Clear Sky Science · zh
商用纯铝冷锻的实验与数值分析
以更少浪费塑形金属零件
从汽车车轴到飞机配件,许多日常产品都是由金属块通过挤压成形而来。这种挤压工艺称为锻造,如果随后需要大量机械加工去除多余材料,就会造成浪费。本文所述的研究探讨了如何设计铝制零件,使其在锻造后形状已接近最终尺寸,从而减少废料、能耗和成本。
接近最终形状
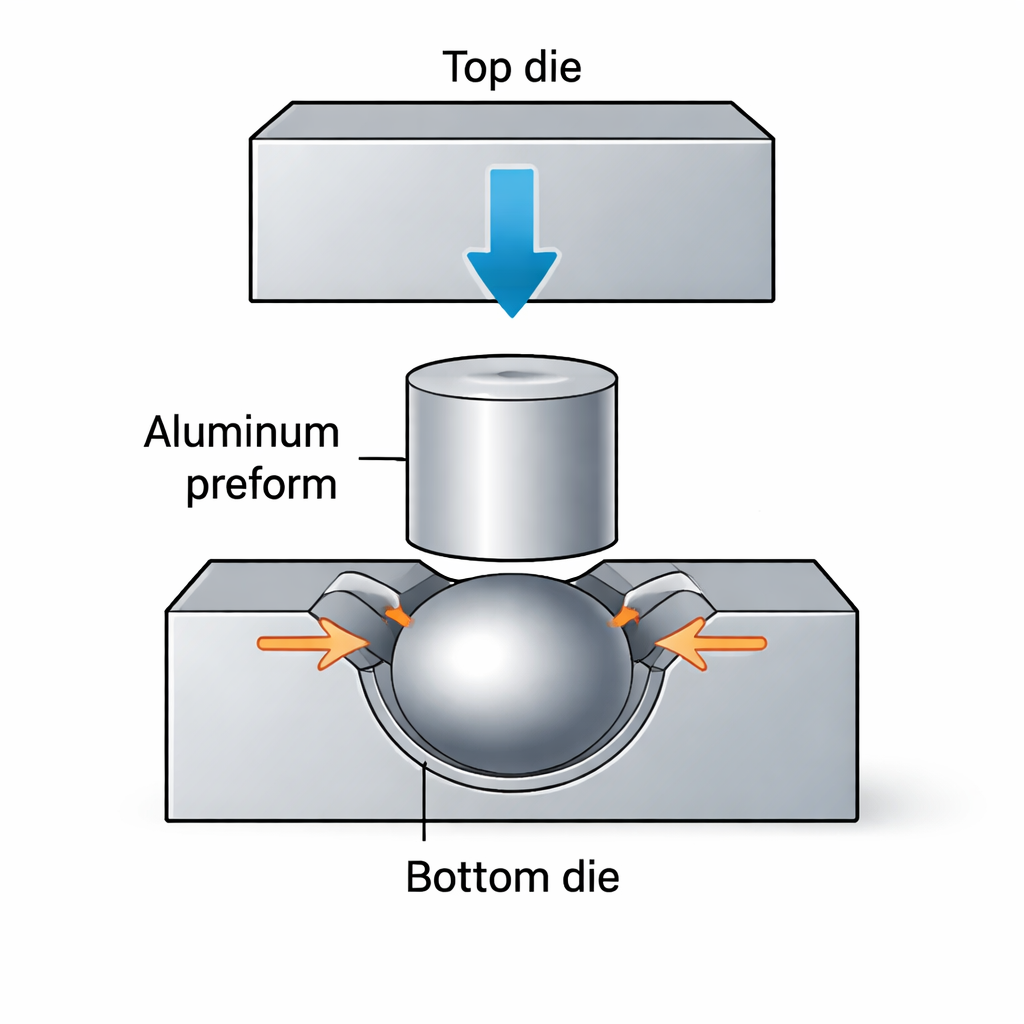
研究集中于“近净成形”锻造,即金属零件从压力机中出来时几乎可直接使用。作者使用了商用纯铝,这是一种在汽车、飞机和海事设备中常见的轻质金属。他们的目标零件是直径40毫米的金属球,成形在钢制闭模的匹配球形腔内。研究者没有在车间通过反复试错,而是利用计算机仿真来设计起始金属块——称为预成形体(preform)——以便在填满球形腔时不产生需后续修剪的飞边(薄翅状多余金属)。
测试不同的起始形状
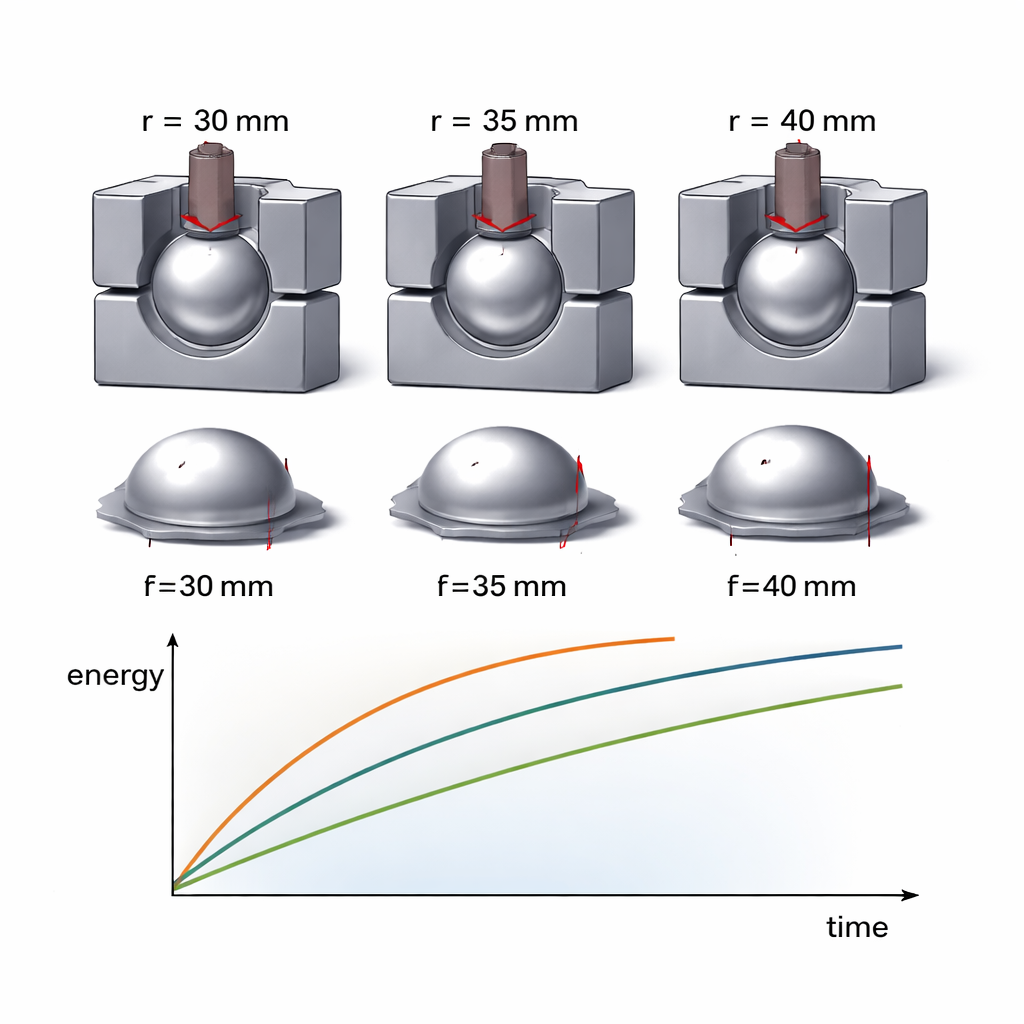
团队比较了几种使用相同铝量的预成形体设计。首先,他们查看了简单的矩形和圆柱形块。仿真很快显示,矩形块会把材料推入模具角落,产生大量飞边并导致成形零件变形。普通圆柱表现更好,但仍留下平坦区域,无法形成光滑球面。为改进结果,研究者在圆柱的一端加了圆整端面,并对这种设计的三种版本进行测试,端部曲率分别相当于半径40、35和30毫米,同时保持体积不变。采用有限元软件,他们跟踪了随着上模下压金属向外流动并进入腔体的过程。
跟踪金属流动与能量变化
计算模型显示,在锻造过程中,铝料先较容易向外扩展,随后随着腔体被填充、内部反向应力增大而遇到越来越大的阻力。对于每一种预成形体,继续挤压所需的能量随时间稳步上升,主要原因是金属与模具之间的摩擦以及金属在压缩过程中的加工硬化。在三种有圆端的圆柱中,端部半径最小(30毫米)的那种以最平顺的方式填充球形腔,并且所需能量最小。其较小的接触面积减少了摩擦及需被迫进入狭窄拐角的材料体积,从而提高了成形效率。
将计算结果与实际对照
为验证仿真是否反映真实情况,研究者在室温下使用100吨试验机和淬火钢模进行了冷锻试验。他们将铝坯加工到仿真中表现最佳的预成形体尺寸,并将其锻造成球形腔。锻件几乎为球形,无飞边且表面干净,证实了预成形体设计的可行性。然而,实际工艺所需能量约比预测高出13%,且最终球体略微偏椭圆。主要差异归因于实际金属中的摩擦更大、加工硬化更明显,而仿真中对此简化了处理。
对制造业的意义
总之,研究表明,通过精心设计的预成形体并借助精细的计算机仿真,制造商可以锻造出更接近最终形状的铝件,降低能耗并减少废料。尽管仿真无法囊括摩擦和材料行为的每个细节,但其精度足以指导预成形体设计,避免许多昂贵的试验性调整。对读者而言,关键结论是:明智的虚拟试验能让金属成形更清洁、成本更低且更精确——为汽车、飞机等要求严格领域的零件更高效的生产铺平道路。
引用: Sahu, K., Singh, M., Choudhary, H. et al. Experimental and numerical analysis on cold forging of commercially pure aluminum. Sci Rep 16, 6961 (2026). https://doi.org/10.1038/s41598-026-37220-8
关键词: 冷锻, 铝, 近净成形, 有限元仿真, 模具设计