Clear Sky Science · ru
Суррогатное моделирование с помощью радиальных базисных функций и машинное обучение для прогнозирования механических свойств при фрикционно-встряхивающем аддитивном производстве: применение к разнородным алюминиевым сплавам AA6061/AA7075.
Почему это важно для будущих металлических деталей
Современным автомобилям и самолётам нужны металлические детали, которые одновременно прочны, лёгки и быстро изготавливаются. Перспективная технология — фрикционно-встряхивающее аддитивное производство (FSAM) — накладывает слои алюминия без его плавления, избегая многих дефектов обычной 3D-печати. Но проведение большого числа пробно‑ошибочных экспериментов для настройки параметров процесса дорого и медленно. В этом исследовании показано, как небольшая серия реальных испытаний в сочетании с математической интерполяцией и методами машинного обучения может помочь инженерам выяснить, какие настройки FSAM вероятнее дадут лучшие прочность и твёрдость в смешанных алюминиевых деталях — при этом ясно разграничивая, что является предсказанием, а что ещё требует подтверждения в лаборатории.
Сборка деталей путем перемешивания, а не плавления
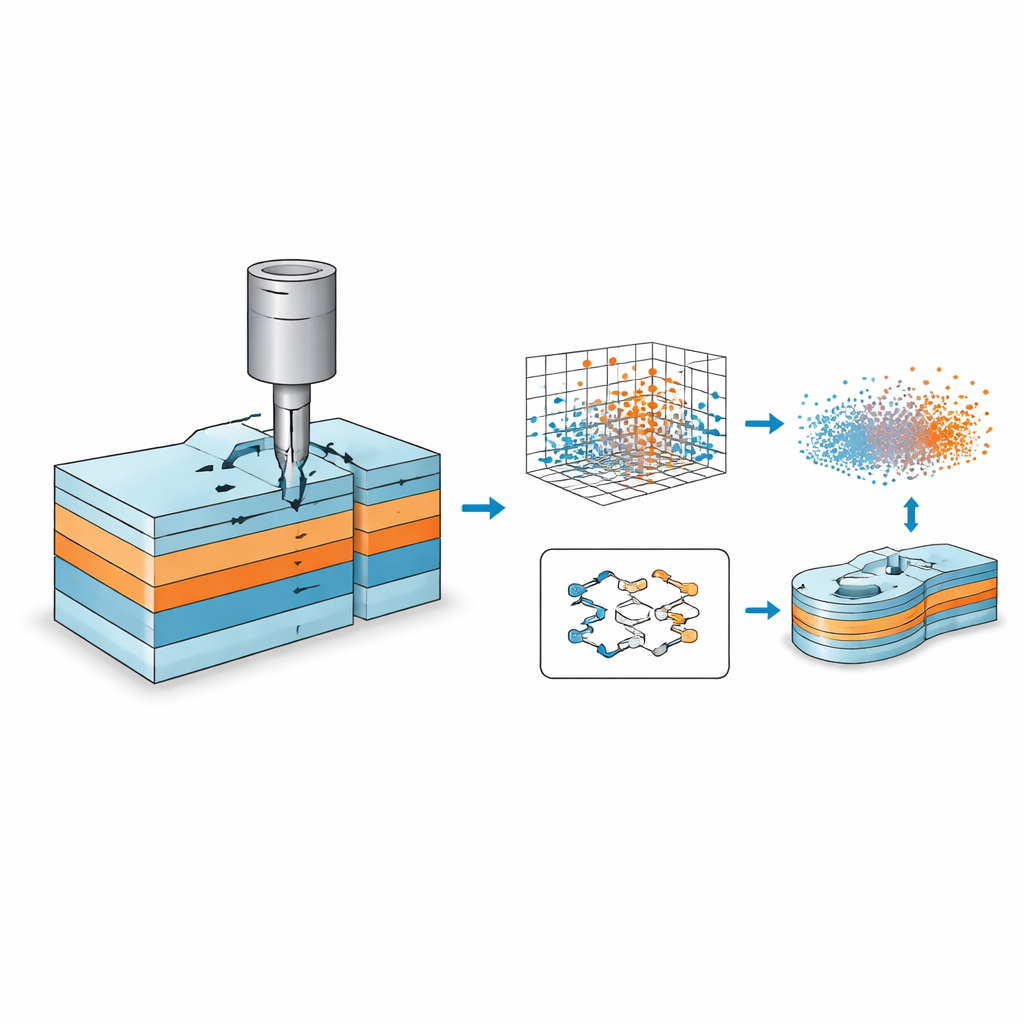
FSAM — это процесс в твёрдом состоянии: вращающийся инструмент вдавливается в уложенные пласти металла и перемещается вдоль них, создавая трение, которое разогревает и размягчает материал, но не расплавляет его. По мере продвижения инструмент перемешивает и связывает свежий материал в структуру, слой за слоем. Поскольку металл никогда полностью не плавится, FSAM избегает пористости и трещин, характерных для процессов слияния, и может формировать тонкие, равномерные зерна, сопоставимые с коваными металлами. Авторы сосредоточились на чередующихся слоях двух широко используемых алюминиевых сплавов, AA6061 и AA7075, расположенных в двух последовательностях (6061 над 7075 и 7075 над 6061), чтобы изучить влияние настроек процесса на предельную прочность при растяжении и по Виккерсу твёрдость.
Достигать большего всего лишь девятью экспериментами
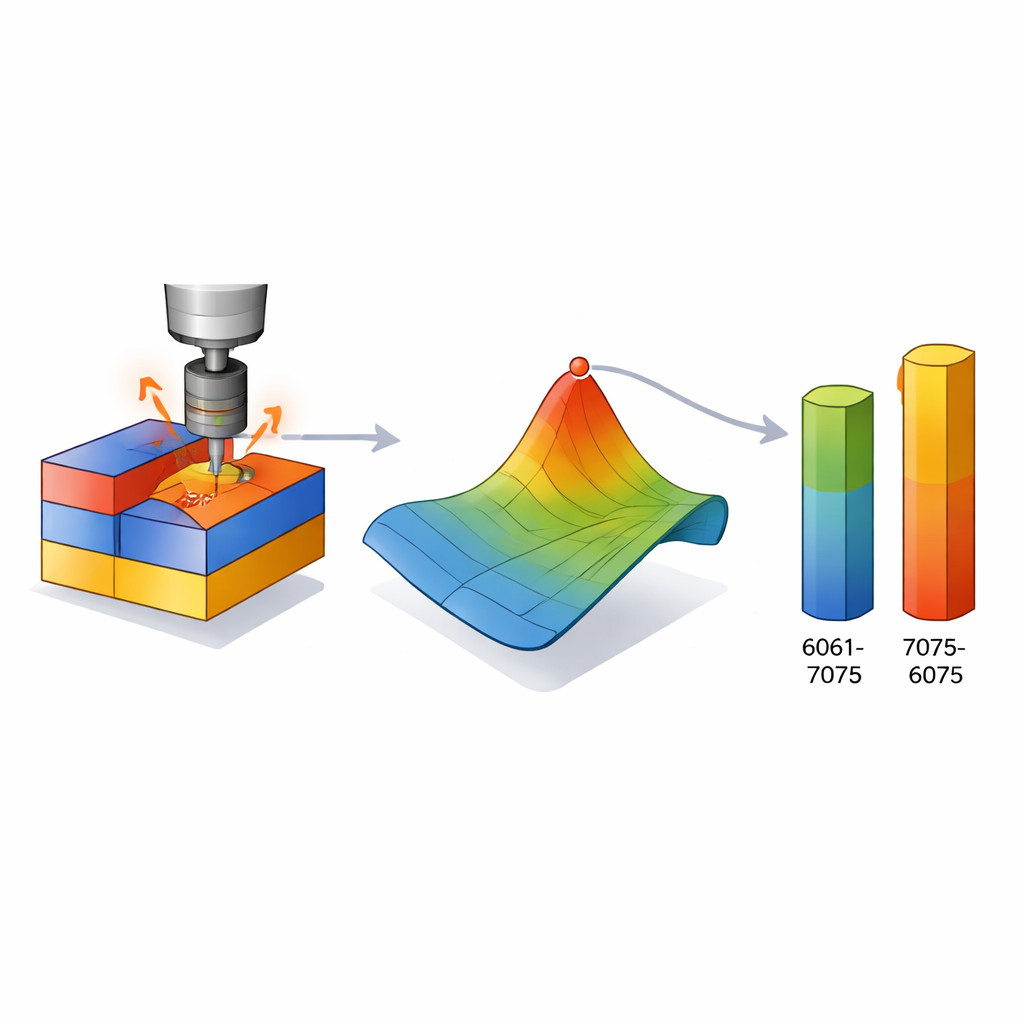
Ключевая проблема — нехватка данных: полноразмерные эксперименты FSAM дорогостоящи, трудоёмки и ограничены ресурсами оборудования и требованиями безопасности. Здесь выполнено всего девять тщательно подобранных опытов (дизайн Тагучи L9), в которых варьировали три параметра: скорость вращения инструмента, скорость продвижения и угол наклона. Чтобы заполнить пробелы между этими девятью точками, команда использовала математический приём — интерполяцию радиальными базисными функциями (RBF). RBF берёт измеренные данные и строит гладкую поверхность в трёхмерном пространстве параметров. С этой суррогатной поверхности было сгенерировано 882 синтетических точки данных, что фактически создало плотную «виртуальную» карту того, как прочность и твёрдость могут меняться в пределах исследованного диапазона скоростей и углов.
Обучать модели учиться суррогату, а не миру
На обогащённом наборе из 891 точки (9 реальных + 882 синтетических) авторы обучали три разных регрессионных модели: регрессию гауссовского процесса (GPR), регрессию опорных векторов (SVR) и байесовскую ридж-регрессию. Модели предсказывали прочность при растяжении и твёрдость для обеих последовательностей укладки при заданных трёх параметрах процесса. GPR выделялась, воспроизводя значения, полученные по RBF, с ошибками часто ниже 1% и высокими значениями R² (обычно выше 0.85 на синтетическом наборе). SVR показывала умеренное, в основном систематическое занижение, а байесовская ридж-регрессия — линейный метод — испытывала трудности с ярко выраженными нелинейностями, особенно для твёрдости. Существенно, что близкая к идеальной производительность означает: модели хорошо выучили RBF‑суррогат; это ещё не доказывает, что они уловили всю сложную вариативность реальных экспериментов FSAM.
Какие «ручки» важнее при этих условиях?
Чтобы сделать модели интерпретируемыми, в исследовании использовали SHAP (SHapley Additive exPlanations) — инструмент, присваивающий каждому входному параметру оценку важности для конкретного прогноза. В пределах синтетического пространства дизайна доминирующим фактором, определяющим прочность при растяжении в обеих последовательностях укладки, оказывается скорость вращения инструмента; за ней идёт скорость продвижения, а угол наклона обычно существенно уступает. Для твёрдости картина более сбалансирована: важность скорости вращения и скорости продвижения меняется в зависимости от того, расположен ли 6061 сверху над 7075 или наоборот. Анализ также подчёркивает, что сама последовательность укладки имеет значение — конфигурация 7075 над 6061, как правило, достигает большей прочности и твёрдости при схожих условиях обработки, что согласуется с более высокой базовой прочностью AA7075.
Что эта методика может и чего не может утверждать
Чтобы проверить реализм, авторы провели тесты «оставь-один-вне» на исходных девяти экспериментах. Ошибки там составляют несколько процентов — значительно больше, чем на синтетических точках — что показывает: реальные измерения шумнее, и суррогат пока нельзя рассматривать как истину. Авторы чётко указывают на это ограничение: их методика служит способом исследовать тенденции и выделять перспективные области параметрического пространства при наличии всего нескольких экспериментов. Любая «оптимальная» настройка, выбранная по синтетическим картам, на данном этапе остаётся гипотезой, требующей независимого экспериментального подтверждения. Тем не менее подход предлагает переиспользуемую схему для других задач производства с дефицитом данных, сочетая разрежённые эксперименты, гладкую интерполяцию, вероятностные методы машинного обучения и объяснимый анализ, чтобы направлять более разумные последующие испытания вместо слепого перебора.
Цитирование: Venkatachalam, K., Selvaraj, S.K., Mannayee, G. et al. RBF-assisted surrogate modeling and machine learning for mechanical property prediction in friction stir additive manufacturing: Application to dissimilar AA6061/AA7075 aluminum alloys.. Sci Rep 16, 14168 (2026). https://doi.org/10.1038/s41598-026-42608-7
Ключевые слова: фрикционно-встряхивающее аддитивное производство, алюминиевые сплавы, суррогатное моделирование, регрессия гауссовского процесса, синтетические данные