Clear Sky Science · zh
AZ80 镁屑的压实行为:压紧压力与保压时间对孔隙率、界面与力学响应的影响
将废屑变成更坚固的金属
现代汽车和飞机依赖轻质金属以减少燃料消耗和排放,但制造这些零件会产生令人惊讶的大量“金属锯末”——卷曲的切屑。该研究探索了一种更清洁的方式,将镁切屑在不熔化的情况下重新压制成有用的固体部件,从而节省能量并保留有价值的材料。通过展示如何把这些切屑挤压成坚固、稳定的块体,这项工作指向了更可持续的制造路径。
为什么镁废料很重要
像 AZ80 这样的镁合金因其轻且强的特性而受到青睐,适用于需要降低油耗或延长电池续航的车辆。然而,通过切削加工成形镁零件不可避免地产生废屑:即使是高效的铸造工艺也可能损失数个百分点的原金属,而航天部件在加工时可能损失多达起始材料的五分之一作为切屑。传统回收通过熔化将这些废料重新熔合,但这消耗大量能量,并使切屑的大表面积暴露于氧气和残留切削液中,导致含氧化物的金属,进而可能降低强度和品质。
不熔化的回收路线
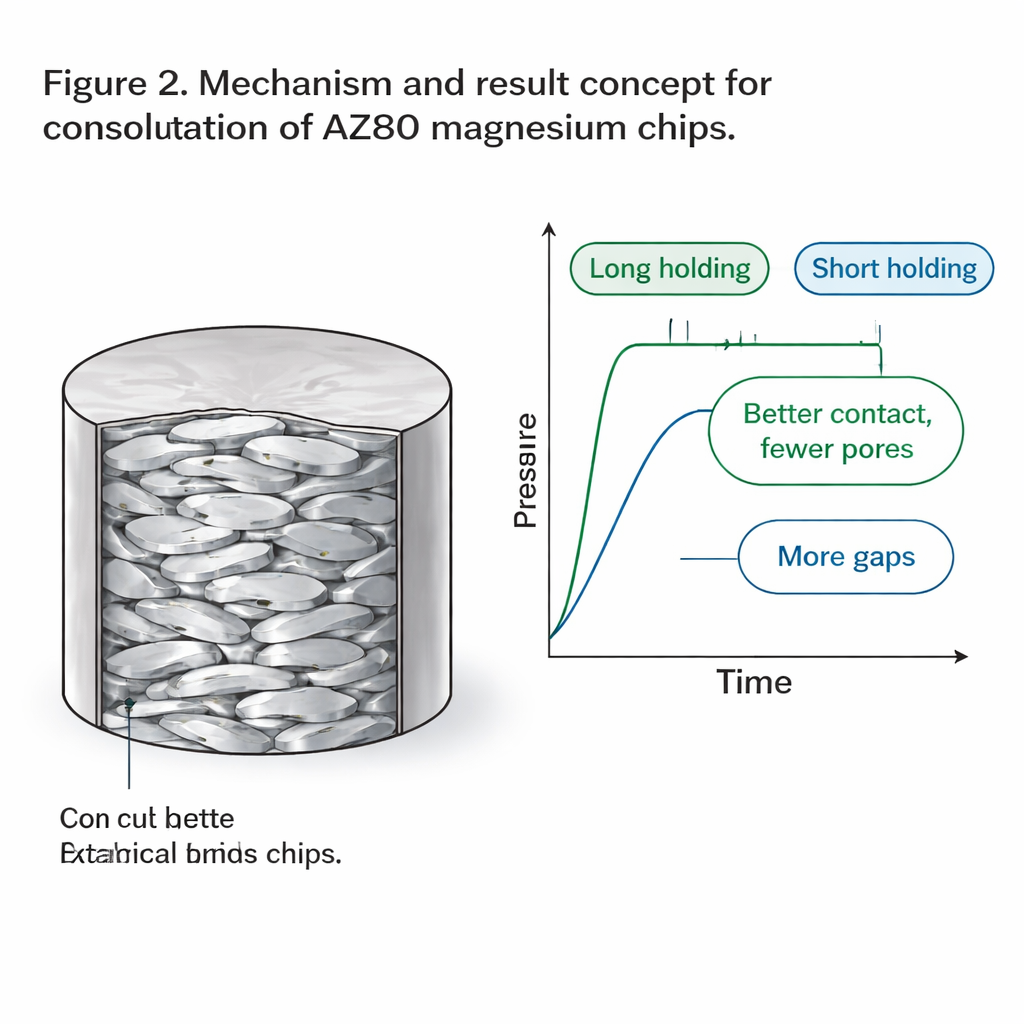
研究采用的是固态回收方法:将金属切屑在压制下挤压在一起,让它们发生塑性变形、相互嵌锁,然后可以通过热加工将其制成新零件。在这项研究中,研究者以使用水基切削液产生的 AZ80 镁切屑为起点,并在压制前未对其进行清洗。他们仔细测量了切屑的尺寸、表面粗糙度和内部结构,然后在钢质圆柱模具中用液压机压制固定量的切屑。比较了四种压制路径,变化包括峰值压力的高低、保压时间的长短,以及保压期间载荷是保持恒定还是允许松弛。

保压时间如何闭合空隙
从外观上看,所有压制的圆柱体都显得完整,但细致成像揭示了更细微的差异。当施加压力并持续保压更长时间时,切屑有更多时间重新排列与变形,使内部孔隙收缩并更均匀地分布。这些工艺路线达到了约 91–92% 的总体实物密度,孔隙从上到下分布相对均匀。而在相近压力下仅短时施压,则留下更多空洞,尤其集中在压块底部,总体密度降至约 87%。这表明材料在载荷下停留的时间比单纯的峰值压力更为关键。
看不见的薄膜,却有明显影响
在显微镜下,压实的切屑呈现为相互重叠的片状体,界面处留有很薄的间隙。化学分布图显示,这些界面被一层富含氧的极薄膜覆盖:一种在机械加工与压制过程中仍然存在的本征氧化物。更长的保压时间将切屑挤压得几何接触更紧密,使这些间隙缩小到亚微米尺度并改善机械嵌锁,但氧化膜本身并未发生足够的破裂以实现真正的金属对金属冶金结合。相比之下,残留的切削液在所用的压力和时间范围内未表现出明显影响,这表明对于此类冷压缩,简单的预清洗可能不像以往认为的那样绝对必要。
强度取决于接触质量,而不仅是堆积密度
压缩力学试验突显了内部结构如何决定性能。所有样品起初都表现出一个非线性阶段,在该阶段孔隙和间隙闭合,随后进入几乎直线的段落,由固体网络承载载荷。有趣的是,尽管某个压块并非整体最致密,但由于在高压下进行了长时间的持续保压,界面嵌锁最好,因此展现出最大的刚性,抗变形能力接近更连续金属的表现。相反,一个总体略微更致密但存在更多微观开口的样品刚性较差。对每个压块周边的硬度测量表明,短保压时间会留下高度加工硬化但不均匀的区域,而较长的保压允许应力重分布,带来更适中且均衡的硬度值。
对更绿色金属利用的意义
对非专业读者来说,关键结论是:在压实金属切屑用于回收时,保压时间可能与压力本身一样重要。单纯更大压力并不足够;切屑必须被保持足够长的时间以弯曲、流动并相互嵌锁,尽管超薄的氧化皮仍然阻止它们像熔融后那样完全融合。通过调整压制流程以优先改善接触质量而不仅仅追求更高密度,制造商可以把外观脏乱的镁切屑转变为可靠的后续成形原料,减少废料和能耗,同时在更可持续的基础上保持轻量化设计。
引用: Murillo-Marrodán, A., García, E. & Nakata, T. Consolidation behaviour of AZ80 magnesium chips: influence of compaction pressure and holding time on porosity, interfaces and mechanical response. Sci Rep 16, 7321 (2026). https://doi.org/10.1038/s41598-026-38401-1
关键词: 镁回收, 固态加工, 金属切屑, 轻质合金, 可持续制造