Clear Sky Science · zh
使用 BBD RSM 和 TLBO 并以氧化铝纳米石墨烯和多壁碳纳米管粉末混合介质优化记忆合金 Nitinol 的线切割电火花加工性能
为智能金属配更锋利的工具
从自膨胀支架到会变形的飞机部件,一种名为 Nitinol 的金属是许多高科技装置的核心。但这种非凡材料在切割和精加工时极易损伤表面。本研究探讨了一种巧妙的加工方法:在基于放电的切削液中加入微小的工程颗粒,以实现对 Nitinol 更快速且更温和的加工,有望带来更光滑的医疗植入物和更可靠的航空零部件。
为什么切削 Nitinol 如此具有挑战性
Nitinol 是一种因“记忆”形状并能在屈曲时不易断裂而闻名的镍钛合金。这些特性也使其难以用传统钻削或铣削加工:刀具磨损快、表面易过热并可能产生微裂纹。为了解决这些问题,制造业越来越多地采用线电火花加工(WEDM),通过细线和高速火花在无接触的情况下侵蚀金属。然而即便是 WEDM 也需精心调整。每次火花的强度与脉冲之间的时序决定了材料去除速率和最终表面的平滑度,这对于植入人体的零件尤为关键。
向火花浴中加入智能粉末
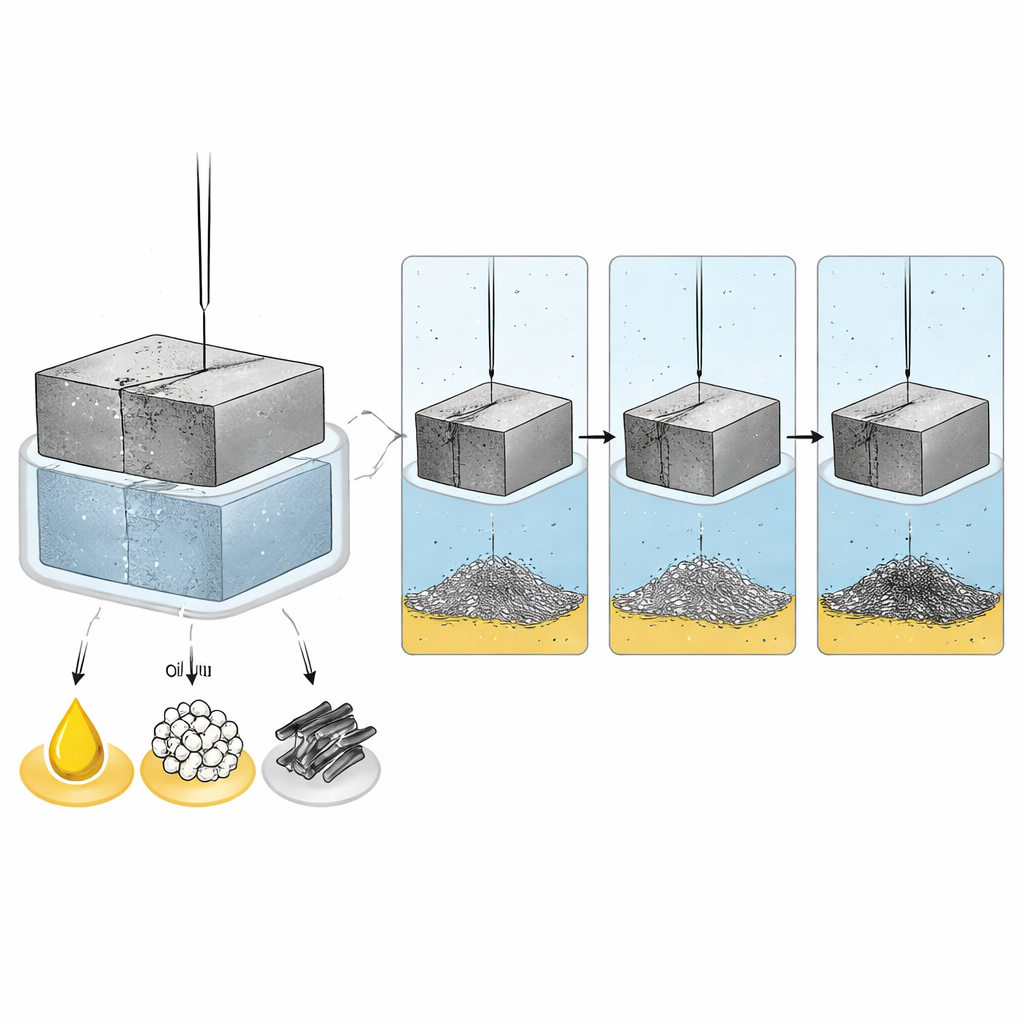
研究人员测试了在围绕细线与工件的绝缘油中混入不同纳米粉末,是否能使 WEDM 在更快的同时更温和地切削。他们聚焦于三种添加剂:微小的氧化铝颗粒(陶瓷)、超薄石墨烯片和细长的多壁碳纳米管。先对这些粉末进行精细合成并在高倍率显微镜下确认其尺寸与结构。在实验中,每种粉末以相同的低浓度加入切削液,同时系统性改变三个关键机床参数——放电电流(火花强度)、放电持续时间(on‑time)和放电间歇时间(off‑time)。对于每一种组合,团队测量了单位时间去除的 Nitinol 量以及所得表面的粗糙度。
用数据与算法寻找最佳配方
由于该工艺涉及多重交互因素,团队采用了结构化的试验设计以高效覆盖参数空间,并建立了将输入与结果关联的数学模型。统计检验表明这些模型高度可靠,能解释超过 96% 的切削速率和表面粗糙度变化。为超越简单的反复试验,研究者采用了一种受课堂学习启发的优化策略。在该方法中,虚拟的“学生”探索不同参数组合,从表现最佳的“教师”解中学习,逐步收敛到在切削速度与光洁度之间取得更好权衡的方案。
为何碳纳米管脱颖而出
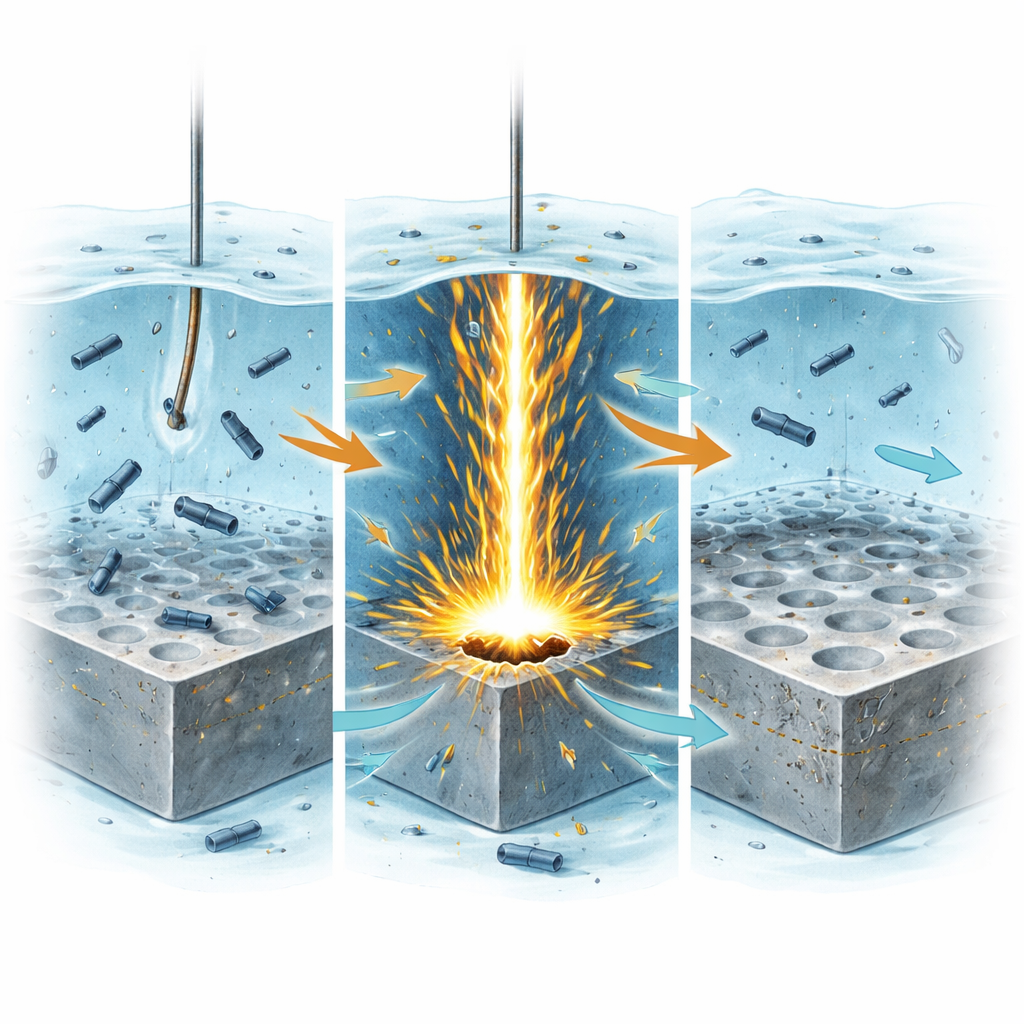
在所有测试中,放电电流是最显著的控制手段:更强的火花能去除更多金属,但往往会使表面更粗糙。放电持续时间呈现类似效应,而更长的放电间歇时间允许切削液带走碎屑并冷却表面,从而改善平滑度。比较不同粉末时,氧化铝仅带来有限提升,石墨烯效果更好,而碳纳米管始终表现最佳。由于其优异的导热导电性和细长的管状形态,纳米管有助于形成稳定的放电通道,并更均匀地带走热量与熔融金属。在由学习算法调优的参数下,加入纳米管的工艺使 Nitinol 的去除速度约提高了 60%,且表面粗糙度约降低到常规无粉末 WEDM 的四分之三。电子显微镜图像证实,纳米管辅助切割的表面比其它情况具有更少的坑洞、裂纹和再固化碎屑。
为可变形金属开辟更光滑的道路
通俗地说,这项工作表明,在火花浴中撒入合适的碳纳米管能把一种粗糙的切削工具变成切削 Nitinol 的更精细的手术刀。通过结合严谨的实验、统计建模和一种用于寻找平衡设置的算法,研究概述了一个可行的配方以实现更快的加工与更清洁的表面。这意味着未来的 Nitinol 零件——从生物医学植入物到精密执行器——可以更高效地制造、具有更少的显微缺陷,从而提升性能与可靠性。
引用: Rehman, I.U., Chaudhari, R., Vora, J. et al. Performance optimization of wire EDM of Nitinol shape memory alloy using BBD RSM and TLBO with alumina nano graphene and MWCNT Powder mixed dielectric. Sci Rep 16, 9507 (2026). https://doi.org/10.1038/s41598-026-40446-1
关键词: Nitinol 加工, 线切割电火花加工, 纳米粉末介质, 碳纳米管, 表面粗糙度