Clear Sky Science · zh
薄膜 DLP 光固化 3D 打印用于带封闭气穴的多材料零件
用隐藏的空腔制作更轻的 3D 打印件
许多最有趣的 3D 打印对象——例如人工骨、软体机器人和微小流体通道——都需要内部隐藏的空腔。现有流行的树脂打印机在处理这些设计时常常遇到困难,因为液态树脂会被困在密闭空腔中,难以清除。本文提出了一种称为“薄膜 DLP”的新型光固化 3D 打印方法,它既能保持内部空间真正空心,又能更容易在单个零件中结合多种材料。
被困液体为何是大问题
大多数桌面和工业用树脂打印机的工作方式是将平台下降到充满液体的槽中,然后用光照固化每一层。这种经典配置非常适合获得光滑表面和精细细节,但有一个隐蔽的缺陷:当设计包含封闭的内部腔体时,这些空腔会被树脂填满而无处流出。被困的树脂使零件比预期更重,可能改变其力学特性,甚至随时间渗漏或渗出。工程师们通过排水孔或部分开口来规避这一问题,但这通常迫使他们在原始设计上做出妥协。
一种新的液体铺设方式
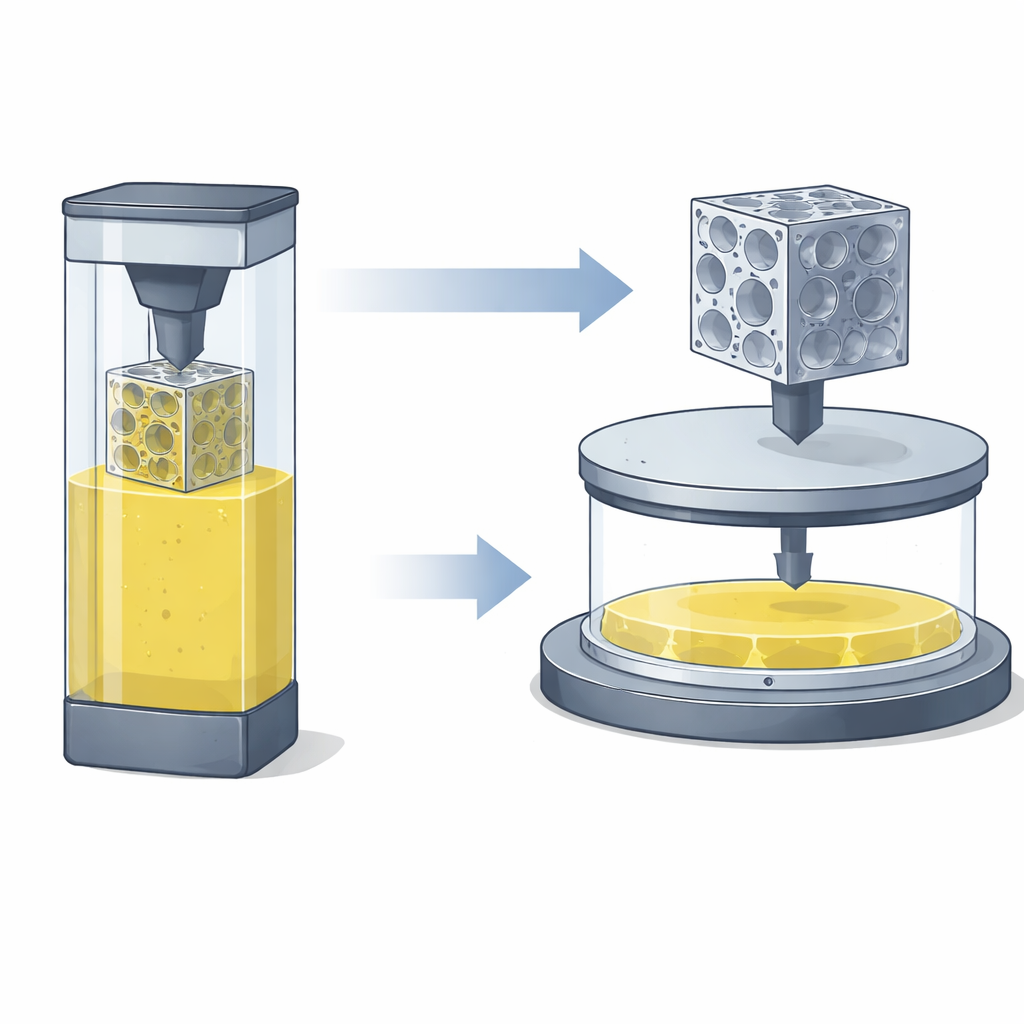
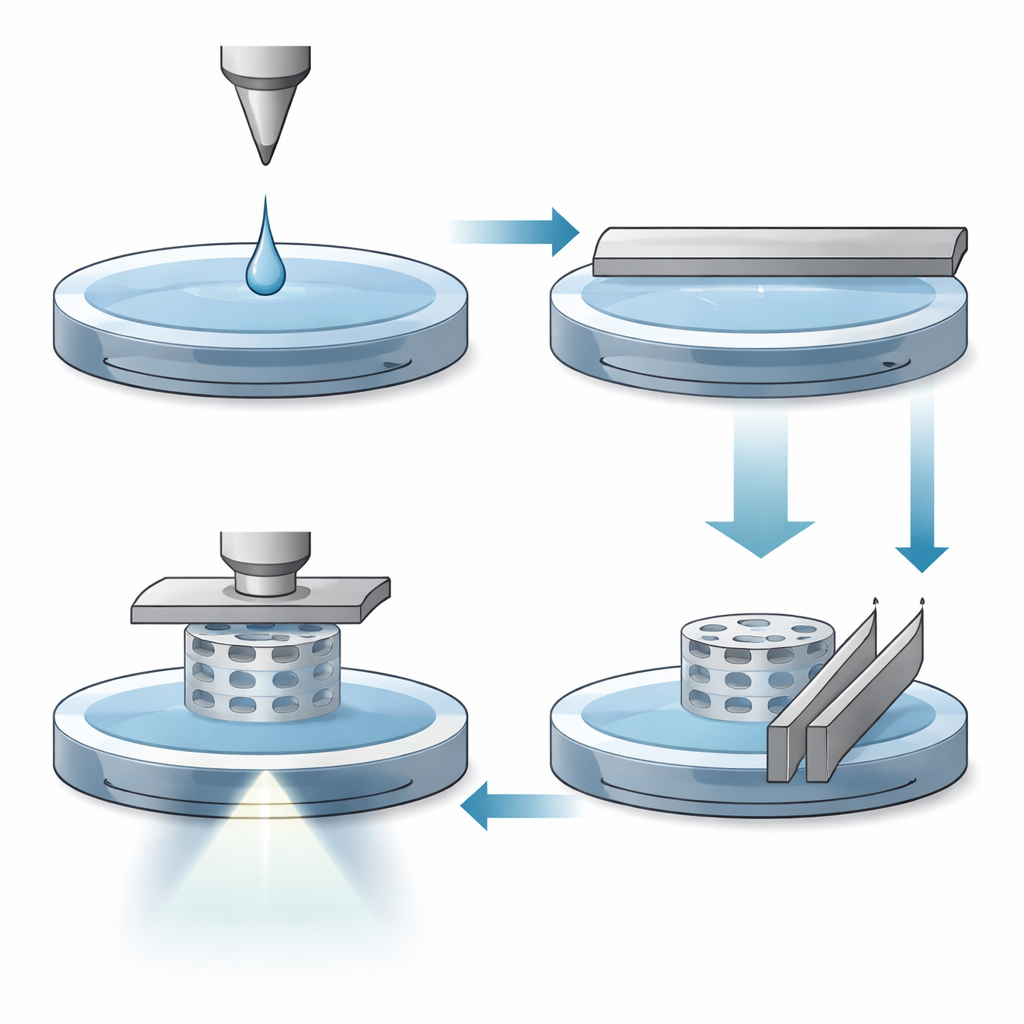
薄膜 DLP 方法避免了使用深槽。系统不是将生长中的零件浸入深池树脂中,而是在一层透明塑料薄片上涂布一层非常薄且精确控制的液体。旋转平台将零件压入这层薄膜涂层,同时数字投影仪从下方投射紫外光,仅固化该层所需的区域。由于每层开始时薄膜上仅有少量树脂,一旦固化层与薄膜分离,封闭空腔内几乎不会残留大量液体。配套的软擦拭器以及在需要时的短时温和溶剂洗涤可在形成下一层之前去除任何残留液滴。
干净的空腔与可调的刚度
利用该工艺,研究人员能够打印出球体和其他空心形状,其最终重量几乎与内部真正为空时的预测重量一致——残留树脂导致的额外质量不足 1%,而传统槽式打印常常使重量超过理想重量的两倍以上。对充满内部气泡的试块进行 X 光扫描显示,当在层间加入快速溶剂冲洗时,宽度仅为 0.75 毫米的腔体也能可靠形成。通过在小立方体内部按规则排列这些微小密封气泡,团队可以调整每个立方体的刚性或弹性,仅需改变气泡尺寸。在某些材料中,他们在不改变外形的情况下实现了高达 25 倍的刚度变化。
在一次打印中混合多种材料
由于系统每次只处理薄层液体,它还减少了打印机在切换不同树脂时常见的混料问题。作者使用多树脂供给系统打印出结合硬塑料、橡胶状软材料和一种可溶性支撑树脂的零件。他们打印出由可溶材料完全支撑的格状“希尔伯特曲线”,该支撑在普通水中溶解消失,留下干净的独立结构。他们还演示了一个义齿模型,具有坚硬的牙齿、柔软的牙龈和可牺牲的支撑体,作为一个统一件一次成型,而不是之后组装。在另一个例子中,导电树脂被打印为嵌入绝缘体内部的通路,形成一个接近传感器,能够检测到距离最多四厘米的金属物体移动。
下一步可能的发展
薄膜 DLP 方法表明,树脂 3D 打印不必受制于被困液体或尴尬的支撑移除。通过精确控制每层存在的树脂量并清扫多余液体,这种方法可以构建带封闭空腔的轻质物体,从内到外调节其刚度,并在同一打印中组合功能性材料(如导体和软性支撑)。对于非专业读者,结论很简单:未来的 3D 打印设备——从医疗植入物到软体机器人与嵌入式电子——可以在内部实现更轻、更智能、更复杂的结构,同时保持树脂打印所擅长的光滑、精细表面。
引用: Sun, B., Diaco, N.S., Chen, X. et al. Thin-film DLP 3D printing of multi-material parts with closed-cell internal voids. npj Adv. Manuf. 3, 15 (2026). https://doi.org/10.1038/s44334-026-00076-x
关键词: 3D 打印, 数字光处理, 薄膜涂层, 多材料制造, 轻量化结构