Clear Sky Science · zh
基于多响应优化和机器学习的AZ31镁合金直槽热增量成形预测
更容易成形轻量金属
从汽车和飞机到医疗植入物,制造商都渴望使用更轻的金属以节省燃料并提升性能。镁合金因其轻质且强度高而格外引人注目,但在室温下难以成形且容易开裂。本研究探讨了一种更智能的方式来成形常见镁合金AZ31:通过适度加热并结合数据驱动方法(包括机器学习),寻找既快速又节能、且不易损伤材料的工艺参数。
移动工具如何温和地刻塑薄板
与一次性将金属板压入固体模具不同,增量成形使用一个圆头工具沿着路径逐步作用在板材上,每次稍微压深一点。本研究聚焦于直槽形状:在1 mm厚的AZ31板上形成的简单通道。试样夹装于定制的电加热腔上,可加热至200–250 °C,数控(CNC)设备以步进方式移动工具,同时力传感器测量工具所需的作用力并记录直到板材最终断裂所用的时间。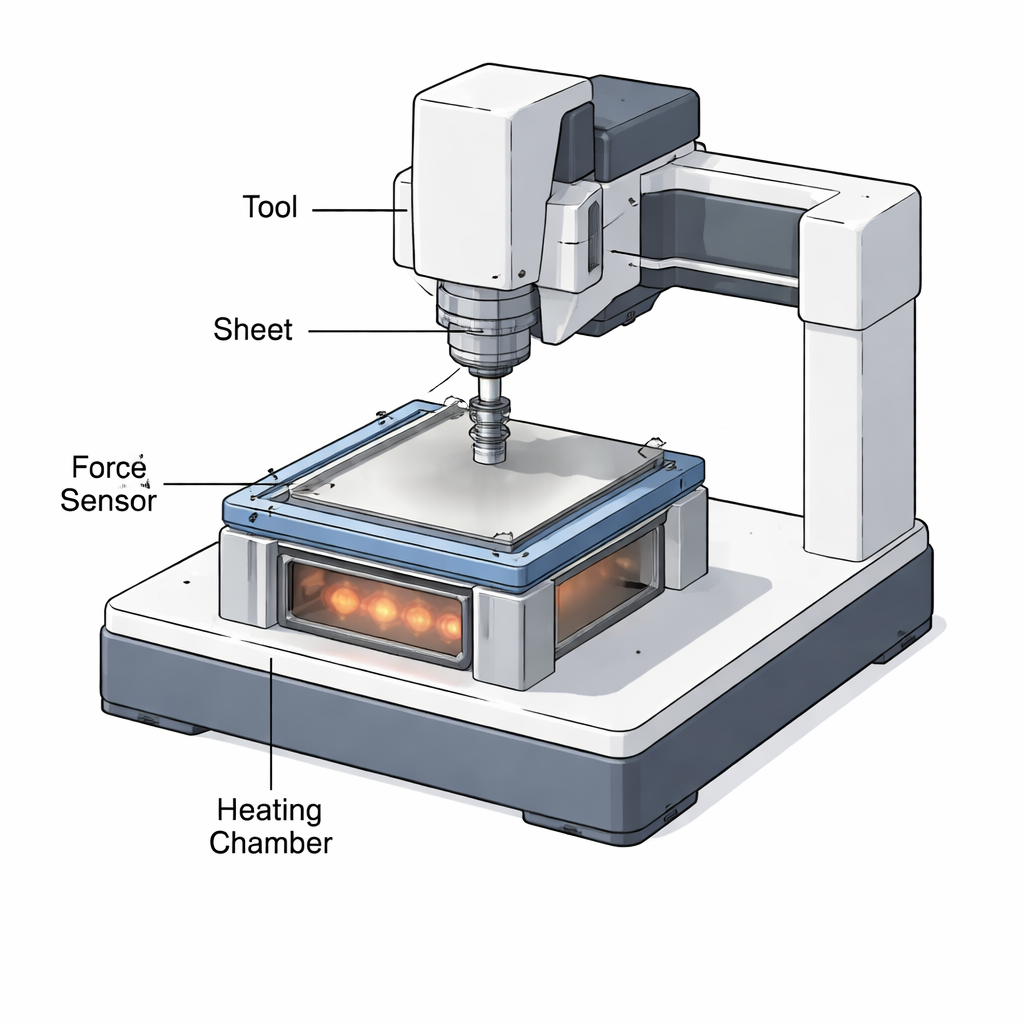
把多次试验变成一条最优配方
由于温度、每次压下的步深、主轴转速和进给速率这四个参数都可调整,研究团队采用了一种称为田口(Taguchi)设计的结构化试验方案,运行27个精心选择的实验,而不是穷举所有组合。随后他们应用了一种称为TOPSIS的排序方法,将两个目标同时纳入:保持成形力低(以减少磨损和能耗)和保持成形时间短(以提高生产率)。该方法为每次试验分配一个称为贴近系数的单一分数,用以衡量其与理想结果——低力与短时——的接近程度。
热处理与小步深承担主要工作
分析显示,两个设置最为关键:板材的温度和工具每步的下压深度。将AZ31板加热至约250 °C会使其晶体结构更具可塑性,从而更易拉伸并需要更小的成形力。同时,采用较小的每步压下深度能更均匀地分散变形,避免产生局部的尖锐应变,这些尖锐应变会降低成形速度并增加所需力。在测试范围内,工具转速和进给率的影响较小。通过结合统计排序,团队预测出一组比任何单次实验都更优的工况,并在随后的验证试验中证实了该预测,性能略优于之前的所有试验。
教计算机去预测工艺
为了超越试错法,研究人员训练了一个称为随机森林(Random Forest)的机器学习模型,以根据四个工艺参数预测成形时间、成形力以及TOPSIS性能得分。即便只有27个实验样本,模型也学到了足够的模式,能够高精度地预测力和时间。模型还独立地将温度和步深识别为主导变量,强化了统计分析的结论。在微观层面,对断裂槽壁的电子显微镜图像显示出典型的延性断裂特征——深凹窝和撕裂脊,表明在加热条件下,金属在断裂前发生了大量塑性伸长。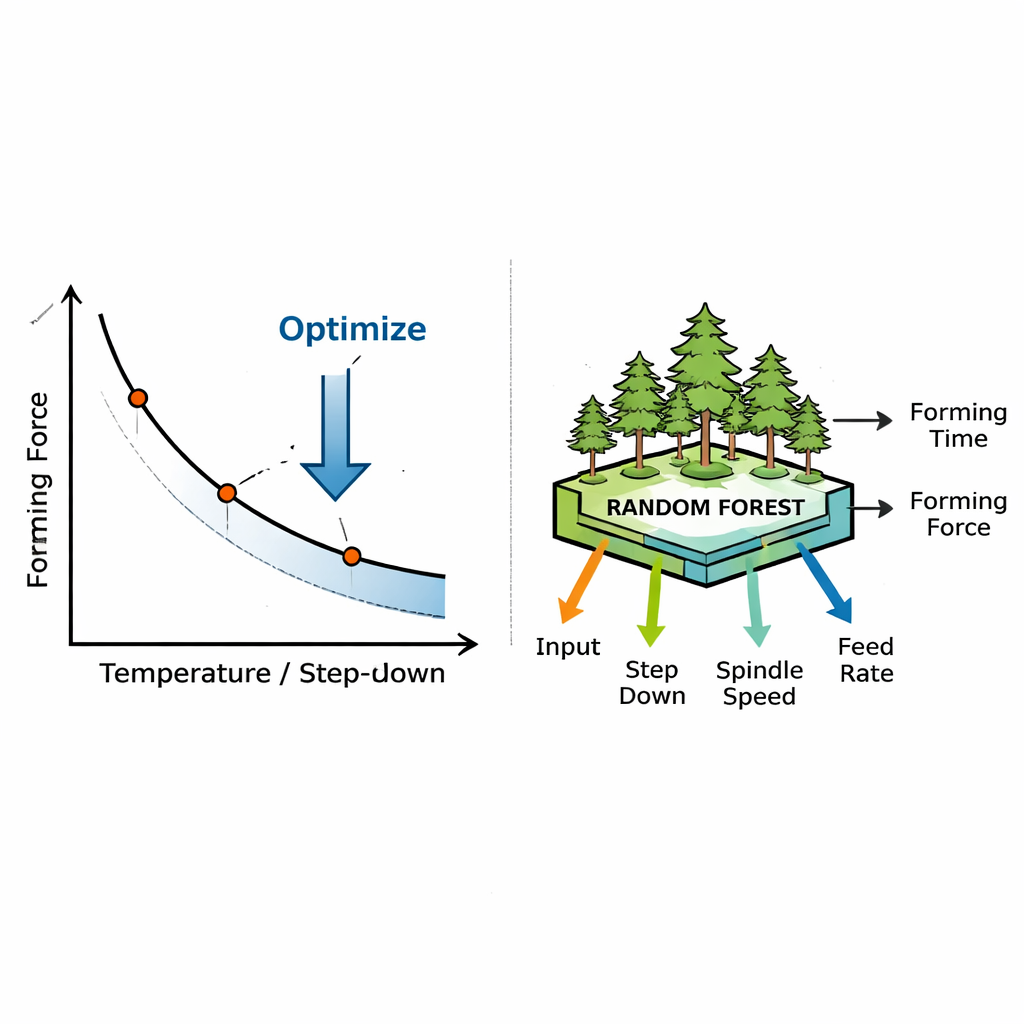
对实际制造的意义
通俗地说,这项工作展示了制造商如何通过受控加热并合理调整少数关键参数,将一种难以成形的轻质金属成功塑造成形。该混合方法——结合计划性试验、多准则排序和机器学习——为选择能保持低应力和合理生产时间的温度与步距提供了实用路径,而无需在车间中测试所有可能性。相同策略可推广到其他合金与形状,帮助工厂更快、更安全、更高效地设计轻量部件。
引用: Khot, A.A., Magdum, R.A., Magdum, A.R. et al. Multi-response optimization and machine learning-based prediction of straight-groove warm incremental sheet forming of AZ31 magnesium alloy. Sci Rep 16, 6432 (2026). https://doi.org/10.1038/s41598-026-37761-y
关键词: 增量成形, 镁合金 AZ31, 热成形, 工艺优化, 制造中的机器学习