Clear Sky Science · zh
切削工艺参数对淬火回火42CrMo钢疲劳性能的影响
金属光洁度为何重要
从风力发电机到高速列车,许多关键设备依赖的钢制轴、螺栓和齿轮在使用寿命内会旋转或弯曲数以百万计的循环。这些零件的失效往往不是一次性过载引起的,而是通过在每个应力循环中逐渐扩展的微小裂纹慢慢发生。本研究考察了一种常用的高强度钢——42CrMo,并提出了一个具有重要安全性和成本含义的实用问题:在加工过程中我们采用何种切削与精加工方式,会如何改变这些零件在开裂和断裂前的使用寿命?
日常加工如何塑造隐秘弱点
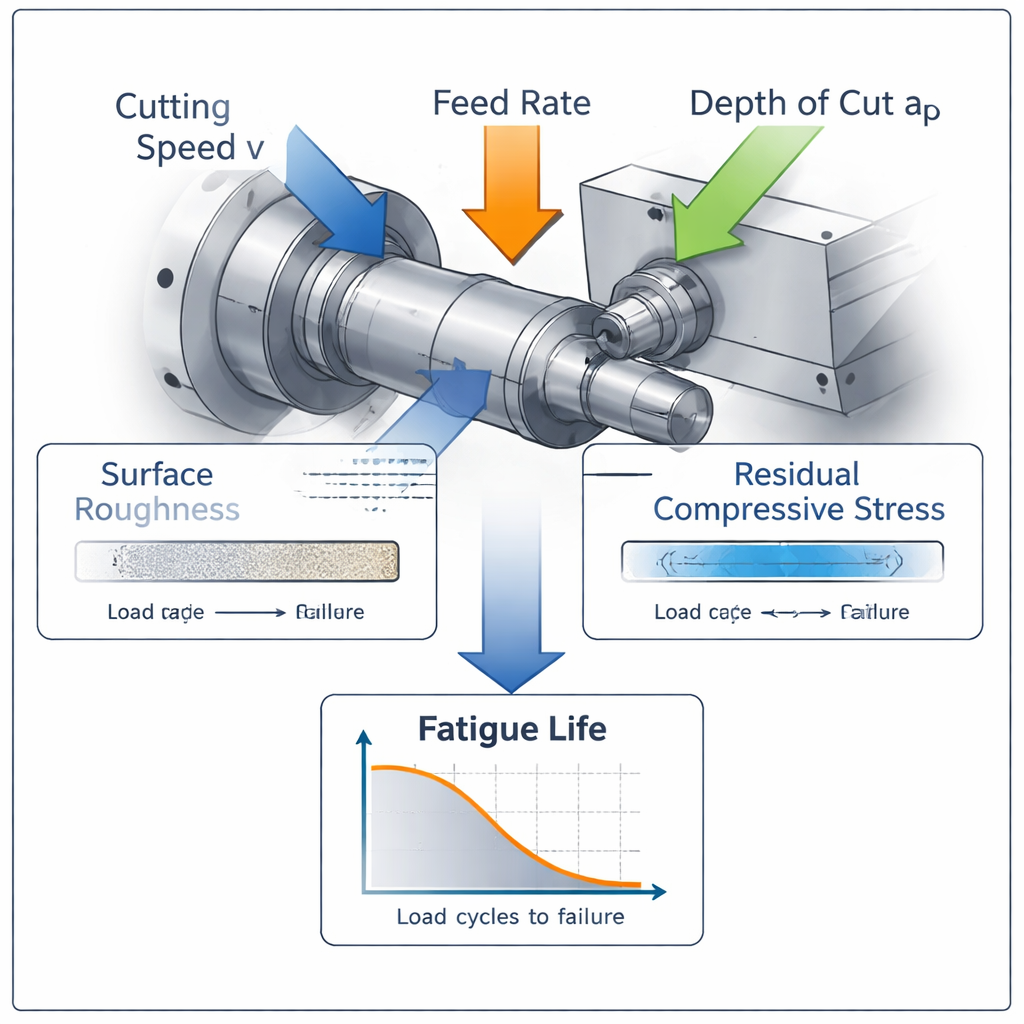
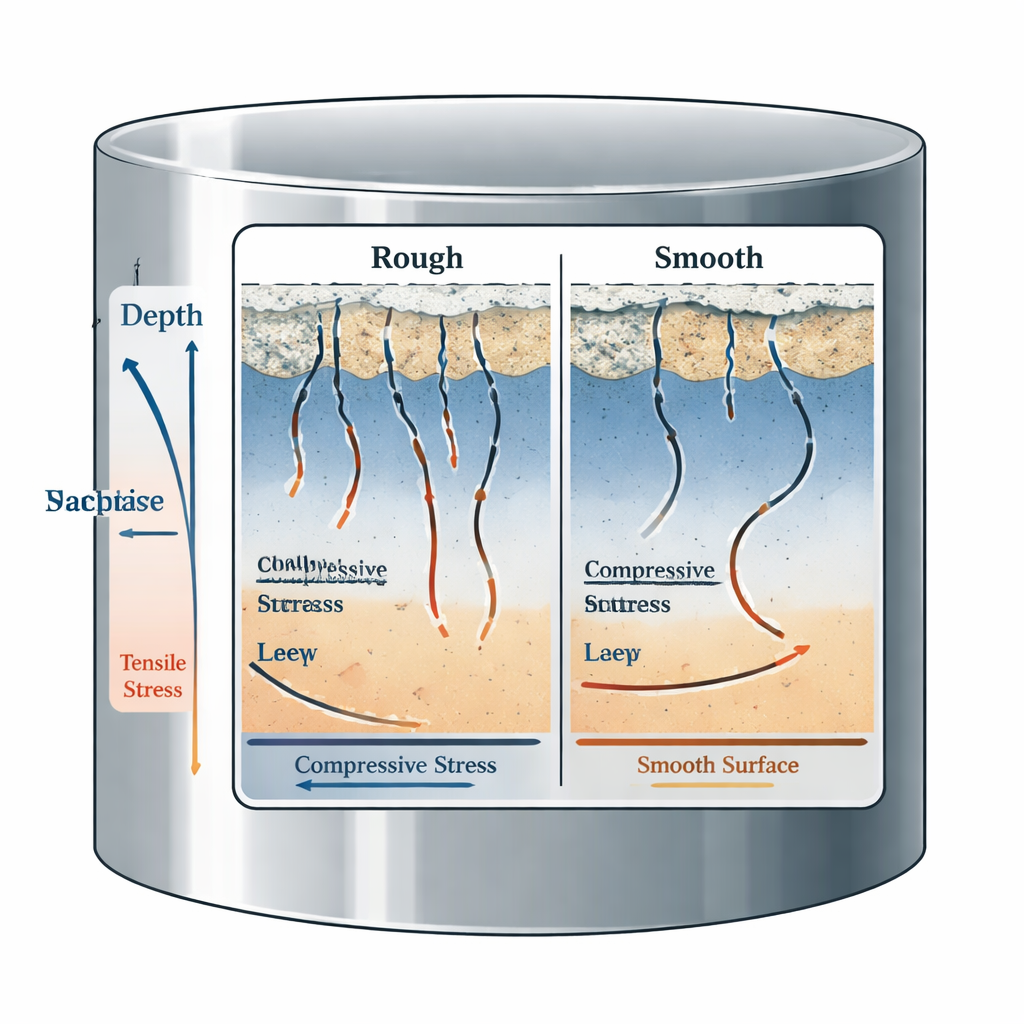
在钢轴投入使用前,通常要在车床上车削到最终形状。在这个环节,制造者需选择三个关键参数:刀具沿工件移动的速度(进给率)、工件的旋转速度(切削速度)以及刀具的切深。这些决定不仅影响加工效率,还控制着表面光洁度和锁在零件表层的内在应力——统称为“表面完整性”。较粗糙的表面像微小缺口,会成为裂纹的起始点;而近表面的压应力则像看不见的箍,抑制裂纹扩展。
在逼真弯曲条件下测试钢材
研究者使用淬火回火的42CrMo钢,这是用于高要求零件的常见材料,并在数控车床上在受控的湿切削(有冷却液)条件下加工试样。他们逐一改变切削速度、进给率和切深,然后分别用粗糙度仪和X射线方法测量两个关键结果:表面粗糙度和表层残余压应力。接着选取四组代表性的切削工况,制作成特殊的沙漏形试样,并在高应力下反复弯曲直到失效,从而将加工条件直接与疲劳寿命(每件试样能承受多少循环)联系起来。
使零件更耐久的因素
实验表明,进给率对表面粗糙度有显著影响:进给率越高,刀痕越明显,表面越粗糙。切削速度则对粗糙度和残余应力分布都尤为重要。在适中范围内,较高的切削速度结合冷却液能降低振动并防止刀刃上材料堆积,从而获得更光滑的表面和更深层的较强压应力。切深的影响较小且更为微妙。当团队比较四种选定的切削组合时,较高切削速度与较低进给率的组合展现出极为有利的特征:低粗糙度、高表面压应力和深厚的保护层。这类零件在弯曲疲劳试验中最多可承受约95,000个循环——显著多于表面更粗糙或压应力较弱的零件。
权衡两大主因:粗糙度与应力
为了将这些观察结果转化为实用的设计工具,作者构建了一个将表面粗糙度和残余压应力混合成单一“加权标准值”的复合评分。他们将两项测量按0–1的共同量程进行归一化,再赋予表面粗糙度35%的权重、残余压应力65%的权重,以反映它们对疲劳寿命的相对重要性。该评分与试样在疲劳试验中的实际寿命高度一致:加权值最高的试样寿命最长,而加权值最低的试样失效最快。显微断口图像支持了这一结论,显示即使表面不是完美光滑,强的压应力及深厚的应力梯度也能减缓裂纹扩展;而良好的粗糙度本身无法弥补薄弱的压应力。
对实际机器的意义
对非专业人士而言,结论很直接:切削方式有时与所选材料同等重要。通过选择能产生较为光滑表面并在表层形成强且深的压应力层的加工参数,制造商可以大幅延缓最终导致失效的微裂纹扩展。研究中提出的加权评分方法为工程师在调整切削速度、进给率和切深时提供了一种简单的平衡手段。在实际应用中,这意味着通过更合理的加工即可获得更安全、更耐用的螺栓、轴和齿轮——无需更换材料,只需更智能地加工。
引用: Tang, K., Zhu, J., Yin, B. et al. Effect of cutting process parameters on fatigue properties of quenched and tempered 42CrMo steel. Sci Rep 16, 6962 (2026). https://doi.org/10.1038/s41598-026-38185-4
关键词: 金属疲劳, 加工, 表面粗糙度, 残余应力, 高强度钢