Clear Sky Science · fr
Modélisation hybride RSM–ANN et optimisation du tournage de précision de l’acier CK45 pour dispositifs d’étalonnage
Un métal plus tranchant pour des mesures plus fiables
Chaque fois qu’un turboréacteur, un scanner médical ou un robot d’usine est vérifié pour sa précision, des arbres métalliques dissimulés dans le dispositif d’essai doivent être presque parfaitement ronds et lisses. Cette étude examine comment usiner un matériau courant, l’acier CK45, afin que ces arbres d’étalonnage durent plus longtemps et fournissent des mesures plus fiables. Les chercheurs combinent des méthodes statistiques intelligentes et de l’intelligence artificielle pour régler le processus d’usinage, tirant le meilleur parti à la fois de l’acier et des outils de coupe.
Pourquoi cet acier est si difficile à façonner
Le CK45 est un acier mi‑carbone apprécié pour sa résistance et sa facilité d’utilisation dans de nombreuses machines, mais il devient délicat quand on exige une précision extrême. Le couper avec des outils conventionnels peut entraîner une usure rapide des outils, des surfaces rugueuses et de petites erreurs de forme sur l’arbre fini. Pour les dispositifs d’étalonnage, même des défauts à l’échelle du micromètre peuvent être importants. L’équipe se concentre sur quatre réglages qu’un opérateur peut modifier : la vitesse de rotation de la pièce, la vitesse d’avance de l’outil, la profondeur de passe et le rayon de l’arête de l’outil. Ensemble, ces paramètres contrôlent la vitesse d’enlèvement de matière, la rugosité de surface, la circularité de l’arbre et l’usure de l’outil.
Mélanger statistiques et intelligence artificielle
Pour maîtriser ce problème complexe, les chercheurs utilisent une stratégie hybride « chiffres et cerveau ». D’abord, ils appliquent une méthode statistique appelée méthode des surfaces de réponse, qui conçoit un ensemble compact d’expériences et ajuste des surfaces mathématiques lisses reliant les quatre paramètres aux résultats tels que le débit d’enlèvement de matière, la rugosité de surface, l’usure de l’outil, l’erreur de circularité et la dureté. Par-dessus cela, ils entraînent des réseaux de neurones artificiels — des modèles informatiques inspirés de l’apprentissage cérébral — pour capturer des comportements plus tortueux et non linéaires que de simples équations peuvent manquer. Les arbres en acier sont tournés sur un tour à commande numérique en utilisant des plaquettes en nitrure de bore cubique, et chaque essai est mesuré avec des microscopes et des jauges de précision pour alimenter en données précises les deux types de modèles.
Trouver le compromis entre vitesse, qualité et durée de vie de l’outil
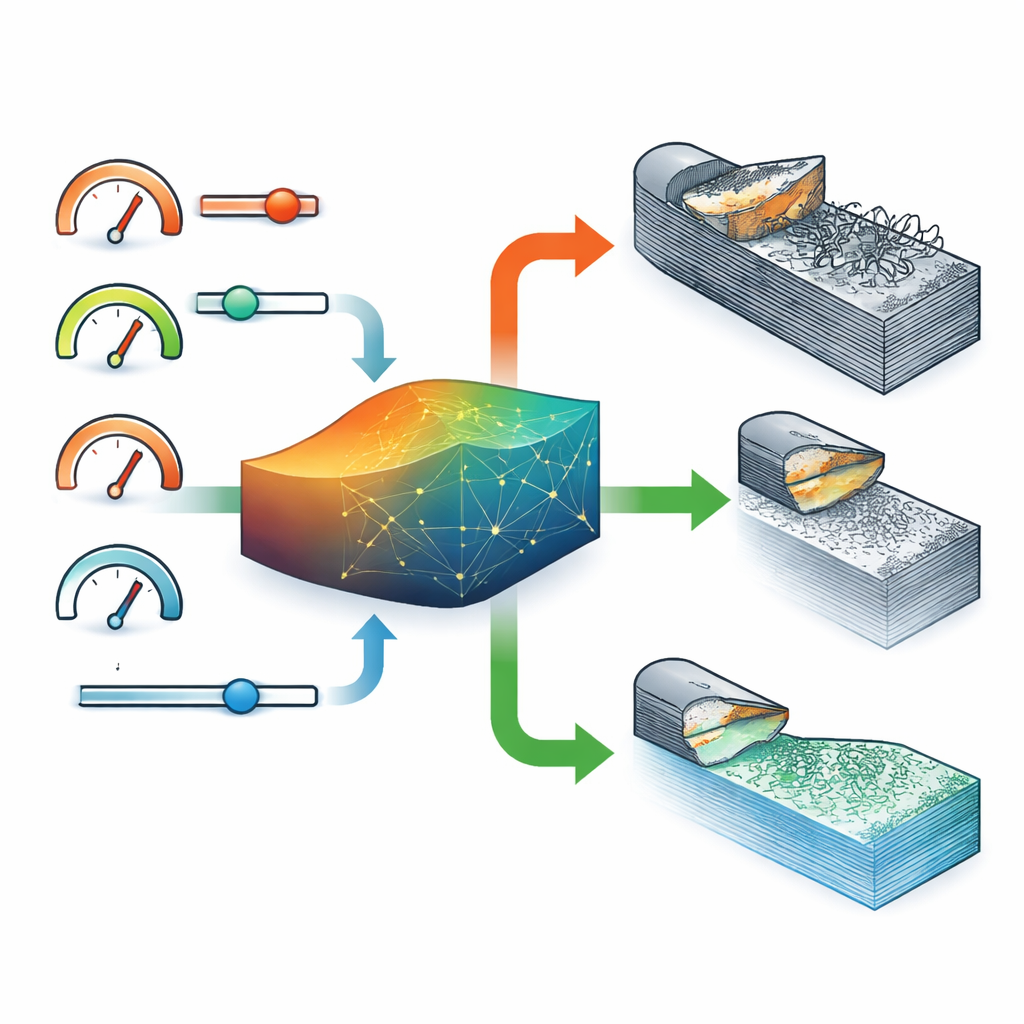
Armés de ces modèles, les chercheurs recherchent des conditions de coupe qui équilibrent plusieurs objectifs : enlever la matière efficacement, garder la surface lisse et circulaire, durcir légèrement la peau extérieure de l’acier et minimiser l’usure de l’outil. Ils découvrent que la vitesse de broche est le levier dominant : l’augmenter améliore d’abord l’enlèvement de matière et la finition de surface, mais la pousser trop loin surchauffe l’outil et la pièce, augmentant l’usure et la rugosité. La vitesse d’avance et la profondeur de passe ont des effets tout aussi nuancés — des valeurs modérées aident, tandis que les extrêmes provoquent des vibrations, un flux de copeaux instable et des erreurs de forme. En combinant toutes les réponses dans un seul score de « désirabilité », ils identifient un réglage optimal : environ 3000 tours par minute, une avance moyenne et une profondeur de coupe modérée avec un rayon d’arête modérément arrondi.
Ce qui se passe à l’intérieur du métal et de l’outil
L’étude ne s’arrête pas aux chiffres. Dans de mauvaises conditions de coupe, les images au microscope électronique montrent la surface de l’acier criblée de motifs dendritiques irréguliers et grossiers — preuve figée d’un échauffement et d’une déformation inégaux. Les arêtes d’outil accumulent des copeaux collés et des rainures profondes, signe d’une usure rapide. En revanche, dans les conditions optimisées, la microstructure de surface de l’acier devient beaucoup plus uniforme, avec des caractéristiques dendritiques fines et régulièrement espacées, sans fissures ni cratères. Les plaquettes restent vives, n’affichant que de très petites traces d’usure lisses. Les modèles par réseau de neurones prédisent ces améliorations avec des erreurs généralement inférieures à 6 %, et les modèles statistiques confirment que les tendances sont robustes plutôt qu’aléatoires.
Des arbres meilleurs pour des mesures meilleures
En termes clairs, les auteurs montrent qu’un mélange soigneusement réglé de statistiques traditionnelles et d’apprentissage automatique peut indiquer aux machinistes exactement comment usiner le CK45 pour que les arbres d’étalonnage soient plus lisses, plus circulaires et plus durables, tandis que les outils de coupe eux‑mêmes durent plus longtemps. En reliant la performance externe (vitesse d’enlèvement de matière et aspect de surface) à la structure interne (l’agencement des grains de l’acier et l’érosion de l’outil), ce travail fournit une recette pour fabriquer des pièces de haute précision qui permettent des mesures plus fiables en industrie et en recherche.
Citation: Farouk, W.M., Ahmed, A.G., Gamil, M. et al. Hybrid intelligent RSM–ANN modeling and optimization of precision turning of CK45 steel for calibration devices. Sci Rep 16, 11358 (2026). https://doi.org/10.1038/s41598-026-43388-w
Mots-clés: tournage de précision, acier CK45, usure de l’outil, rugosité de surface, optimisation par réseau de neurones