Clear Sky Science · pl
Badania nad rozpoznawaniem cech i ilościowym określaniem wewnętrznych pozostałości proszku w porowatej strukturze LPBF w oparciu o przetwarzanie obrazu
Dlaczego ukryty proszek w częściach drukowanych 3D ma znaczenie
Metalowy druk 3D szybko przechodzi z laboratorium do samolotów, samochodów, a nawet implantów kostnych. Jednak wewnątrz wielu z tych misternych, gąbczastych elementów mogą pozostać uwięzione i niewidoczne ziarna proszku, osłabiające strukturę i zwiększające ryzyko awarii. W artykule przedstawiono nowy sposób automatycznego „zobaczenia” i zmierzenia tego ukrytego proszku, wykorzystujący zaawansowaną tomografię rentgenowską oraz inteligentne przetwarzanie obrazu, z celem uczynienia metalowych części drukowanych 3D bezpieczniejszymi i bardziej niezawodnymi.
Obietnica i problem porowatych części metalowych
Laser Powder Bed Fusion (LPBF) buduje metalowe komponenty warstwa po warstwie z drobnego proszku, umożliwiając tworzenie złożonych porowatych kształtów idealnych dla lekkich struktur i implantów naśladujących kość. W tym badaniu autorzy skupili się na porowatych rusztowaniach cynkowych, których zewnętrzny pierścień imituje gęstą kość, a wewnętrzny obszar — gąbczastą strukturę. Jednak w takich labiryntowych wnętrzach laser nie zawsze dociera do każdej szczeliny, a drobne cząstki proszku mogą pozostać nie stopione lub tylko częściowo zespolone ze ściankami. Te pozostałości mogą zatykać kanały przepływowe, koncentrować naprężenia, zakłócać sposób stopniowego rozpuszczania materiału w organizmie, a nawet wywoływać stany zapalne. Wykrycie i określenie ilości tego uwięzionego proszku głęboko wewnątrz metalu jest więc istotne zarówno dla bezpieczeństwa mechanicznego, jak i wydajności biologicznej.
Zerkając do środka za pomocą promieni rentgenowskich i cyfrowych przekrojów
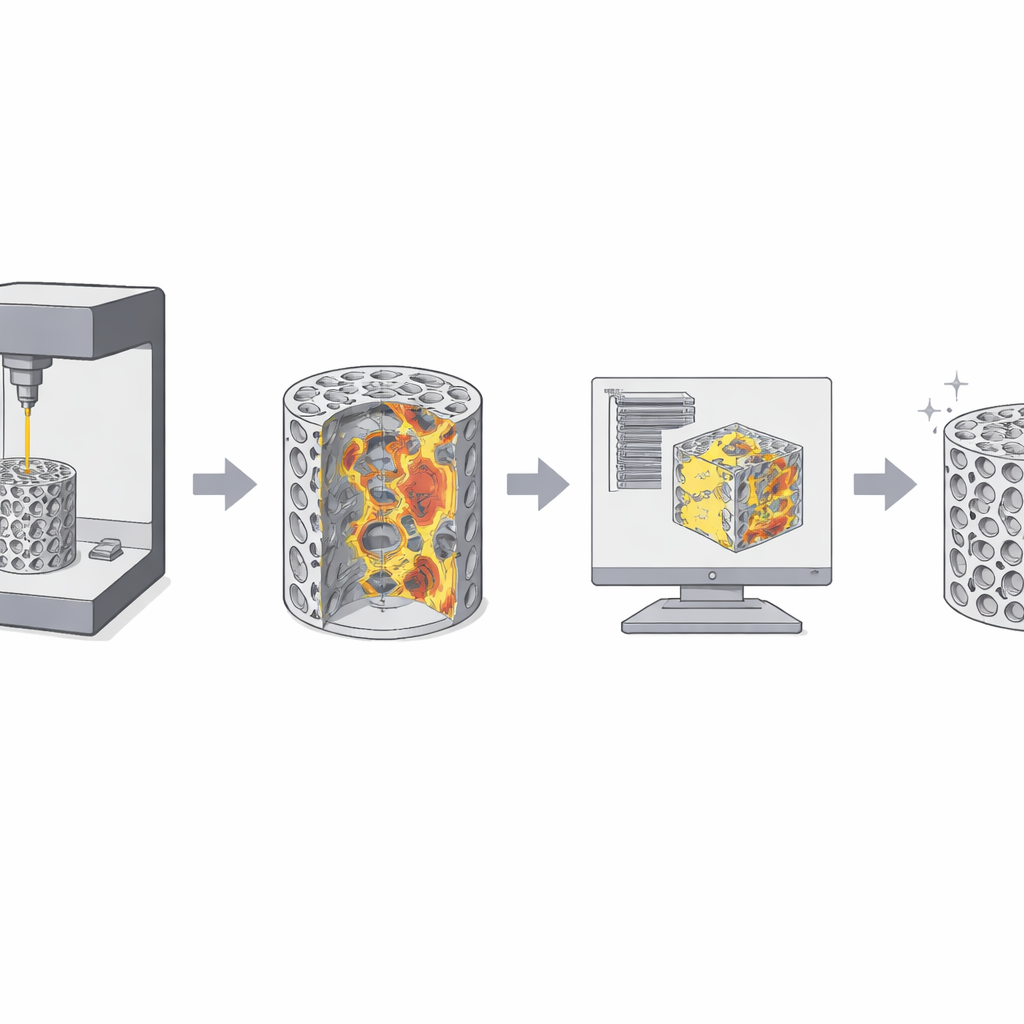
Wśród metod badań nieniszczących tomografia komputerowa (CT) rentgenowska wyróżnia się zdolnością do zobaczenia wnętrza gęstych metali i odtworzenia pełnego widoku trójwymiarowego. Badacze zeskanowali cylindryczne rusztowania cynkowe w rozdzielczości mikrometrowej, tnąc objętość 3D na tysiące obrazów 2D. Wybrali przekroje wzdłuż kierunku, który najlepiej ujawniał powtarzalny wzór wewnętrzny. Na tych przekrojach metal, puste pory i pozostały proszek pojawiają się jako obszary o różnych odcieniach szarości. Jednak ręczne przeglądanie ponad tysiąca obrazów i ustawianie progów wzrokiem w komercyjnym oprogramowaniu jest powolne, subiektywne i często niedokładne — szczególnie gdy kontrast obrazu jest niski lub jasność zmienia się między przekrojami.
Nauczanie komputera, by znalazł proszek
Aby przezwyciężyć te ograniczenia, zespół zbudował zautomatyzowany pipeline detekcji w MATLABie, łączący klasyczne przetwarzanie obrazu z uczeniem głębokim. Najpierw każdy plaster CT jest starannie wstępnie przetwarzany: obrazy standaryzowane są do wspólnego formatu, przycinane w celu usunięcia pustego tła, odszumiane, wzmocnione pod względem kontrastu i wyostrzane, tak aby pory, szkielet stały i ziarna proszku były wyraźniej widoczne. Następnie nowo zaprojektowany algorytm podwójnego progu Otsu skanuje histogram poziomów szarości i automatycznie dzieli każdy piksel na trzy kategorie: otwarta pora, szkielet stały lub kandydat na proszek. Dzięki zastosowaniu dwóch progów zamiast jednego metoda lepiej rozdziela subtelne różnice w odcieniach między stałym metalem a przyklejonym proszkiem, które często nakładają się jasnością.
Dodanie uczenia głębokiego dla szczegółów
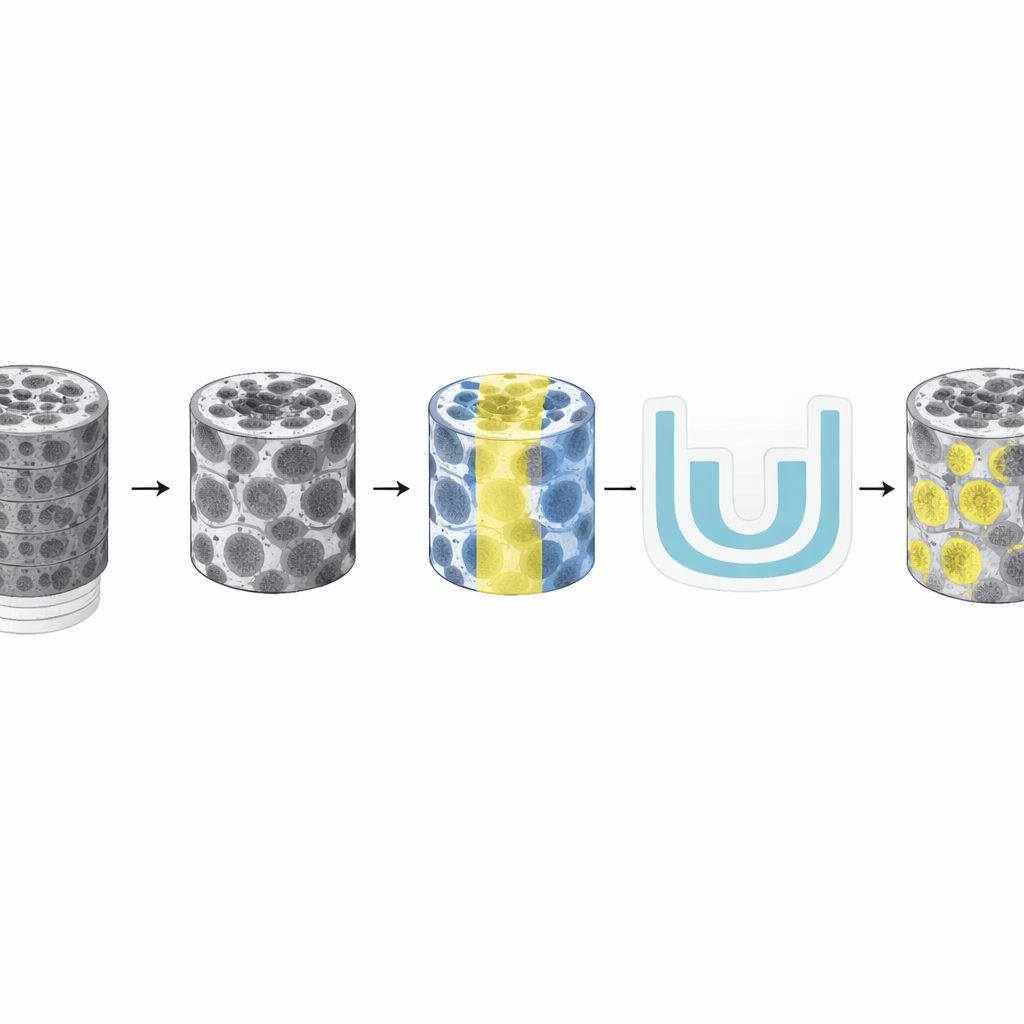
Jedynie progowanie nadal ma problemy z rozmytymi krawędziami i obszarami o niskim kontraście, dlatego autorzy trenują sieć U-Net, model głębokiego uczenia szeroko stosowany w obrazowaniu medycznym. Najpierw generują szkicowe etykiety za pomocą metody z podwójnym progiem, a następnie ekspert ręcznie dopracowuje około 300 reprezentatywnych przekrojów, tworząc wysokiej jakości przykłady tego, co jest, a co nie jest pozostałym proszkiem. U-Net uczy się na tych przykładach rozpoznawać wzory proszku na przekrojach CT, w tym wolne cząstki, półstopione ziarna częściowo przyczepione do ścianek oraz większe zespolone skupiska. W końcowym systemie krok z podwójnym progiem dostarcza szorstkiej mapy, a U-Net oczyszcza granice i koryguje subtelne błędy. Operacje morfologiczne dodatkowo usuwają drobne zakłócenia, zachowując jednocześnie istotne aglomeraty.
Od obrazów do decyzji o czyszczeniu
Po wyodrębnieniu regionów proszku oprogramowanie rekonstruuje ich kształty 3D i mierzy właściwości takie jak objętość, położenie i rozkład wielkości cząstek, a także oblicza całkowitą porowatość. W porównaniu z pomiarem gęstości metodą pyknetometru (przemieszczenie cieczy) wartości porowatości uzyskane z CT są zbliżone, a nowa metoda wyraźnie przewyższa zarówno popularny workflow w ImageJ, jak i całkowicie ręczną inspekcję. Przetworzenie 1 463 obrazów CT zajmuje około 12 minut przy użyciu pipeline’u MATLAB, wobec 4 godzin w ImageJ i 6 godzin ręcznie, przy rozpoznawalności na poziomie około 86–89%. Autorzy przeprowadzili również testy odpornościowe, zmieniając progi i dodając hałas, i stwierdzili, że połączone podejście podwójnego progu z U-Netem pozostaje solidne. Na koniec powiązali trójwymiarowe mapy proszku z prostymi zasadami rekomendującymi odpowiednie strategie czyszczenia, takimi jak wibracje ultradźwiękowe dla luźnego proszku głęboko w kanałach lub obróbka chemiczna wraz z strumieniowaniem dla silniej przyczepionych ziaren.
Co to oznacza dla bezpieczniejszych części drukowanych 3D
Mówiąc prosto, badanie pokazuje, jak zamienić stosy szarych przekrojów rentgenowskich w praktyczne wskazówki dotyczące czyszczenia i kwalifikacji złożonych metalowych części drukowanych 3D. Automatycznie wykrywając, gdzie i ile proszku pozostaje wewnątrz porowatych struktur — i robiąc to znacznie szybciej niż ekspert ludzki — metoda tworzy podstawy zintegrowanego narzędzia „wykryj‑rozpoznaj‑wyczyść”. Choć obecne prace koncentrują się na regularnie wzorowanych rusztowaniach cynkowych, podstawowa idea — wykorzystanie różnic poziomów szarości w CT i uczenia maszynowego do śledzenia pozostałego proszku — może zostać rozszerzona na inne metale i kształty. W miarę jak metalowy druk 3D trafia do krytycznych implantów i komponentów o wysokich osiągach, takie inteligentne pipeline’y inspekcyjne będą kluczowe, by zapewnić, że to, czego nie widać w środku, nie zagrozi bezpieczeństwu i funkcji.
Cytowanie: Shi, W., Cao, S., Hou, Q. et al. Research on characteristic recognition and quantification of internal powder residue in LPBF porous structure based on image processing. Sci Rep 16, 13247 (2026). https://doi.org/10.1038/s41598-026-40479-6
Słowa kluczowe: laser powder bed fusion, porowate rusztowania metalowe, tomografia komputerowa, segmentacja obrazu, pozostały proszek