Clear Sky Science · ru
Многокритериальная оптимизация параметров FDM-процесса для филаментов NylonAF80 с использованием CRITIC, CoCoSo и методов машинного обучения
Почему настройки 3D-печати важны
Каждому, кто держал в руках деталь, напечатанную на 3D-принтере, знакомо ощущение: некоторые изделия кажутся прочными и гладкими, тогда как другие коробятся, трескаются или выглядят шероховатыми. В этом исследовании изучается, как настроить параметры распространённого метода 3D-печати, чтобы детали из специального нейлонового материала получались более прочными, точными по размеру и с лучшей поверхностью. Работа особенно актуальна для компаний, которые хотят выйти за рамки простых прототипов и использовать 3D-печать для реальных рабочих деталей — шестерёнок, подшипников и приспособлений.
Взгляд поближе на прочный новый пластик
Исследователи сосредоточились на филаменте под названием NylonAF80 — нейлоне, армированном на 8% короткими арамидными волокнами, похожими на волокна, применяемые в пуленепробиваемых тканях. Такая смесь рассчитана на сопротивление износу, ползучести и нагреву, что делает её привлекательной для деталей, испытывающих повторяющееся движение и нагрузку. С помощью FDM-принтера они изготовили небольшие прямоугольные бруски с отверстием в центре, имитирующие формы, применяемые в шестернях и корпусах подшипников. Вместо изменения одного параметра за раз они следовали структурированному плану испытаний с 18 комбинациями шести настроек печати, включая высоту слоя, температуры сопла и стола, скорость печати, а также направления укладки нитей и ориентацию всей детали.
Измерение формы, прочности и отделки
Для оценки качества команда отслеживала три простых показателя. Во‑первых, они проверяли размерную точность, сравнивая объём напечатанного изделия с заданным объёмом; расхождения проявлялись как объёмная погрешность, показывая, насколько детали сжимались или деформировались. Во‑вторых, измеряли шероховатость поверхности, что влияет на внешний вид и поведение детали под нагрузкой. В‑третьих, оценивали твёрдость стандартным индентором, вдавливающимся в пластик; более высокие значения указывают на лучшую сопротивляемость износу и деформации. Даже при заполнении лишь двух третей каждого блока для экономии времени и материала лучшие образцы достигали около 87% твёрдости, заявленной производителем филамента, в то время как худшие настройки почти вдвое снижали этот показатель и вызывали больше коробления и шероховатости.
Поиск оптимальной комбинации настроек
Поскольку три показателя качества могут конфликтовать, команда использовала многокритериальные методы принятия решений для их балансировки. Один из методов, CRITIC, автоматически присваивал значимость каждому показателю на основе степени его изменчивости и независимости от других, давая сопоставимый вес твёрдости и гладкости и немного меньший — погрешности формы. Другой метод, CoCoSo, комбинировал эти веса с результатами испытаний для ранжирования всех 18 настроек печати. Лучшей в целом оказалась следующая рецептура: очень тонкий слой (0,1 мм), относительно высокая температура сопла (255 °C), средняя температура стола (100 °C), умеренная скорость печати (40 мм/с), нити, уложенные под углом 90 градусов, и печать детали в торцевой ориентации. Такая комбинация давала детали одновременно твёрдые и близкие к заданной форме с приемлемой поверхностью. Статистический анализ подтвердил, что высота слоя и скорость печати были наиболее влияющими факторами, за ними следовала ориентация детали на платформе.
Использование данных и изображений для изучения структуры печати
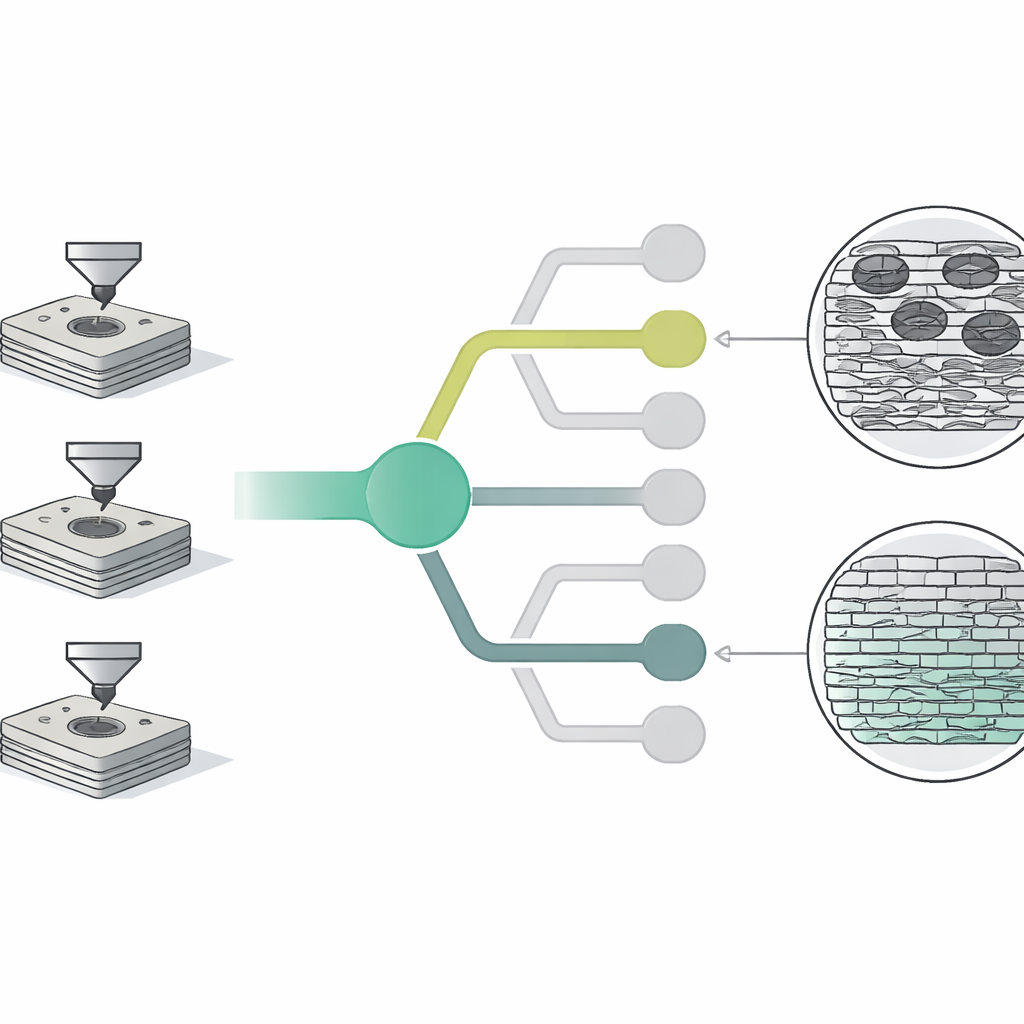
Чтобы проверить согласие различных методов анализа, исследователи сравнили CoCoSo с двумя другими техниками принятия решений и обнаружили, что все три дали очень похожие ранжирования. Затем они привлекли простые модели машинного обучения, чтобы выяснить, сможет ли компьютер обучиться на небольшом наборе данных и предсказывать, какие комбинации настроек обеспечат выше среднего качество. Деревья решений — структуры, похожие на блок‑схемы с последовательными разветвлениями по одному параметру — превзошли другие модели и в большинстве случаев корректно классифицировали твёрдость, объёмную погрешность и шероховатость при обучении на 80% данных. Во всех деревьях на верхнем уровне появлялась высота слоя, подчёркивая её ключевую роль. Наконец, изображение образцов под электронным микроскопом при большом увеличении, напечатанных при лучших и худших условиях, показало причину различий: при плохих настройках появлялись поры, зазоры между слоями и грубые, волнистые поверхности, тогда как оптимизированные настройки обеспечивали плотное сцепление и меньше пустот.
Что это означает для реальных деталей
На практике исследование показывает, что тщательная настройка нескольких ключевых параметров FDM-принтера — особенно высоты слоя, скорости печати и ориентации детали — может превратить армированный волокном нейлон из перспективного материала в надёжный рабочий материал для функциональных деталей. Сочетая структурированные эксперименты, инструменты принятия решений и машинное обучение, авторы выявили комбинации, которые минимизируют коробление и шероховатость при сохранении твёрдости и долговечности деталей. Эти рекомендации могут помочь производителям печатать более надёжные шестерни, подшипники и приспособления для использования в автомобилях, авиации и промышленном оборудовании, а также указать направление для будущих работ с большими наборами данных и ещё более точными предиктивными моделями.
Цитирование: Alrasheedi, N.H., Kumar, P.M., Sivanantham, G. et al. Multi criteria optimization of FDM process parameters for NylonAF80 filaments using CRITIC CoCoSo and machine learning approaches. Sci Rep 16, 11213 (2026). https://doi.org/10.1038/s41598-026-38122-5
Ключевые слова: 3D-печать, моделирование методом наплавления (FDM), нейлоновые композиты, оптимизация процесса, машинное обучение