Clear Sky Science · zh
采用大功率半导体激光束焊接 AA8011 铝合金以提升轻量化结构的力学性能
更牢固的接头造就更轻的产品
从车身面板到食品包装,薄铝板有助于使产品更轻、更省油且更易回收。但可靠地连接这些薄板却出人意料地困难:传统焊接可能使金属产生变形、降低强度或引入细小缺陷。本文研究了一种较新的方法——大功率半导体激光束焊接,评估其能否在广泛使用的铝合金 AA8011 上形成更清洁、更强韧的接头,并探讨如何调整工艺以获得最佳性能。
为何铝焊接如此棘手
AA8011 铝因其轻质、耐腐蚀且易制成薄板和箔材而广受欢迎。但正是这些薄材使焊接变得困难。铝导热快,表面易形成一层顽固的氧化膜,并在高温作用下倾向于形成孔洞、变形和裂纹。常见的 TIG 与 MIG 等方法往往使金属过热,而更先进的固态接合工艺又需要复杂的夹具,且不总是适合自动化生产线。因此制造商需要一种能在薄板上快速工作、热损伤与缺陷最小的连接方法。
作为精准热源的聚焦激光
研究人员在 2 毫米厚的 AA8011 板材上测试了大功率半导体激光束焊接(HPDLBW)。在该装置中,一个集中的激光斑点沿接缝移动,熔化一条狭窄的金属通道,冷却后形成焊缝。通过仅调整几个关键参数——激光功率、焊接速度和光斑直径,就能显著影响焊缝的熔深与接头的健全性。为高效探索这些参数,他们采用了 Taguchi L9 方案,这是一种用仅九次精心选择的试验覆盖多种组合的结构化方法。对每道焊缝,他们测量了硬度、抗拉强度和冲击韧性,并检查了显微晶粒结构及孔洞或脆性相等缺陷。 
找到参数的最佳区间
借助数学模型,团队将焊接参数与接头的力学行为联系起来。结果表明,激光功率和行进速度在很大程度上决定了进入金属的热量:较慢的速度或更高的功率意味着更多热输入、更深的熔化和更大的熔池,而更快的速度则可能导致熔深不足或接合不完全。光斑尺寸则影响热量的分布形态。通过拟合响应面模型——一个过程的曲面“地图”——他们搜索出一种在不使板材过热的情况下最大化强度与韧性的组合。最佳配方为功率 3.3 kW、速度 17 mm/s、光斑直径 3.5 mm。在这些条件下,焊缝达到约 69 N/mm² 的抗拉强度、约 110 J 的冲击能量,以及接近 33 HV 的硬度,优于其它受测参数组合。
金属内部发生了什么
显微观察解释了为何优化后的焊缝性能更好。在最佳参数下,熔合区呈现出细小、等轴的铝晶粒,尺寸仅为数微米,周围的热影响区仅有有限的粗化。硅、铁、铜和镁等合金元素的分布较为均匀,只存在少量脆性间金属化合物和孔洞。相比之下,过高热输入会产生更粗大、不均一的组织并增加局部脆性的风险。研究人员还将晶粒尺寸直接与强度联系起来:较小的晶粒按照常见的晶粒强化规律提高了屈服强度。冲击试验和断口显微照片进一步表明,优化焊缝在断裂前吸收了更多能量,断裂呈现出更具延展性和抗损伤的特征。 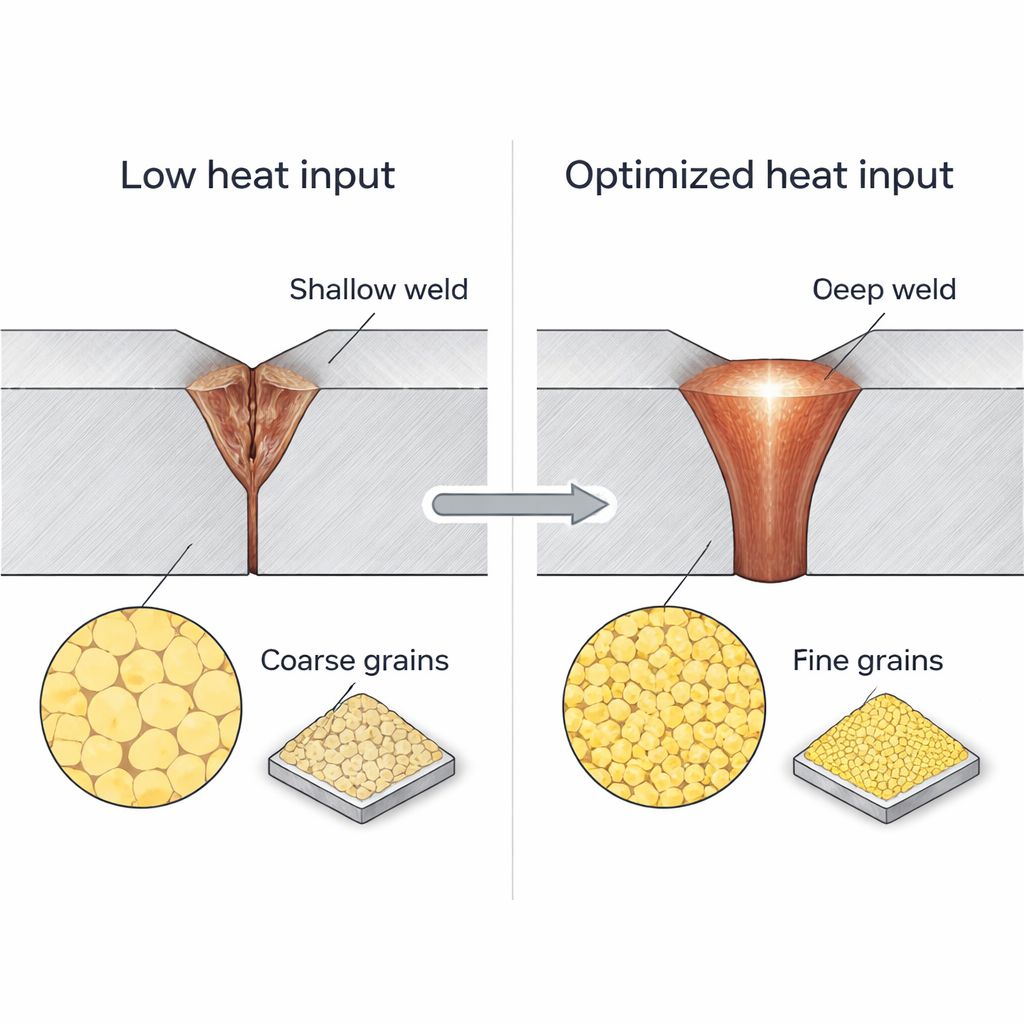
对日常技术的启示
对非专业读者而言,主要结论是:通过精确控制激光的功率、速度和光斑尺寸,可以在薄铝板上实现比许多传统方法更少热损伤且更具可预测性的接头强度。该研究提供了一个基于数据的工艺配方与预测模型,工程师可据此在实际生产线上为 AA8011 配置半导体激光焊接——例如在电动车电池壳体、暖通零部件或包装领域。通过将热输入控制在既能完全熔合金属又能避免变形与脆相形成的合理范围内,大功率半导体激光焊接展现出作为一种可规模化、易自动化的轻量化制造技术的潜力。
引用: Patil, R., Löfstrand, M. High power diode laser beam welding of AA8011 aluminum alloy for enhanced mechanical performance in lightweight structures. Sci Rep 16, 7738 (2026). https://doi.org/10.1038/s41598-026-41272-1
关键词: 激光焊接, 铝合金, 轻量化结构, 显微组织, 力学性能