Clear Sky Science · zh
铝–SiC 金属基复合材料电火花加工中铜电极与石墨电极的比较分析
为什么这对高科技机械很重要
从风力涡轮机到航天器,许多现代机械依赖必须承受高温和高应力的轻质金属零件。铝–硅化碳(Al–SiC)金属基复合材料满足这些要求,但用传统切削工具加工却非常困难。本文探讨一种基于放电的先进工艺——电火花加工(EDM)如何更高效地成形这些耐磨复合材料,并提出一个实际问题:在此工艺中,铜还是石墨哪种刀具材料更合适?
用火花而不是刀刃来成形金属
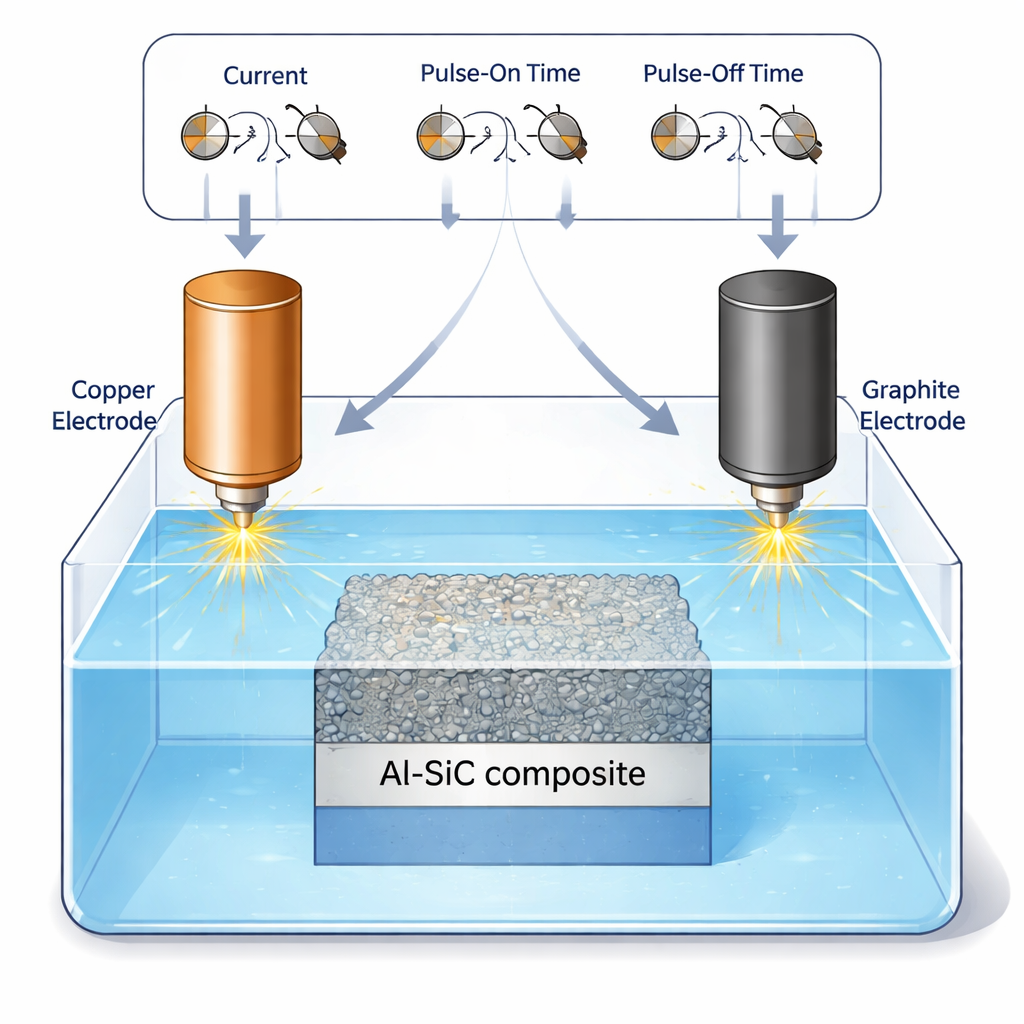
电火花加工的工作原理与铣削或钻孔有很大不同。在沉孔电火花机中,固体工具电极和工件都浸没在通常为煤油的绝缘液体中。当施加受控电压且工具与工件间隙非常小时,一系列微小的电火花跨越间隙跳动。每一次放电都将金属局部加热到数千摄氏度,熔化并汽化显微级的材料颗粒。通过扫描和脉冲这些火花,制造商可以在传统工具会迅速磨损的材料中雕刻出精确的腔体。
为什么Al–SiC复合材料既有用又麻烦
Al–SiC复合材料将常见的铝合金与硬质的硅化碳颗粒结合。铝使材料保持轻量、耐腐蚀且相对易于铸造,而陶瓷颗粒则大幅提高硬度、耐磨性和强度。这些特性使Al–SiC在高速系统的运动部件中具有吸引力,例如航空部件、高性能汽车和无人飞行器。但缺点是,正是这些增加耐久性的磨粒会迅速消耗切削工具,提高成本并限制可加工的形状。电火花加工回避了这一问题,因为火花在去除材料时,工具并不与工件表面发生物理摩擦。
将铜和石墨刀具付诸试验
研究者比较了两种常见的电火花刀具材料:高导电性的铜和耐高温的石墨。采用统计安排的实验(Box–Behnken设计),他们改变了三个主要机床参数——电流、每次放电的持续时间(通电时间)和脉冲之间的间隔(断电时间)。对每一组合,他们测量了从Al–SiC工件中去除材料的速度(材料去除率,MRR)以及刀具自身的磨损速度(刀具磨损率,TWR)。随后采用标准统计方法将真实趋势与随机噪声区分,并建立将参数与加工结果关联的数学模型。
火花揭示的性能差异
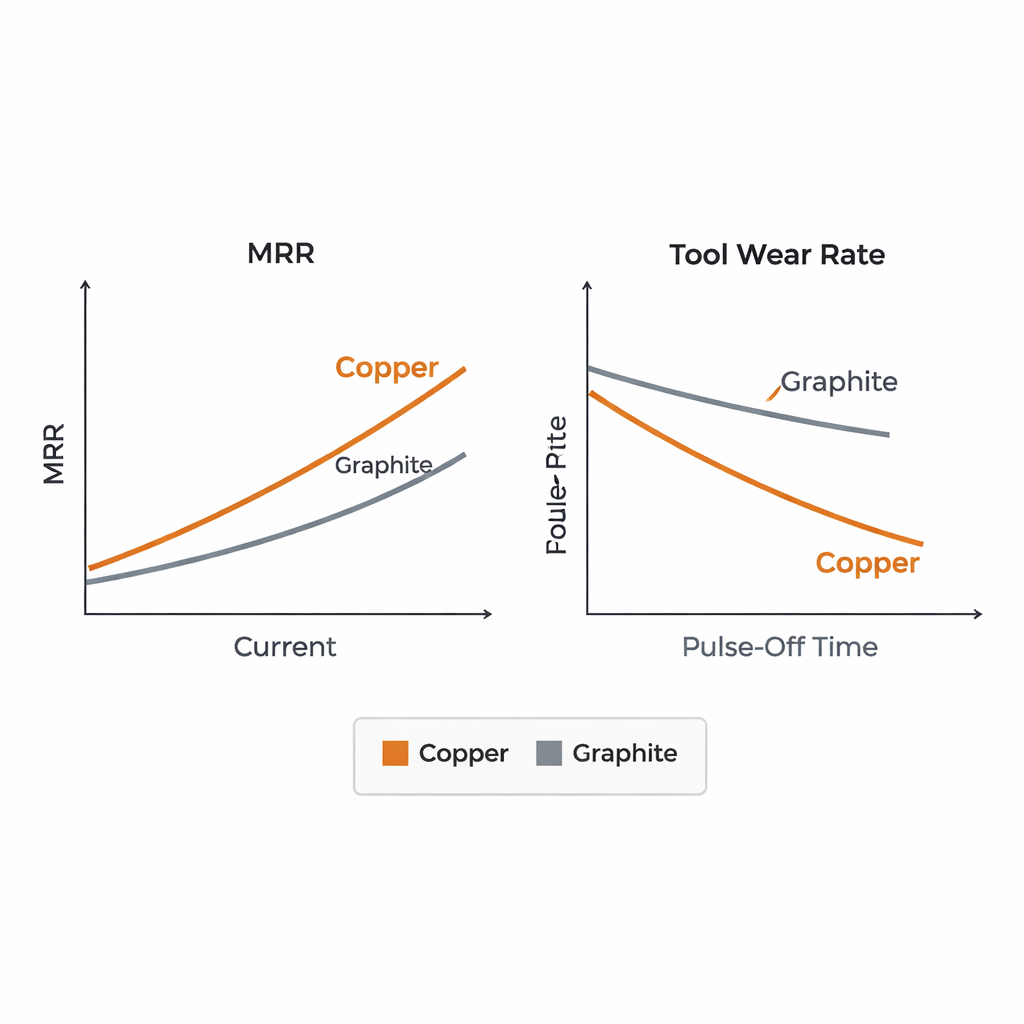
对两种刀具材料而言,更高的电流和更长的通电时间会产生更强的火花,从而提高复合材料的加工速度——但也往往增加刀具磨损。相反,更长的断电时间像是火花之间的休息,这些间歇让刀具冷却并使熔融碎屑冲走,因而一致地降低了铜和石墨的刀具磨损。直接比较两种电极时,铜明显优于石墨:在材料去除率上最高可高出约18%,而磨损则约低25%。显微图像支持了这些数据,显示加工后铜刀具表面比石墨刀具更光滑、损伤更小。
铜为何占优
铜表现优异主要源自其出色的导热和导电能力。铜能快速将每次火花产生的强烈热量扩散开来,减少局部损伤并使放电更稳定。石墨虽能耐高温,但不能像铜那样有效地带走热量,因此更容易出现局部烧蚀和坑蚀。对于像Al–SiC这样的耐热敏感复合材料,这一差异很重要:铜允许更快、更稳定的加工,并使刀具和工件的附带损伤更小。研究还指出了一个实用的高产能配方:对铜刀具而言,9 A 的电流配合适中通电和断电时间可实现最高材料去除率。
这对实际制造意味着什么
对工程师和制造商来说,结论很直接。在用电火花加工成形Al–SiC金属基复合材料时,铜电极通常是更好的选择,既能更快切削又延长刀具寿命。通过仔细调节电流和电脉冲时序——并在火花之间留出足够的间隔以限制热量积聚——车间可以更高效、低废料地加工复杂复合材料零件。这些指导有助于将实验室研究成果转化为工厂实践,推动在要求苛刻的技术中更广泛地应用先进轻量材料。
引用: Shahapur, B., Barik, D., Majumder, H. et al. Comparative analysis of copper and graphite electrodes in EDM of Al–SiC metal matrix composites. Sci Rep 16, 6729 (2026). https://doi.org/10.1038/s41598-026-37162-1
关键词: 电火花加工, 铝硅化碳复合材料, 铜电极, 石墨电极, 刀具磨损