Clear Sky Science · es
Optimización multicriterio de los parámetros del proceso FDM para filamentos NylonAF80 usando CRITIC, CoCoSo y enfoques de aprendizaje automático
Por qué importan los ajustes de la impresión 3D
Cualquiera que haya manipulado una pieza impresa en 3D sabe que algunas se sienten resistentes y lisas, mientras que otras se deforman, agrietan o tienen un aspecto rugoso. Este estudio explora cómo ajustar los parámetros de un método común de impresión 3D para que las piezas hechas con un material especial a base de nylon salgan más resistentes, con mayor precisión dimensional y con un acabado superficial más atractivo. El trabajo es especialmente relevante para empresas que quieren pasar de prototipos simples a piezas funcionales reales, como engranajes, cojinetes y utillajes.
Una mirada más cercana a un plástico nuevo y resistente
Los investigadores se centraron en un filamento llamado NylonAF80, un nylon reforzado con un 8 % de fibras cortas de aramida, similares a las usadas en tejidos antiimpacto. Esta mezcla está diseñada para resistir el desgaste, la fluencia y el calor, lo que la hace atractiva para piezas que deben soportar movimiento y carga repetidos. Empleando una impresora por modelado por deposición fundida (FDM), produjeron pequeños bloques rectangulares con un orificio en el centro, imitando formas usadas en engranajes y alojamientos de cojinetes. En lugar de cambiar un parámetro a la vez, siguieron un plan de ensayo estructurado con 18 combinaciones diferentes de seis variables de impresión, incluyendo grosor de capa, temperaturas de boquilla y cama, velocidad de impresión y las direcciones en las que se depositaron las hebras y la pieza completa.
Medir forma, tacto y acabado
Para evaluar la calidad, el equipo siguió tres resultados sencillos. Primero, comprobaron la precisión dimensional comparando el volumen impreso con el volumen previsto; las diferencias se expresaron como error volumétrico, revelando cuánto se encogieron o deformaron las piezas. Segundo, midieron la rugosidad superficial, que afecta la apariencia y el comportamiento bajo carga. Tercero, evaluaron la dureza usando un indentador estándar que presiona en el plástico; valores más altos indican mejor resistencia al desgaste y la deformación. Incluso con solo dos tercios de cada bloque rellenos para ahorrar tiempo y material, las mejores muestras alcanzaron alrededor del 87 % de la dureza especificada por el fabricante del filamento, mientras que los ajustes peores casi la redujeron a la mitad y produjeron más deformación y rugosidad.
Encontrar el punto óptimo en los ajustes
Dado que las tres medidas de calidad pueden apuntar en direcciones diferentes, el equipo usó herramientas de decisión multicriterio para equilibrarlas. Un método, llamado CRITIC, asignó automáticamente importancia a cada resultado según cuánto variaba y cuán independiente era respecto a los demás, dando un peso similar a la dureza y la suavidad y algo menor al error dimensional. Otro método, llamado CoCoSo, combinó esos pesos con los resultados de las pruebas para ordenar las 18 configuraciones de impresión. La mejor receta global resultó ser un grosor de capa muy fino (0,1 mm), una temperatura de boquilla relativamente alta (255 °C), una temperatura de cama media (100 °C), velocidad de impresión moderada (40 mm/s), hebras depositadas a 90 grados y la pieza impresa sobre su canto. Esta combinación produjo piezas duras y cercanas a la forma prevista, con un acabado superficial aceptable. El análisis estadístico confirmó que el grosor de capa y la velocidad de impresión fueron las palancas más influyentes, seguidas por la orientación de la pieza en la placa de construcción.
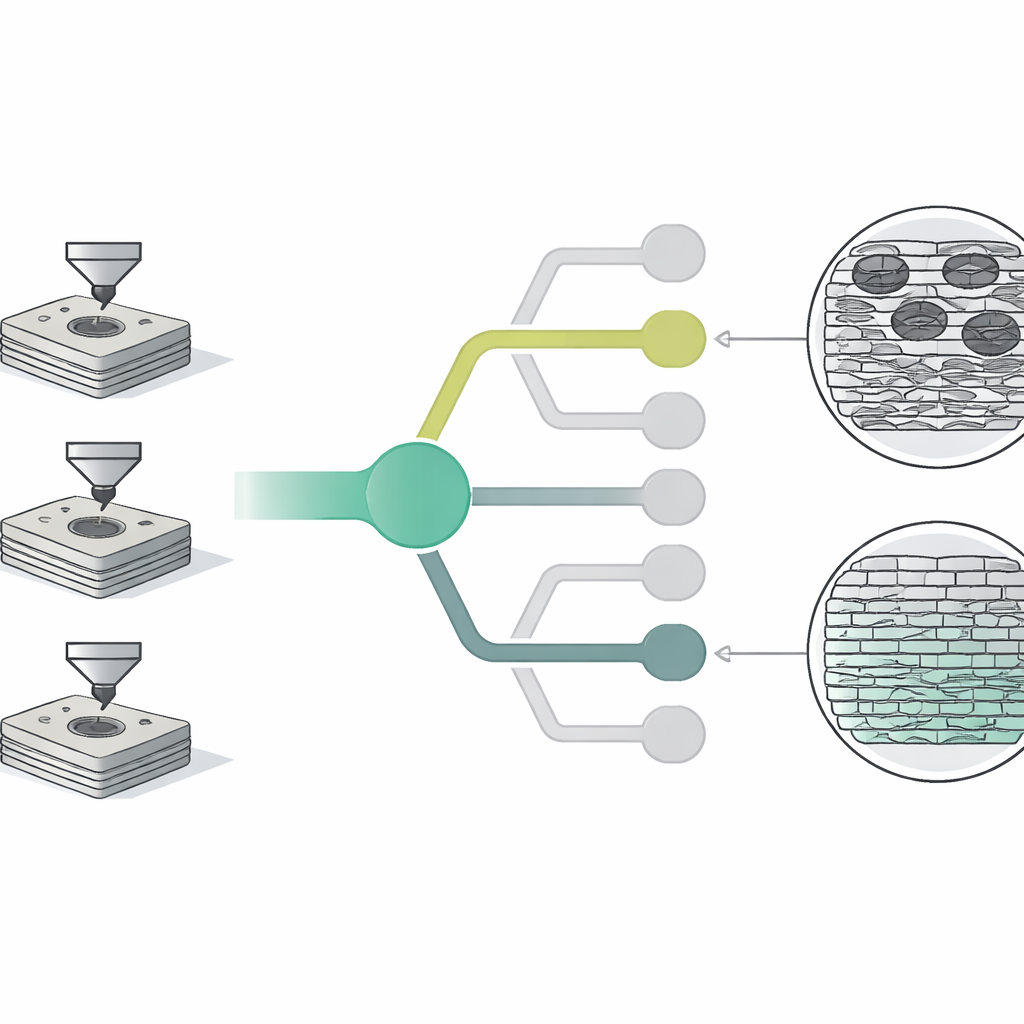
Usar datos e imágenes para ver dentro de la impresión
Para comprobar si distintos métodos de análisis concordaban, los investigadores compararon CoCoSo con otras dos técnicas de decisión y encontraron que las tres ofrecían rankings muy similares. Luego incorporaron modelos simples de aprendizaje automático para ver si un ordenador podía aprender a partir del conjunto de datos reducido y predecir qué combinaciones de ajustes producirían calidad superior a la media. Los árboles de decisión—estructuras tipo diagrama de flujo que dividen según un ajuste a la vez—superaron a otros modelos y clasificaron correctamente la dureza, el error dimensional y la rugosidad en la mayoría de los casos cuando se entrenaron con el 80 % de los datos. En todos los árboles, el grosor de capa apareció en la cima, subrayando su papel central. Finalmente, imágenes con microscopio electrónico a alta magnificación de muestras impresas en las mejores y peores condiciones mostraron por qué esto importa: los ajustes pobres generaron poros, huecos entre capas y superficies rugosas y onduladas, mientras que los ajustes optimizados dieron uniones más estrechas y menos vacíos.
Qué significa esto para piezas de uso real
En términos prácticos, el estudio muestra que ajustar con cuidado unas pocas perillas clave de una impresora FDM—especialmente grosor de capa, velocidad de impresión y orientación de la pieza—puede convertir un nylon reforzado con fibras de un material prometedor en una solución fiable para piezas funcionales. Al combinar experimentos estructurados, herramientas de toma de decisiones y aprendizaje automático, los autores trazaron combinaciones que minimizan la deformación y la rugosidad manteniendo las piezas duras y duraderas. Estas pautas podrían ayudar a los fabricantes a imprimir engranajes, cojinetes y utillajes más fiables para uso en vehículos, aeronaves y equipos industriales, y señalan la dirección a seguir con conjuntos de datos más grandes y modelos de predicción aún más avanzados en trabajos futuros.
Cita: Alrasheedi, N.H., Kumar, P.M., Sivanantham, G. et al. Multi criteria optimization of FDM process parameters for NylonAF80 filaments using CRITIC CoCoSo and machine learning approaches. Sci Rep 16, 11213 (2026). https://doi.org/10.1038/s41598-026-38122-5
Palabras clave: impresión 3D, modelado por deposición fundida, composites de nylon, optimización de procesos, aprendizaje automático