Clear Sky Science · de
Experimentelle Untersuchungen zur hybriden Fertigung: WEDM von WAAM-gefertigten Edelstahlbauteilen unter Verwendung von ANFIS-Modellierung
Große Metallteile genauer fertigen
Von Flugzeugtragflächen bis zu medizinischen Implantaten stützen sich viele moderne Maschinen auf große Metallbauteile, die sowohl belastbar als auch extrem präzise sein müssen. Ein neueres Fertigungsverfahren, das als Wire Arc Additive Manufacturing bezeichnet wird, eignet sich gut, um schnell große Edelstahlformen zu erzeugen, hinterlässt jedoch raue Oberflächen und kleine geometrische Unregelmäßigkeiten. Diese Studie untersucht, wie ein zweiter Prozess, das Wire Electrical Discharge Machining, diese additiv hergestellten Teile sorgfältig trimmen und glätten kann, während ein intelligentes Computermodell den Ingenieuren hilft, die besten Maschineneinstellungen zu finden, um Geschwindigkeit und Qualität auszubalancieren. 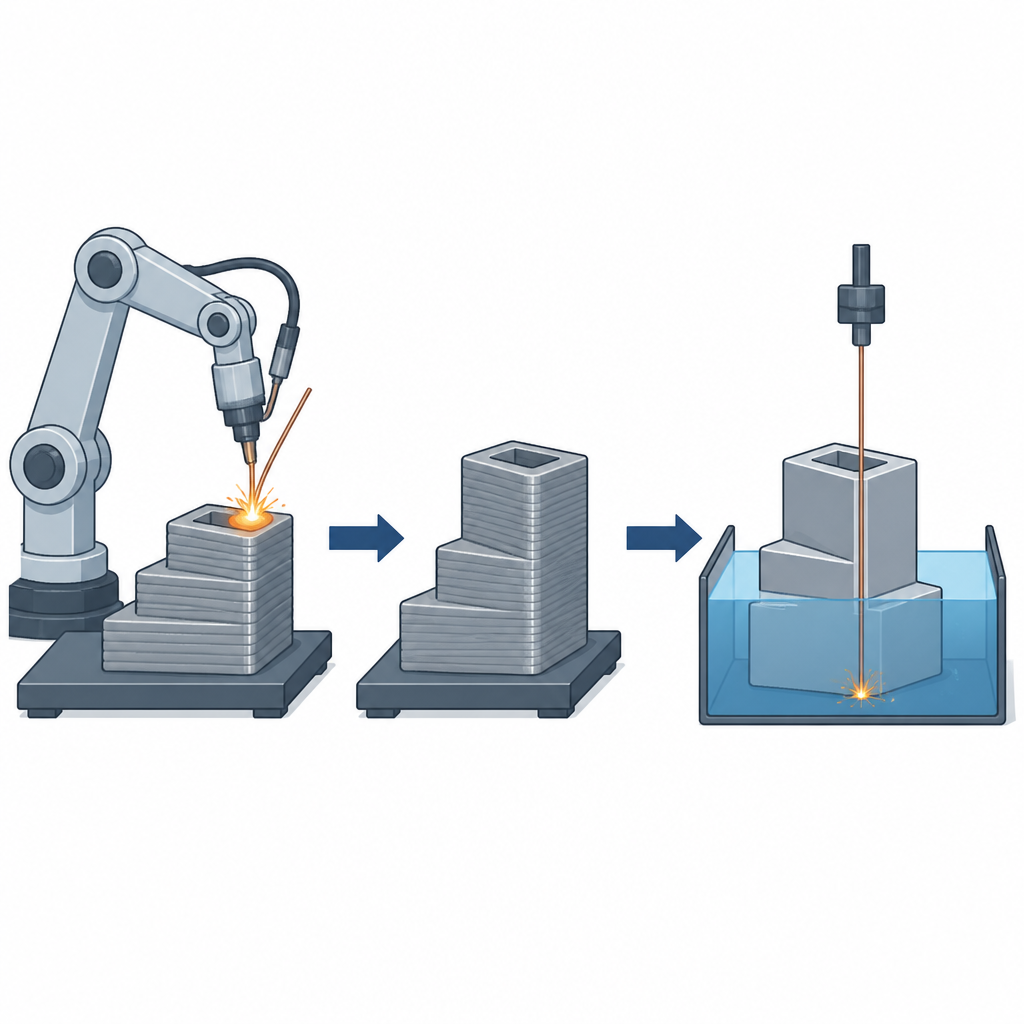
Warum neue Metallfertigungsverfahren wichtig sind
Die traditionelle Bearbeitung beginnt mit einem massiven Block und entfernt Material, was langsam, verschwenderisch und in der Formgebung eingeschränkt sein kann. Wire Arc Additive Manufacturing baut Metallkomponenten stattdessen Schicht für Schicht mit einem Lichtbogen und Metalldraht auf, fast wie beim Schweißen eines Teils. Dieser Ansatz ist schnell, kosteneffizient und gut geeignet für große Edelstahlteile, weshalb er für Luftfahrt, Energie und Industrie attraktiv ist. Der Nachteil ist, dass die geschichteten Oberflächen zu Welligkeit und Rauheit neigen und die eingebrachte Wärme innere Spannungen sowie kleine Maßfehler verursachen kann, die bei engen Toleranzen und glatten Oberflächen inakzeptabel sind.
Nachbearbeitung mit Funken statt mit Schneiden
Um diese Mängel zu korrigieren, griffen die Autoren zum Wire Electrical Discharge Machining, einem Verfahren, das einen dünnen Draht und winzige elektrische Funken verwendet, um Metall ohne direkten Kontakt abzutragen. Die Edelstahlteile, hergestellt aus einer gebräuchlichen Legierung namens SS316L mittels Wire Arc Additive Manufacturing, wurden anschließend mit dieser funkengestützten Schneidmethode geformt und nachbearbeitet. Da der Draht das Teil nie berührt, kann er harte und filigrane Formen präzise schneiden und ist besonders nützlich, um in komplexe Geometrien zu gelangen, die für konventionelle Schneidwerkzeuge schwierig wären. Die zentrale Herausforderung besteht darin, dass dieser Funkenschnitt-Prozess stark davon abhängt, wie lange der Funke eingeschaltet ist, wie lange er ausgeschaltet ist und wie hoch der Strom ist. Daher untersuchte das Team, wie diese Einstellungen das Werkstoffabtragstempo, die Oberflächenrauheit und die geometrische Genauigkeit beeinflussen.
Viele Einstellungen mit kluger Statistik testen
Mithilfe eines strukturierten Versuchsplans setzten die Forschenden 27 verschiedene Kombinationen aus Funken-Einschaltzeit, Funken-Ausschaltzeit und elektrischem Strom bei den additiv gefertigten Edelstahlteilen ein. Sie maßen, wie schnell Metall entfernt wurde, wie rau die endgültige Oberfläche war, wie stark die Abmessungen vom Ziel abwichen und wie gerade und rechtwinklig Wände blieben. Die Ergebnisse zeigten, dass die Funken-Einschaltzeit der wichtigste Treiber für die Abtragsrate war, aber bei zu hohen Werten auch maßgeblich zu Maßfehlern und Formverzerrungen beitrug. Die Funken-Ausschaltzeit war dagegen entscheidend für eine feinere Oberfläche und stabile Geometrie, weil sie dem Fluid zwischen Draht und Werkstück Zeit gab, sich zu erholen und Rückstände auszuspülen. 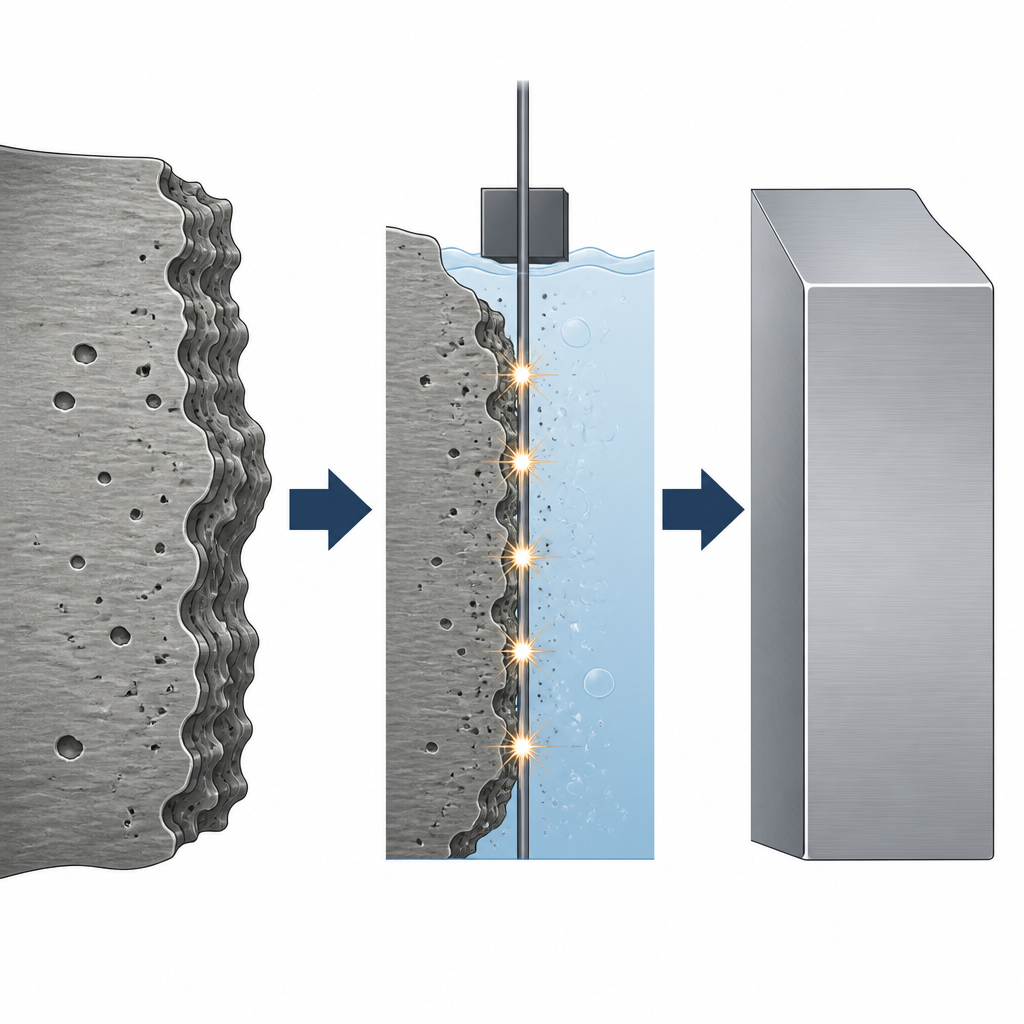
Einem digitalen Assistenten Qualitätsvorhersagen beibringen
Um damit umzugehen, dass mehrere Qualitätsmaße gleichzeitig gut ausfallen müssen, kombinierte das Team zwei Methoden: ein Ranking-Werkzeug, das alle Leistungsmaße zu einer einzigen Kennzahl zusammenführt, und ein Adaptive Neuro Fuzzy Inference System, eine Art intelligentes Modell, das komplexe Muster aus Daten erlernen kann. Sie trainierten dieses Modell mit den experimentellen Ergebnissen, sodass es die kombinierte Leistungskennzahl für neue Maschineneinstellungen vorhersagen konnte. Die Vorhersagen stimmten sehr gut mit den Experimenten überein, mit geringen Fehlern und nahezu perfekter Korrelation, was zeigt, dass das Modell die Zusammenhänge zwischen Geschwindigkeit, Oberflächenfinish und geometrischer Präzision in diesem hybriden Prozess erfasst hat.
Was das für zukünftige Metallteile bedeutet
Einfach gesagt zeigt die Studie, dass sich Edelstahlteile schnell mit Wire-Arc-Verfahren erzeugen und anschließend mit funkengestütztem Schneiden nachbearbeiten lassen, um glatte, präzise Komponenten für anspruchsvolle Anwendungen zu erhalten. Sie zeigt außerdem, dass eine sorgfältige Feinabstimmung der Funken-Ein- und Ausschaltzeiten schnelles Abtragen mit guter Oberflächenqualität und stabilen Formen in Einklang bringen kann. Das hier entwickelte intelligente Modell kann Ingenieure zu den besten Einstellkombinationen führen, ohne jede Möglichkeit an realen Bauteilen testen zu müssen. Zusammen weisen diese hybride Fertigungsroute und ihr digitaler Helfer auf eine skalierbare Produktion großer, präziser Metallbauteile für Bereiche wie Luftfahrt, medizinische Geräte und Energiesysteme hin.
Zitation: Thejasree, P., Manikandan, N., Marimuthu, S. et al. Experimental investigations on hybrid manufacturing: WEDM of WAAM-fabricated stainless-steel components using ANFIS modelling. Sci Rep 16, 15169 (2026). https://doi.org/10.1038/s41598-026-45952-w
Schlüsselwörter: wire arc additive manufacturing, wire electrical discharge machining, stainless steel 316L, hybrid manufacturing, ANFIS modelling