Clear Sky Science · zh
用于薄壁铝制波导高精度感应钎焊的双环比例控制
守护卫星生命线
现代通信卫星依赖称为波导的空心金属管,将射频信号在天线与电子设备之间传输。这些部件必须经受数年的发射振动、极寒以及强烈日照而不泄能或开裂。本文探讨了一种更智能的方式,利用感应钎焊将轻质铝波导“焊接”在一起,使每个接头既结实又均匀,并将人工经验的随意性降到最低。
从火焰到智能加热
传统钎焊常用火焰或炉子对大面积加热,容易变形细小零件。感应钎焊则通过紧贴的铜线圈产生集中电磁场,只加热接头区域。作者聚焦于航天硬件中使用的薄壁铝波导,在这种情况下,即便很小的温度偏差也可能导致翘曲或钎料填充不完全。由于接触式温度计会扰动表面且在强电磁场中失效,系统依赖非接触红外传感器和数学模型来在过程中跟踪温度。
用于加热的智能反馈回路
团队开发的第一种控制策略是单一反馈回路,它不直接看温度值,而是关注接头升温的速率。非接触传感器测量接头温度,简单控制器调整发送到感应线圈的功率,使加热速率遵循预设斜坡,然后在钎料熔化温度处保持恒定。在多个波导形状的实验室测试中,只要技师在事前仔细调节线圈与工件之间的距离,这种单回路系统能将平均温度误差控制在约3–4摄氏度并限制超调。当配置良好时,几乎所有接头都通过了金相检验。
增加第二个回路以求平衡
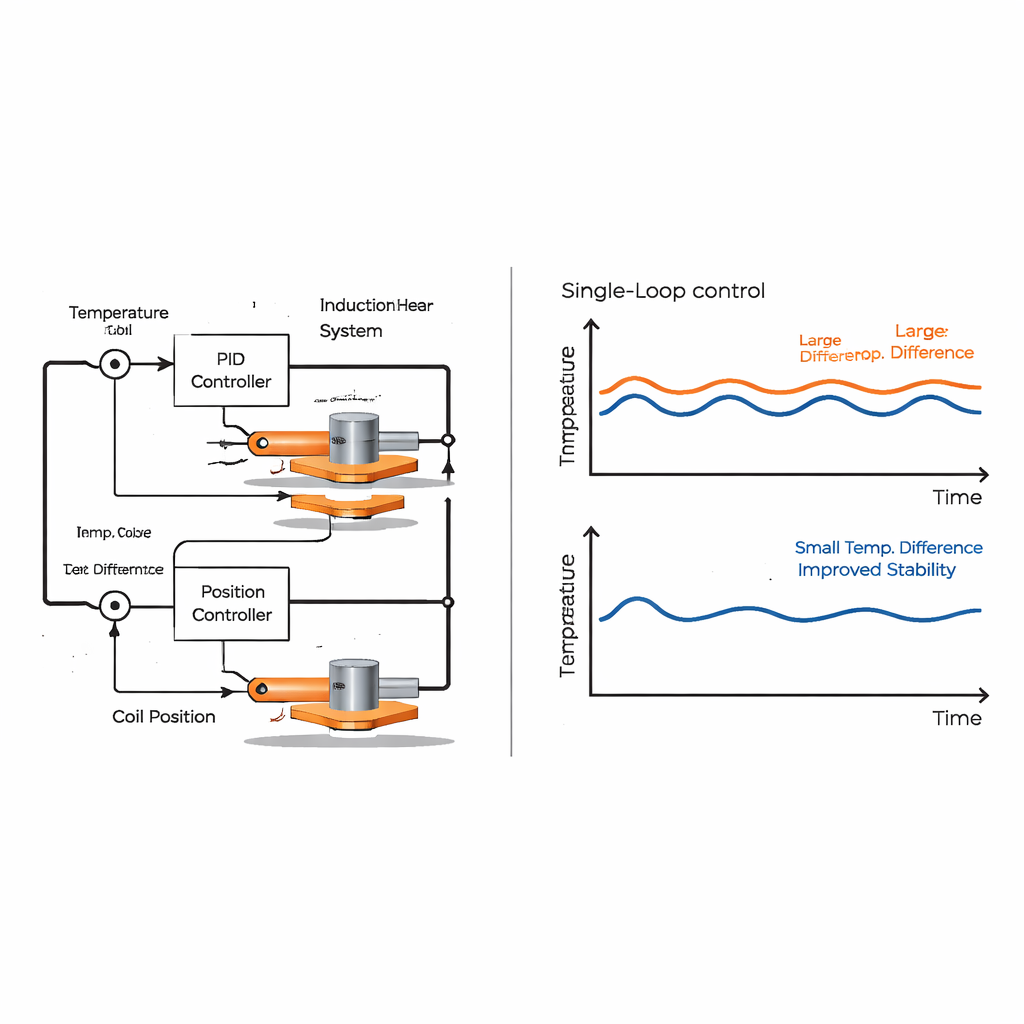
然而,研究人员发现即便仔细调节,若线圈间隙变化或批次间零件厚度不同,管体与法兰的温差仍可能超过15摄氏度。为了解决这一问题,他们引入了第二个反馈回路。现在,一个红外传感器监测法兰,另一个监测管体。第一个回路仍基于加热曲线控制功率,但第二个回路在检测到一侧比另一侧更热时,会缓慢移动工件相对于线圈的位置。通过将接头向线圈靠近或远离,该系统在预热、升温和最终保温阶段主动平衡钎焊区的温度。
从实验原型到生产线
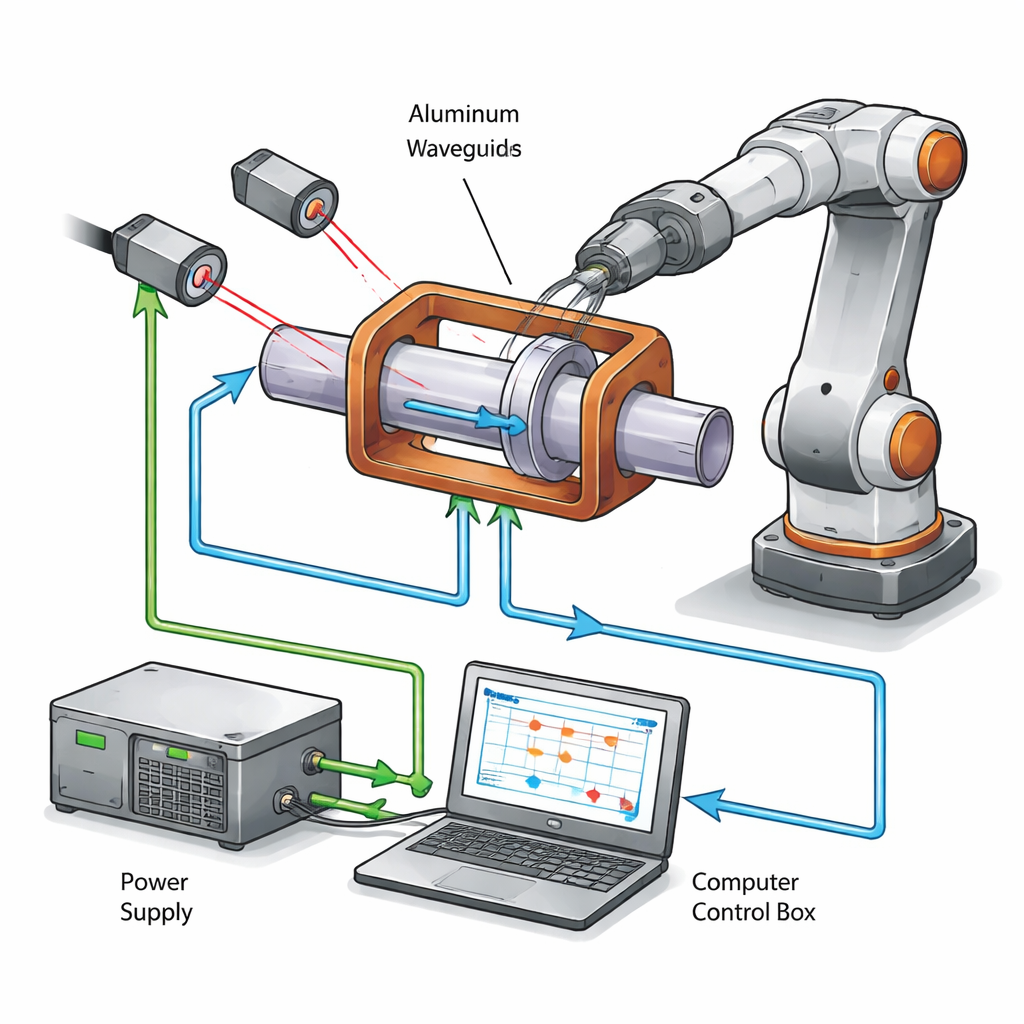
为将该双回路思想投入实际应用,作者构建了完整的自动化钎焊单元。它包括高频电源、水冷线圈、六轴机械手、用于测距的激光测距仪、双红外传感器以及用于对准监控的工业相机。所有设备由运行于工业PC上的模块化C++软件协调控制。该程序以每秒20次的频率采集温度、位置、功率和视频数据,将所有数据记录到SQL数据库,并使用斜坡率偏差和温度分布等质量指标实时评估每次钎焊周期。在对数种尺寸共120件组件的广泛测试中,双回路系统将平均温度误差降至约2摄氏度,管体与法兰之间的最大温差减半至约8摄氏度,并将合格接头率提高到97%,即使操作人员在初始设定上不够精确。
对未来航天硬件的意义
对非专业读者来说,关键结论是作者已将一种曾依赖工艺经验和操作人员技能的加热过程,转变为更可预测且具有自我校正能力的过程。通过不仅测量接头的温度,也测量热量分布是否均匀,双回路控制器能自动调整功率与位置,从而实现更清洁、更可靠且缺陷更少的钎焊接头。这种方法减少了返工与浪费,并指向未来可能采用预测算法或学习方法来为新材料与新形状微调加热参数的更智能系统。就实际意义而言,此类进展有助于确保卫星内部传输信号的“管路”在长期任务中保持稳健,从而支持地面更可靠的通信。
引用: Tynchenko, V., Martysyuk, D., Kurashkin, S. et al. Dual-loop proportional control for high-precision induction brazing of thin-walled aluminum waveguides. Sci Rep 16, 7440 (2026). https://doi.org/10.1038/s41598-026-37593-w
关键词: 感应钎焊, 铝制波导, 反馈控制, 机器人制造, 卫星硬件