Clear Sky Science · zh
基于实验验证的模拟与解析建模的分束模式下不锈钢飞秒激光烧蚀优化
更锋利的切割、更少的热影响
从医用植入物到精密工具,许多常见技术都依赖于在金属上雕刻出精细的图案。超快激光——发射出持续时间为千万分之一再千万分之一的脉冲——可用极高的精度塑形金属,但在工业上往往难以达到足够的加工速度。本研究探讨了一种更聪明的发射方式,称为“分束模式”,以便在保持超快激光优点的同时更高效地移除不锈钢材料。
把一次大闪光分解为许多微小闪光
与其向钢材表面发送一个强脉冲,分束模式将能量划分为一系列间隔仅为十亿分之一秒的更小子脉冲。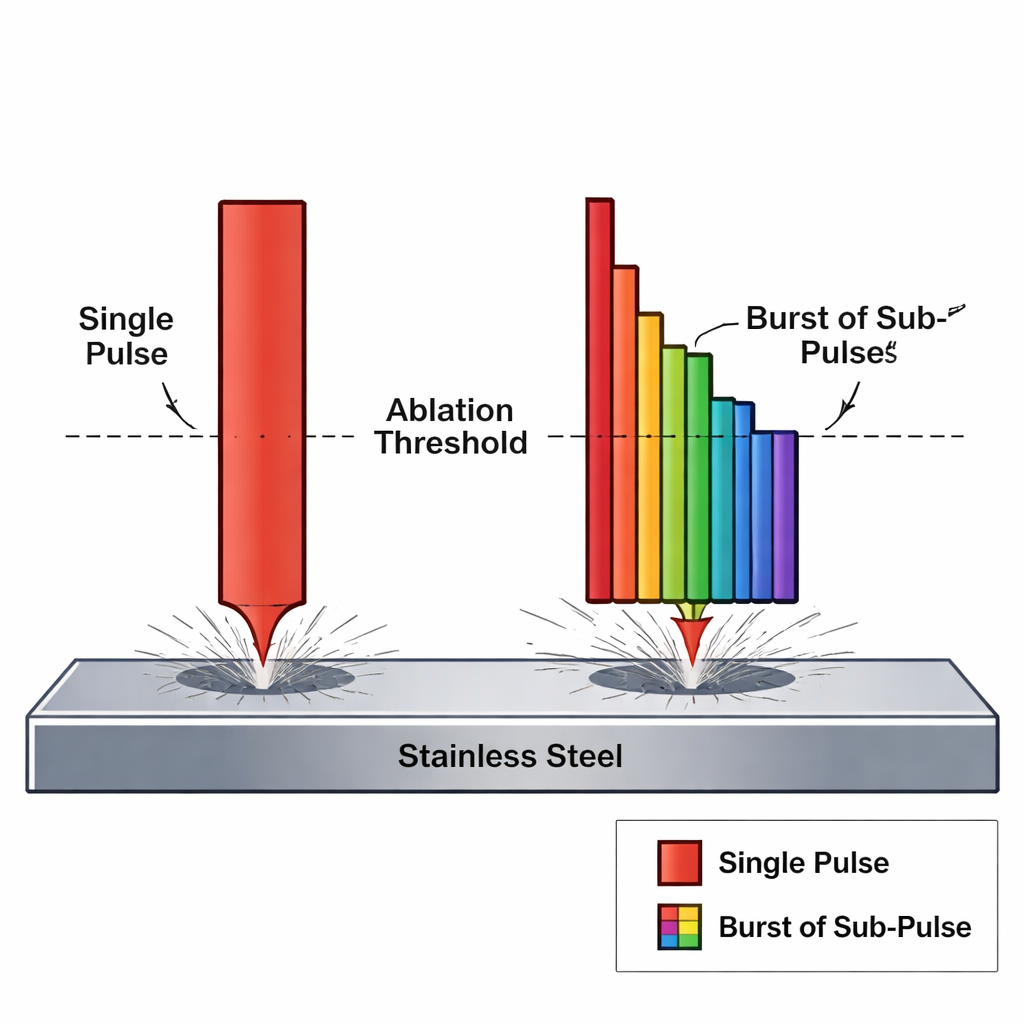
追踪金属内部的热过程
为了回答这个问题,团队采用并扩展了成熟的“双温模型”。简单来说,当超快脉冲照射金属时,电子先被加热,然后迅速将能量传递给晶格原子。研究者模拟了这一步骤性的加热过程,然后在电子与晶格温度达到平衡后切换到更常规的热扩散模型。两种模型之间的这种巧妙交接使得即便在数十个子脉冲快速到达的情况下也能进行长时尺度的仿真。计算跟踪温度如何累积、材料如何被喷发出去,以及每个子脉冲到达时表面形貌如何演变。
用实验检验计算结果
单靠模拟不足以令人信服,因此作者使用商用飞秒激光系统在分束模式下进行了受控实验。他们将不锈钢抛光至非常光滑的表面,对不同总能量和不同子脉冲数的单次脉冲束进行照射,然后用高分辨率光学轮廓测量微小坑穴。通过大量重复照射,他们对烧蚀点的深度与直径进行了统计分析。测得的趋势——随光通量与子脉冲数变化时深度如何增长、饱和或消失——随后与模型预测直接比较。
为每个微小脉冲寻找最佳点
综合结果揭示了清晰的规律。当每个子脉冲过弱时,没有材料被去除:能量低于使材料剥离所需的“阈值光通量”。当每个子脉冲的能量超过该阈值时,烧蚀深度增加并在某一明确的“最佳”子脉冲能量处达到最大值。然而如果子脉冲过强,效率反而下降——额外的能量仅仅使已被去除或已过热的材料加热,而并未进一步刻蚀更深。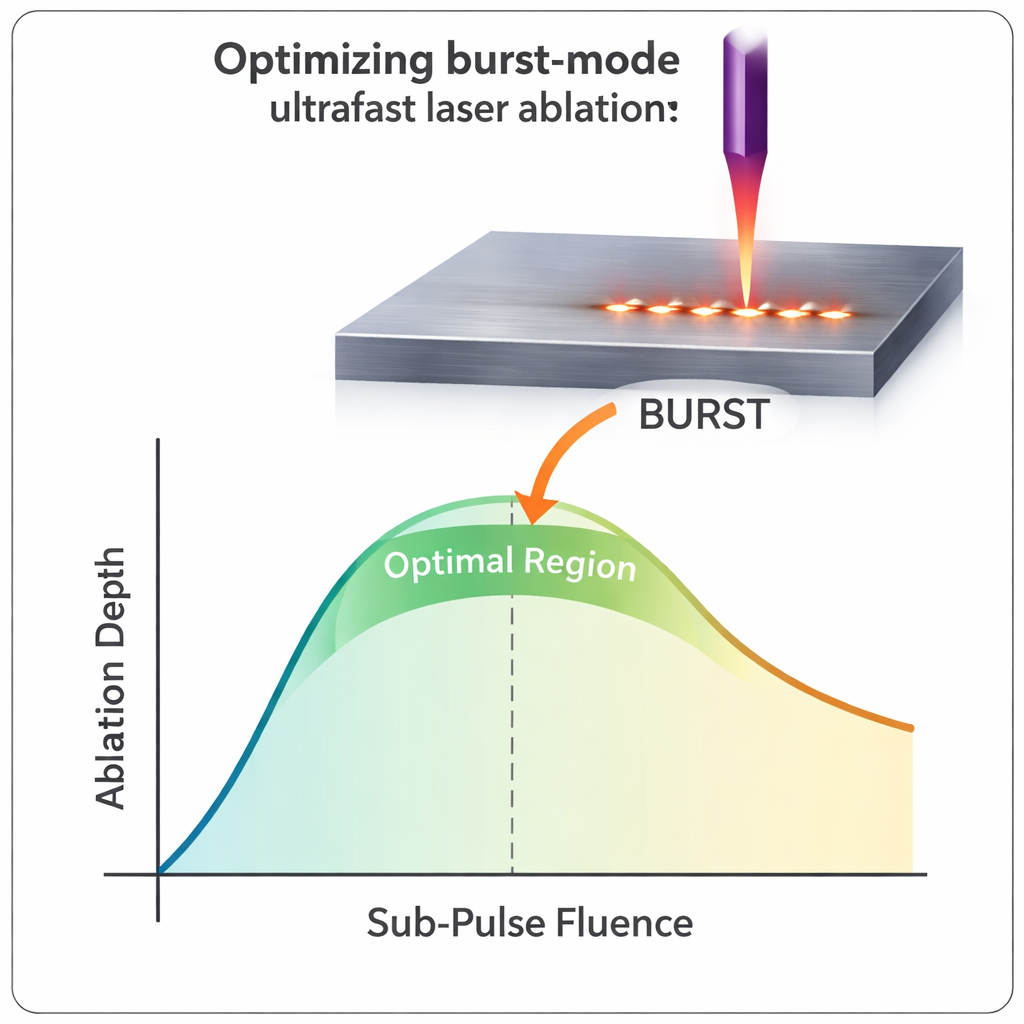
用于快速工业决策的简明公式
为使这些洞见可在工厂环境中使用,作者将详尽的仿真结果浓缩为两个紧凑的解析模型。其一使用简单的对数公式根据光通量与子脉冲数估算深度,适合快速的粗略优化。第二个模型在低能量时采用线性描述、在高能量时采用对数描述,将两者混合以在更广范围内更好地拟合数据。两个模型都识别出基本相同的子脉冲最佳能量范围,并解释了为何在高总功率情况下,将能量分成许多精心选择的子脉冲比单纯提高激光功率更有效。
对现实制造的意义
简而言之,研究表明“如何”传递激光能量与“传递多少”同样重要。对于不锈钢的超快加工,将一个强脉冲分解为一系列精心调控的更小子脉冲,能够在单位能量下移除更多材料、保持加工特征狭窄并避免过度加热。经验证的数值模型与简明公式为设备制造商和工艺工程师提供了一套工具,可用于设定分束参数,从而在未来的工业应用中实现更快、更清洁、更可靠的激光加工。
引用: Omeñaca, L., Olaizola, S.M., Rodríguez, A. et al. Optimization of ultrafast laser ablation of stainless steel in burst mode based on experimentally validated simulations and analytical modelling. Sci Rep 16, 6295 (2026). https://doi.org/10.1038/s41598-026-37443-9
关键词: 超快激光烧蚀, 分束模式处理, 不锈钢微加工, 双温模型, 激光制造优化