Clear Sky Science · fr
Un cadre hybride RSM–WASPAS flou sphérique pour l’optimisation tribologique robuste de barres de cuivre laminées directionnellement sous incertitude de fabrication
Pourquoi des petites pièces plus lisses comptent
Des implants médicaux miniaturisés aux canaux d’un cheveu qui guident des gouttes de sang dans un laboratoire sur puce, de nombreux dispositifs modernes reposent sur de petites pièces métalliques formées à partir du cuivre. Si la surface du cuivre s’use, chauffe ou adhère trop lors du formage, ces pièces peuvent se fissurer, changer de dimension ou tomber en panne prématurément. Cette étude explore comment ajuster la manière dont les barres de cuivre sont laminées et mises en contact glissant afin que les fabricants puissent produire des micro‑pièces constantes et durables même lorsque les conditions réelles d’atelier ne sont pas parfaitement contrôlées.

Comment des barres de cuivre deviennent de minuscules coupelles
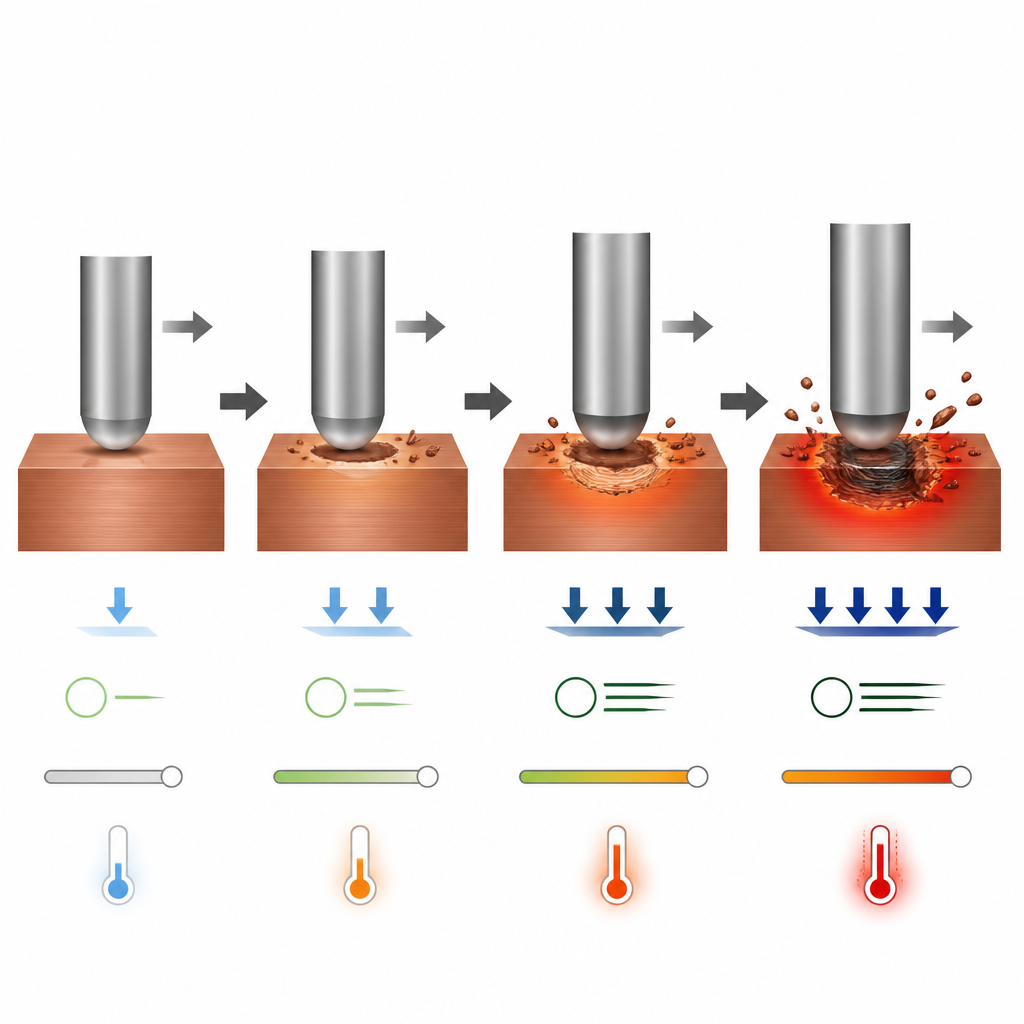
Le travail commence avec des barres de cuivre de haute pureté qui sont laminées de façon directionnelle, c’est‑à‑dire comprimées et étirées dans une direction principale. Ce laminage modifie la structure des grains internes du métal, le rendant plus résistant et plus durable face à l’usure mais aussi plus sensible à la façon dont il est manipulé. Les barres laminées sont ensuite testées sur un montage standard « pin‑on‑disk », où une pointe arrondie glisse sur une surface de cuivre sous charge, vitesse et course contrôlées. Parallèlement, les chercheurs utilisent ces barres pour emboutir profondément de petites pièces en forme de coupelle, similaires à de minuscules boîtes, afin de voir comment le comportement de surface pendant le glissement se traduit en performances réelles de formage.
Mesurer l’usure, la chaleur et le frottement
Pour comprendre le comportement du procédé, l’équipe suit six grandeurs clés : le taux d’usure du matériau, l’intensité du frottement entre les surfaces, la perte de masse, l’extension de la zone usée, la force nécessaire pour maintenir le glissement et l’élévation de température. Ils font varier quatre paramètres principaux que l’atelier peut contrôler : la force appliquée sur la pointe, la vitesse de glissement, la distance parcourue et le rapport d’emboutissage du cuivre. En utilisant un outil statistique appelé modélisation de surface de réponse (RSM), ils construisent des équations lisses qui relient ces paramètres aux six résultats, puis mettent ces équations à l’épreuve par des vérifications croisées, des analyses d’erreur et des simulations aléatoires pour s’assurer qu’elles restent fiables lorsque les conditions fluctuent.
Choisir les meilleurs réglages face à l’incertitude
Les lignes de fabrication réelles sont désordonnées : les capteurs ne sont pas parfaits, le frottement peut varier d’une pièce à l’autre et les experts peuvent être en désaccord sur l’importance relative des résultats. Pour faire face à cela, les auteurs ajoutent une seconde couche d’analyse qui traite la prise de décision à la manière du jugement humain. Ils utilisent une méthode « floue sphérique » qui permet de décrire chaque réglage possible du procédé non seulement comme bon ou mauvais, mais avec des degrés de confiance, de doute et de désaccord. Une méthode de classement combine ensuite deux approches courantes d’évaluation — l’une fondée sur la somme pondérée des scores et l’autre sur la multiplication — pour décider quelle combinaison de charge, vitesse, distance et rapport d’emboutissage offre le meilleur compromis global entre faible usure, faible frottement, faible échauffement et dimensions stables.
À quoi ressemblent les conditions optimales et les pires cas
Le cadre hybride met en évidence un gagnant clair et un perdant évident. La condition la plus favorable combine une charge élevée, une glissade rapide, une courte distance de glissement et le plus petit rapport d’emboutissage. Avec cette recette, le cuivre présente un faible taux d’usure, un frottement modéré, une faible élévation de température et des dimensions de coupelle stables, avec des erreurs de prédiction du modèle inférieures à cinq pour cent par rapport aux expériences. À l’autre extrême, combiner la même charge élevée avec une vitesse lente, un long parcours de glissement et le plus grand rapport d’emboutissage conduit à un échauffement prononcé, des cicatrices d’usure plus profondes et plus larges, et un enlèvement de matière plus agressif. Des cartes d’usure construites à partir des données montrent une transition progressive d’une usure douce, principalement oxydative et légèrement adhésive dans le régime favorable, vers une usure adhésive et abrasive sévère lorsque les conditions deviennent rudes.
Pourquoi ce cadre est important
Pour un non‑spécialiste, le message clé est que l’étude propose une recette pratique pour rendre les petites pièces en cuivre plus fiables en traitant simultanément la physique de l’usure et la nature floue des décisions en usine. Plutôt que de s’en remettre à un seul essai ou à une règle empirique, le cadre combine des expériences soigneuses, une modélisation statistique et un système de décision flexible capable de gérer l’incertitude et des objectifs contradictoires. Bien que ce travail se concentre sur le glissement à sec de barres de cuivre, la même stratégie peut être étendue à de nouveaux métaux biocompatibles comme le magnésium et le zinc, et à des conditions lubrifiées, aidant les ingénieurs à concevoir des composants micro‑formés plus lisses et plus sûrs pour des usages médicaux et autres applications de haute précision.
Citation: Sivam, S.P.S.S., Kesavan, S. & Johnson Santhosh, A. A hybrid RSM–spherical fuzzy WASPAS framework for robust tribological optimization of directionally rolled copper rods under manufacturing uncertainty. Sci Rep 16, 15097 (2026). https://doi.org/10.1038/s41598-026-42132-8
Mots-clés: usure du cuivre, microformage, tribologie, optimisation de surface, prise de décision floue