Clear Sky Science · zh
切削参数与PcBN刀具材料相互作用对球墨铸铁加工中刀具磨损行为的影响
为更清洁的汽车打造更锋利的刀具
现代汽车发动机和电驱动电机依赖于需要以高精度和低成本加工的高强度金属零件。本研究考察了由一种称为PcBN的超硬材料制成的先进切削刀具在成形球墨铸铁(一种常用于曲轴和电机壳体的材料)时的表现。通过理解这些刀具如何磨损以及如何明智地选择其工作参数,工厂可以在更少能耗和更少刀具更换的情况下制造出更清洁、更高效的车辆。
为什么刀具磨损对工厂很重要
在汽车厂,曲轴、发动机缸体和电机壳体等零件通常由球墨铸铁毛坯加工到精确形状。PcBN刀具因其在高温下保持硬度且有时可取代较慢的磨削精加工步骤而备受青睐。然而,在切削球墨铸铁时,这些刀具比加工其它铸铁时更容易快速磨损,从而增加了成本和停机时间。作者旨在以系统的方式理解不同PcBN刀具配方与切削参数如何相互作用,并寻找在高速去除金属与延长刀具寿命之间取得平衡的最佳点。
比较三种超硬切削刀具
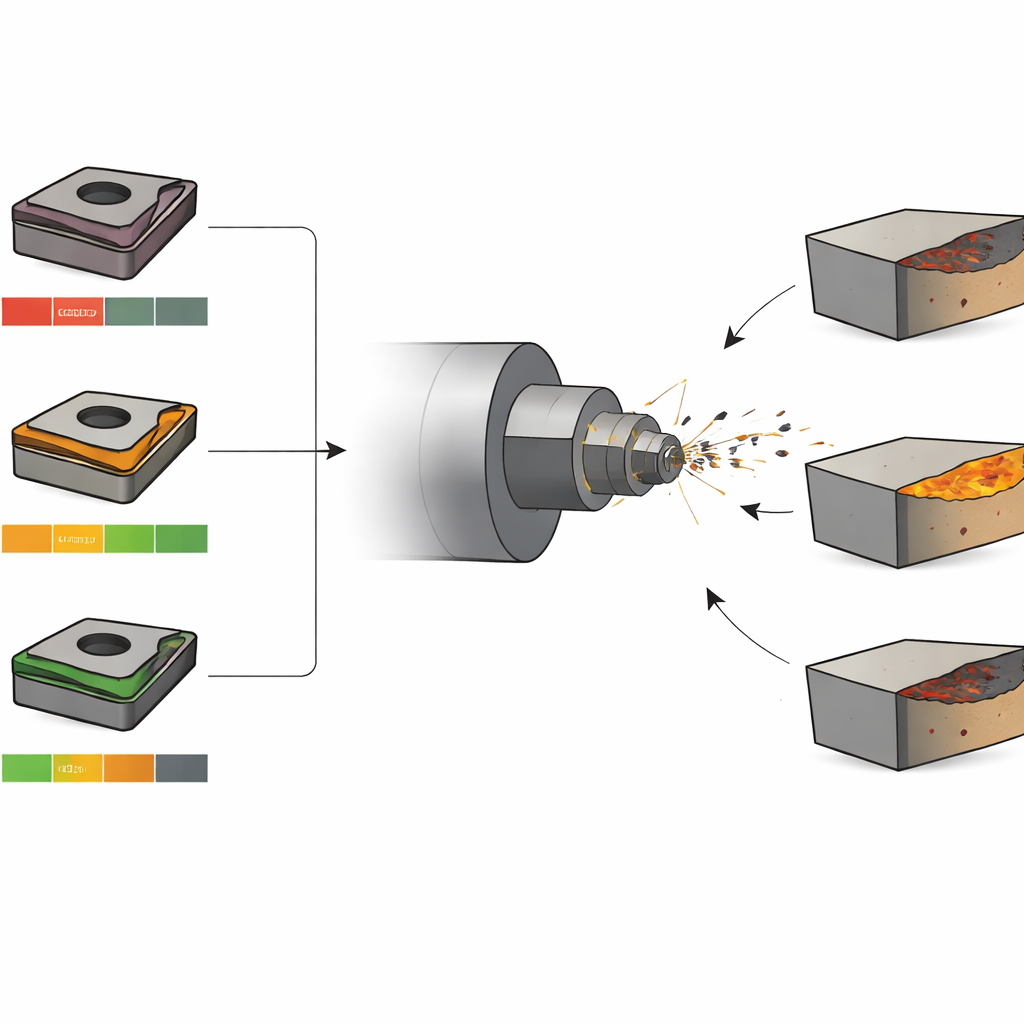
研究团队测试了三种PcBN刀片,外形相似但内部不同。一种刀具使用金属粘结剂,一种使用由碳化钛组成的类陶瓷粘结剂,另一种则含较少的超硬相而总体上含更多的粘结相。他们在数控车床上车削高强度球墨铸铁圆棒,按计划的试验矩阵仔细改变切削速度、进给率和切深。每切削数百米就暂停一次,测量刀具侧面的磨损区,直至磨损达到事先约定的极限。随后用显微镜和化学分析对磨损表面进行详细检查,揭示了沟槽、凹坑、颜色变化以及刀具与工件之间发生迁移的元素痕迹。
刀具如何以及为何磨损
研究表明三种损伤机制协同导致刀具磨损。磨料磨损来自铸铁中的硬颗粒对刀具表面的划擦和犁沟,尤其在更高速度下明显。化学磨损出现在高温切削区导致刀具与周围空气发生反应,形成氧化物并导致关键元素从刀具表面流失;在受影响最严重的刀具中,氧含量显著上升,而硼和氮含量下降。粘着磨损则是在高温下少量铁瞬时与刀具局部结合后被拉裂,留下凹坑和撕裂区域。带有碳化钛粘结剂的类陶瓷刀具表现突出:其凹坑和刀侧磨损较轻,粘结相形成了特征性的撕裂薄膜,尽管仍有损伤,但比其他刀具更可控。
寻找切削参数的最佳点
通过分析在多种速度、进给和切深组合下的刀具寿命,作者将切削条件转换为单一的金属去除率指标并寻找规律。总体上,随着去除率增加,刀具寿命下降,但并非简单的线性关系。碳化钛粘结的刀具在球墨铸铁中表现最好,尤其在中等切削效率下更为出色。一组工作点——中等切速和适中的进给与切深(每分钟约去除15立方厘米金属)——给出了良好的平衡:寿命较长且加工速度合理。相比之下,硬相含量较低的刀具有时仅在非常低或非常高的去除率下寿命最长,这使其更适合特定工况而非日常生产。
从试验数据到智能预测
为了将研究成果转化为工厂可用的工具,研究人员构建了将刀具寿命与切削速度、进给率和切深关联的简单数学模型。这些模型可接受来自机床传感器的实时数据,估算刀具原始寿命、已消耗寿命以及剩余寿命。刀具的“健康”以百分比表示,当该值低于设定阈值时,系统可在表面质量下降或零件报废前向操作员发出警告。针对不同切削条件的测试表明,该预测方法能较好地跟踪刀具磨损进程,足以实用于生产线。
对日常制造意味着什么
对非加工领域的读者而言,关键信息是刀具配方和加工参数的细微变化即可对可靠性和成本产生重大影响。该研究识别出一种特定的PcBN刀具类型及一组切削参数区间,二者结合可在成形球墨铸铁零件时提供更长的寿命和稳定的性能。与此同时,研究表明基于数据的简单模型可以在后台监测刀具磨损并建议及时更换。综合来看,这些进展有助于汽车和电机制造商更快地切削高强度金属、减少废件与能耗,从而支持更清洁、更高效的交通运输。
引用: Wang, P., Li, X., Jiu, Y. et al. Cutting parameter-tool material interaction on PcBN tool wear behaviour in ductile iron machining. Sci Rep 16, 9473 (2026). https://doi.org/10.1038/s41598-026-38314-z
关键词: 球墨铸铁加工, PcBN切削刀具, 刀具磨损, 切削参数, 刀具寿命预测