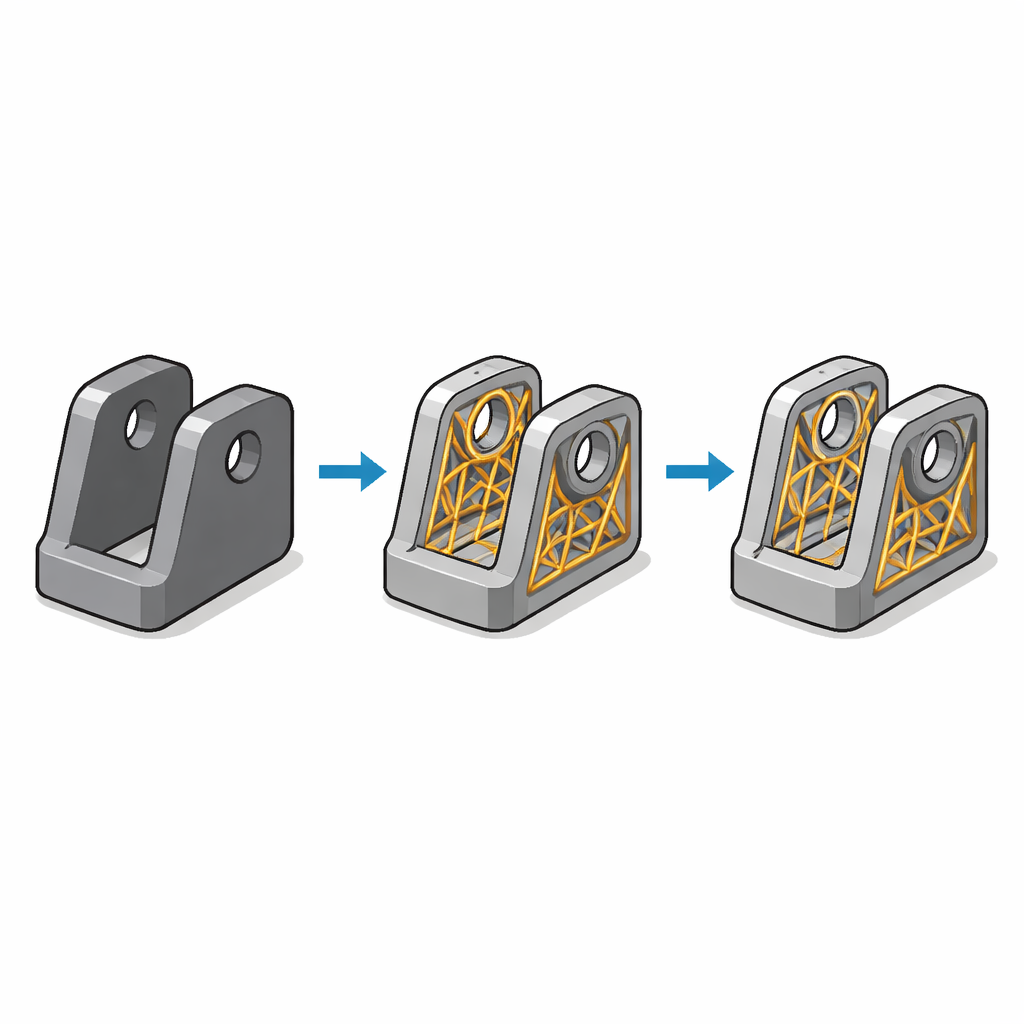
Авторы сосредоточились на вилочном кронштейне — распространённом вилкообразном соединителе — и заполнили его внутренний объём тремя видами стержневых решёток, в узле которых сходятся по три, четыре или шесть стержней. Поскольку внутренний объём недоступен для очистки после печати, решётка должна быть «самоподдерживающей»: её стержни должны иметь достаточно крутые углы, обычно больше 45 градусов, чтобы их можно было печатать без вспомогательных опор. Команда систематически варьировала три геометрических параметра решётки: толщину стержней, их длину (или высоту) и угол наклона относительно горизонта. Все детали печатались из распространённого пластика (PLA) на настольном FDM-принтере, что делает работу релевантной практическим и экономичным приложениям.
Испытания кронштейнов
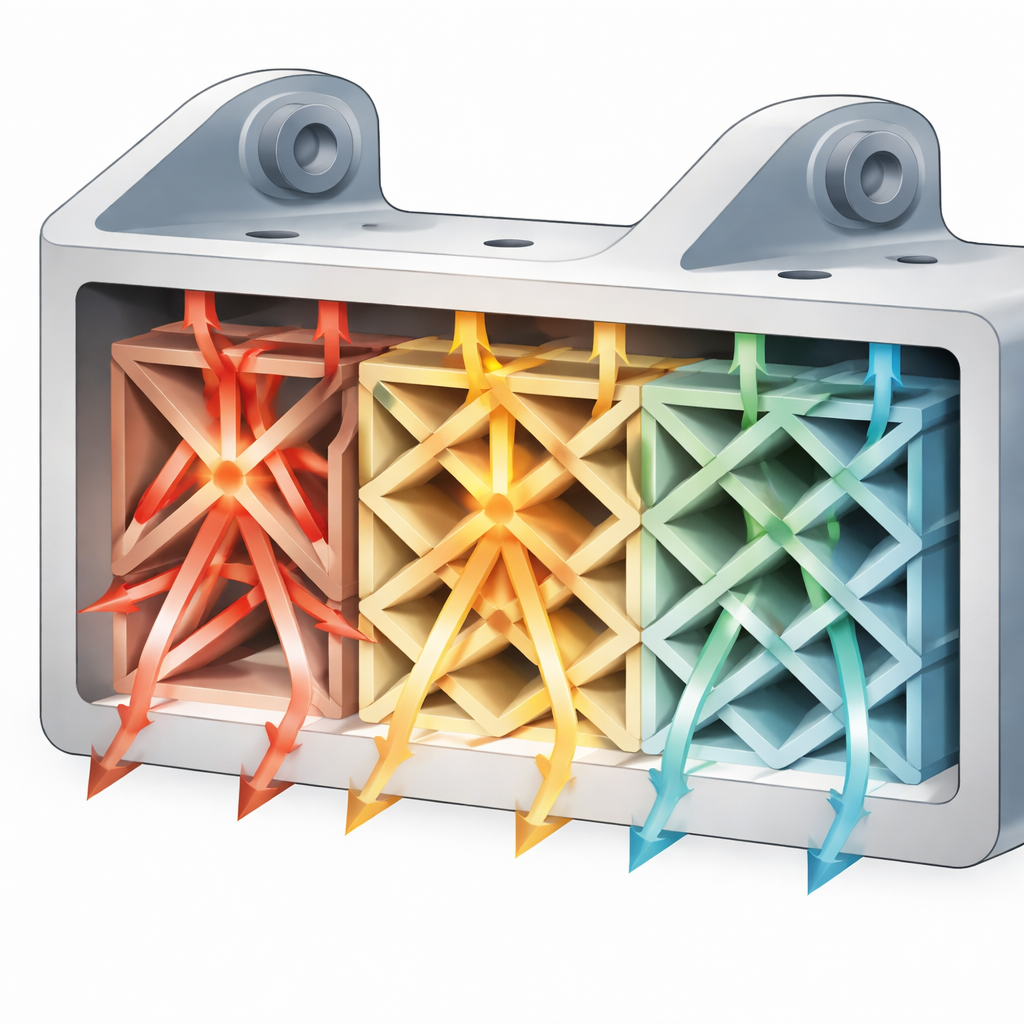
В реальности компоненты редко испытывают силу в одном простом направлении. Чтобы воспроизвести рабочие условия, исследователи нагружали образцы вилочных кронштейнов двумя комбинированными способами: сжатие плюс сдвиг (давление с проскальзыванием) и растяжение плюс сдвиг (тянущее усилие с проскальзыванием). Они регистрировали, какую нагрузку выдерживает каждая конструкция и насколько она деформируется до разрушения. Параллельно проводились численные моделирования с помощью конечно-элементной модели, скорректированной на основе энергии, чтобы относительно простая линейная модель могла соответствовать более сложному поведению, наблюдаемому в экспериментах. Сопоставление показало хорошее согласие, подтвердив, что моделям можно доверять при исследовании широкого пространства вариантов без изготовления сотен образцов.
Позволить алгоритму искать лучший проект
Поскольку существует множество комбинаций типа решётки, толщины стержней, высоты и угла, авторы обратились к байесовской оптимизации — стратегии, которая рассматривает задачу как «чёрный ящик» и учится на каждом результате симуляции, какие варианты пробовать дальше. Они поставили две цели одновременно: снизить пик напряжений в кронштейне и уменьшить его массу. Для честного сравнения разные проекты масштабировали и ранжировали по обоим критериям — по уменьшению напряжений и экономии веса — затем искали конфигурации, которые уравновешивают эти конкурирующие цели. После сотен итераций алгоритм выявил предпочтительные области в пространстве параметров и указал, какие переменные наиболее значимы при каждом режиме нагрузки.
Что исследование показывает о «умных» решётках
Результаты показывают, что решётки бывают разные по эффективности. Кронштейны, заполненные 3-стержневыми решётками, стабильно демонстрируют наилучшее сочетание прочности и лёгкости, особенно при комбинированных сжимающе‑сдвиговых нагрузках, с которыми сталкиваются многие реальные детали. Конструкции с 6-стержневыми решётками показали худшие результаты, в основном потому, что их расположение соединений и плотность менее эффективно передают силы. Во всех типах толщина стержней оказалась наиболее мощным рычагом для снижения напряжений, особенно при преимущественной работе на сжатие, тогда как высота стержней и угол нависания играют большую роль при более важном растяжении. Анализ также выявил «золотую середину» для длины стержней: слишком короткие делают структуру тяжёлой и жёсткой, слишком длинные — и тонкие стержни легче подвергаются опрокидыванию или изгибу.
Последствия для более лёгких и безопасных конструкций
Для неспециалистов ключевая мысль в том, что внутреннюю геометрию 3D-печатной детали можно настроить подобно фермам моста, а умные алгоритмы помогут найти решения, которые одновременно легче и надёжнее. Это исследование демонстрирует, что самоподдерживающиеся стержневые решётки способны существенно снизить массу вилочного кронштейна, при этом выдерживая реалистичные сочетания давящих, тянущих и сдвиговых нагрузок. В частности, грамотно спроектированная 3-стержневая решётка даёт инженерам широкую гибкость: немного дополнив материал, можно существенно повысить прочность там, где это необходимо. По мере того как 3D-печать конструктивных деталей становится более распространённой, такая оптимизация с учётом геометрии может помочь перенести более лёгкие самолёты, более эффективные автомобили и другие высокопроизводительные машины из лабораторий в повседневное использование.
Цитирование: Ture, M.O., Evis, Z. Optimization of an additively manufactured self-supporting lattice-filled clevis component under combined loading. Sci Rep 16, 13107 (2026). https://doi.org/10.1038/s41598-026-43826-9
Ключевые слова: аддитивное производство, решётчатые структуры, лёгкий дизайн, структурная оптимизация, 3D-печатные соединения