Clear Sky Science · zh
综合评估刀具磨损、切屑形貌、表面完整性与能耗在 Inconel 718 可持续铣削中的关系
切削难加工金属时冷却为何重要
从喷气发动机到发电厂,许多关键零件都由一种极其坚固的金属 Inconel 718 制成。它在高温下仍能保持强度,使其非常适合恶劣环境,但也因此在加工时异常坚硬且成本高昂。本研究提出了一个对工业与环境都很实际的问题:我们能否以更少能耗、更少刀具磨损的方式切削这种难加工的金属,同时在保证表面光洁可靠的前提下,减少可能对工人和环境有害的切削液使用量?

在极端环境中使用的一种倔强合金
Inconel 718 是一种镍基高温合金,能在从极低温到近 1000 °C 的范围内保持强度。这使其非常适合用于飞机发动机、高压管道与国防领域,那里的失效不可接受。但它的优点在车间里也带来了麻烦。加工时,刀具承受巨大的力和热,温度可超过 1100 °C。该合金导热性差且易粘刀,因而刀具磨损快、表面变粗糙且生产成本上升。与此同时,传统用于控制这些热量的液体冷却剂在大量使用时会带来健康和环境问题。
四种冷却与润滑方式
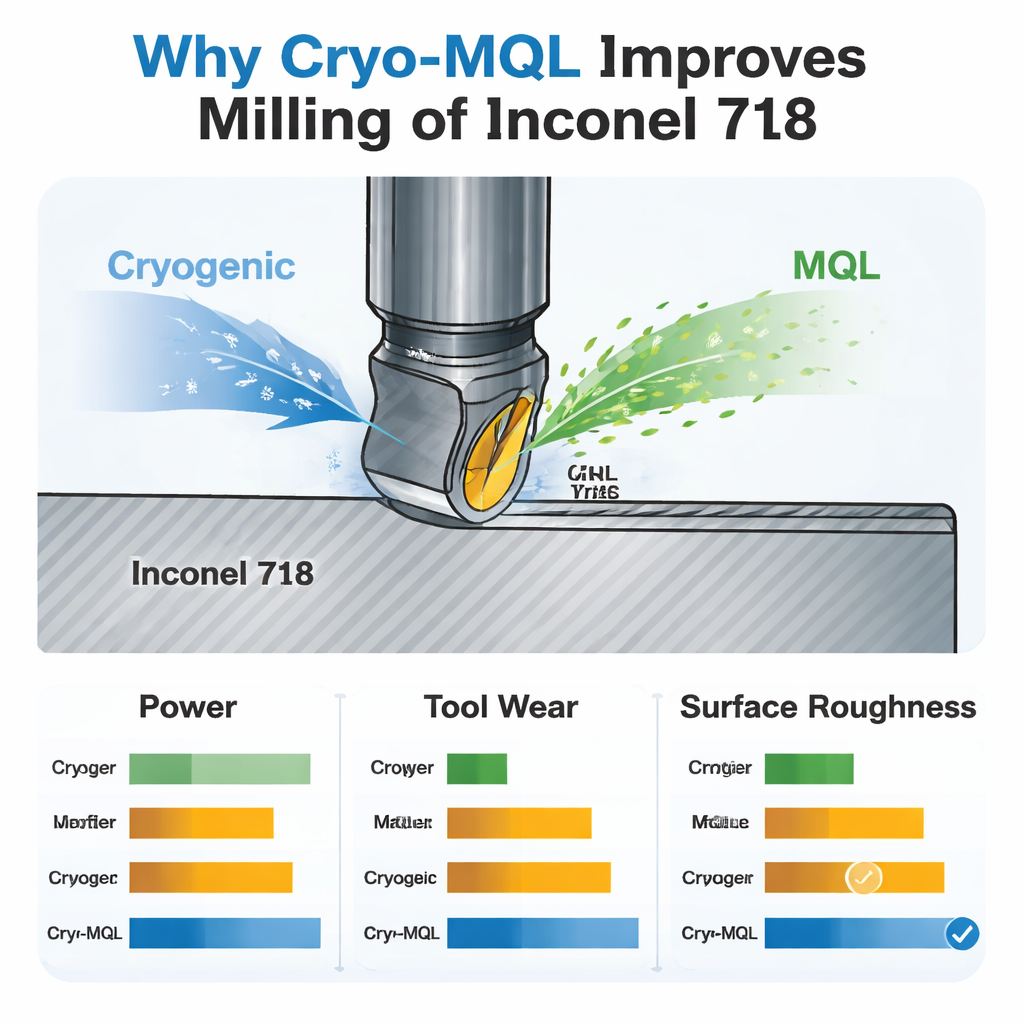
研究人员比较了在 CNC 铣削 Inconel 718 时,对切削区冷却与润滑的四种不同方法。在干切削中完全不使用任何液体。最小量润滑(MQL)仅喷出很细的油雾,使用的液体远少于传统淹没冷却。低温冷却通过非常冷的气体或液体(如液氮)冷却切削区。最后,混合方法 Cryo-MQL 同时结合了冷喷射与油雾。在这四种方法下,团队在三种切削速度上进行了试验,同时保持进给率和切深不变。他们测量了机床的电力消耗、刀具磨损速度、完成表面的平滑度以及金属小切屑的形状变化。
能耗、表面光洁度与刀具寿命
结果表明,冷却方式的选择强烈影响加工行为。干切削始终消耗最多功率,并产生最严重的刀具磨损,包括切削刃崩损和刀具工作面深度损伤。MQL 降低了摩擦,使刀具比干切削更耐用,但其有限的冷却能力在高速下成为缺点。纯低温冷却在低速时对保护表面光洁度表现良好,并在高速下降低刀具温度,但也可能引起突发的温度冲击,在刀具上留下小的坑痕。混合 Cryo-MQL 方法则始终提供了最好的平衡:在低速时与干切削相比可将能耗约降低 10%,并且在所有速度下通过既冷却刀具又在刀具与切屑之间提供稳定的润滑膜,将刀具磨损保持在最低水平。
微小切屑揭示的秘密
研究还检查了金属切屑的形状与断裂特征,这些切屑像指纹一样反映了切削区内的真实情况。随着切削速度增加,切屑倾向形成锯齿状,这是材料沿着狭窄的强剪切和高温带以突发方式变形的征兆。在干切和简单 MQL 条件下,这些切屑常常高度锯齿化且不规则,表明切削不稳定且热负荷高。低温冷却使锯齿更尖锐,因为在寒冷下材料变得更脆。然而在 Cryo-MQL 下,切屑通常更规则、更易控制,表明温度、摩擦与材料软化之间达到了更稳定的平衡。这种切屑行为与刀具磨损和能耗的测量结果相呼应,加强了混合方法能驯服切削过程的结论。
对更清洁、更廉价加工的意义
对于必须加工 Inconel 718 的工厂而言,这些发现提示了一条务实的前进路线。在混合 Cryo-MQL 条件下使用刀具可以降低能耗、延长刀具寿命并保持良好的表面质量,同时只使用少量润滑剂。也就是说,更少的换刀、更少的废品以及对大量传统切削液的依赖减少。简言之,将极冷冷却与细油雾结合,使制造商能够更温和、更高效地切削这种倔强的金属,从而兼顾成本节约与更清洁、更可持续的生产。
引用: Yurtkuran, H. Integrated assessment of tool wear, chip morphology, surface ıntegrity and energy consumption in sustainable milling of Inconel 718. Sci Rep 16, 6967 (2026). https://doi.org/10.1038/s41598-026-37624-6
关键词: Inconel 718 加工, 低温冷却, 最小量润滑, 刀具磨损, 可持续制造