Clear Sky Science · zh
五轴铣削中变螺距球头铣刀切削力的建模与实验研究
为何更平稳的金属切削很重要
从喷气发动机到航天器,许多现代设备都依赖于具有流线形曲面和薄壁的金属零件。这些零件必须从高强度合金中切削而成,但在加工过程中任何细微的振动或过大的切削力都会留下痕迹、削弱材料或缩短使用寿命。本研究着眼于先进制造的一个实际问题:如何预测作用在一种特殊刀具——变螺距球头铣刀上的切削力,以便更快、更精确地加工这些复杂零件,并降低发生振动破坏(啸叫)的风险?
对一种常见刀具的新视角
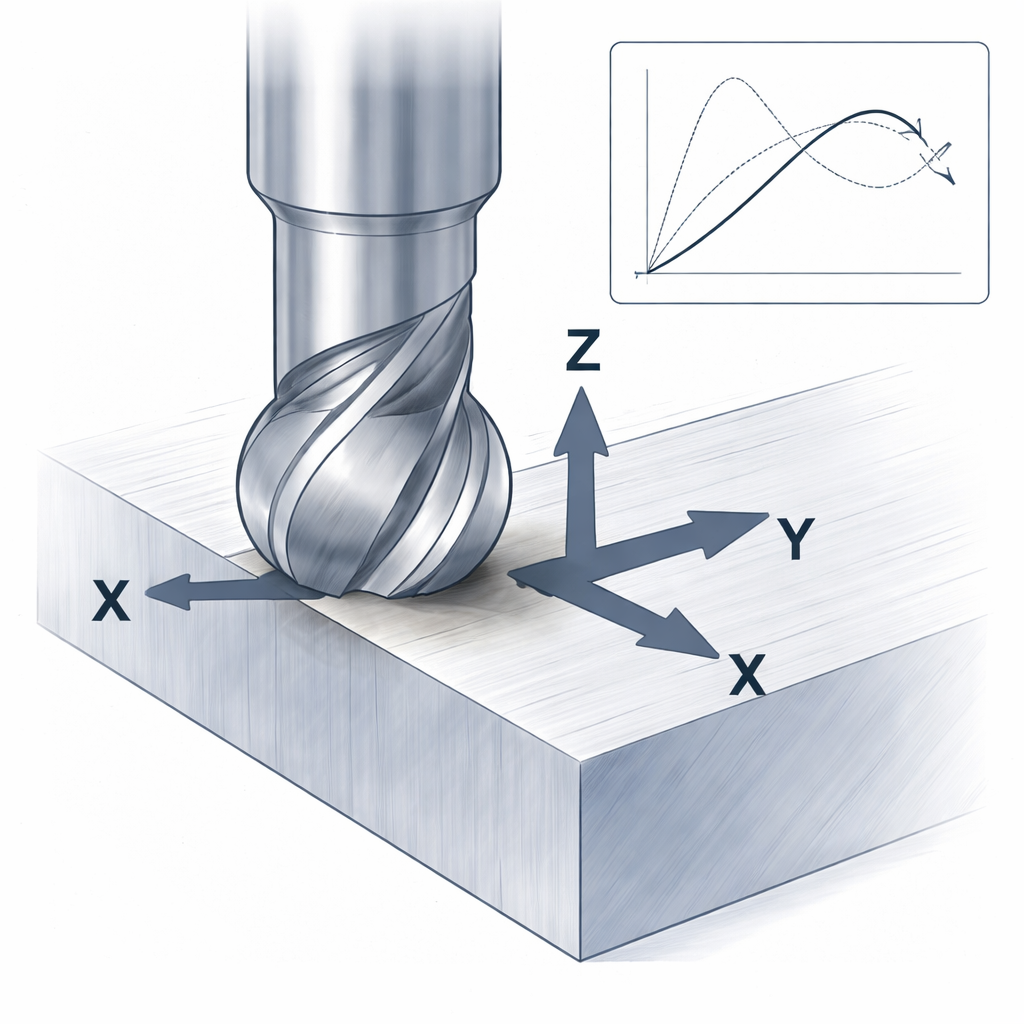
球头铣刀是常用工具,其圆形刀尖能加工出平铣刀难以到达的光滑曲面。但这一圆形几何也使其行为难以预测。切削速度在刀尖处为零,在刀侧达到最大值,在多轴加工中刀具不断倾斜和转动。另外,本研究关注“变螺距”刀具,即相邻切削刃之间的间距被刻意设计为不均匀。这种不规则间距有助于打散振动,但也使切削力的累积机制更复杂。为此,作者建立了一个详尽的数学模型,将此类刀具的几何与运动联系到实际加工中产生的力。
描绘刀具与金属之间看不见的接触
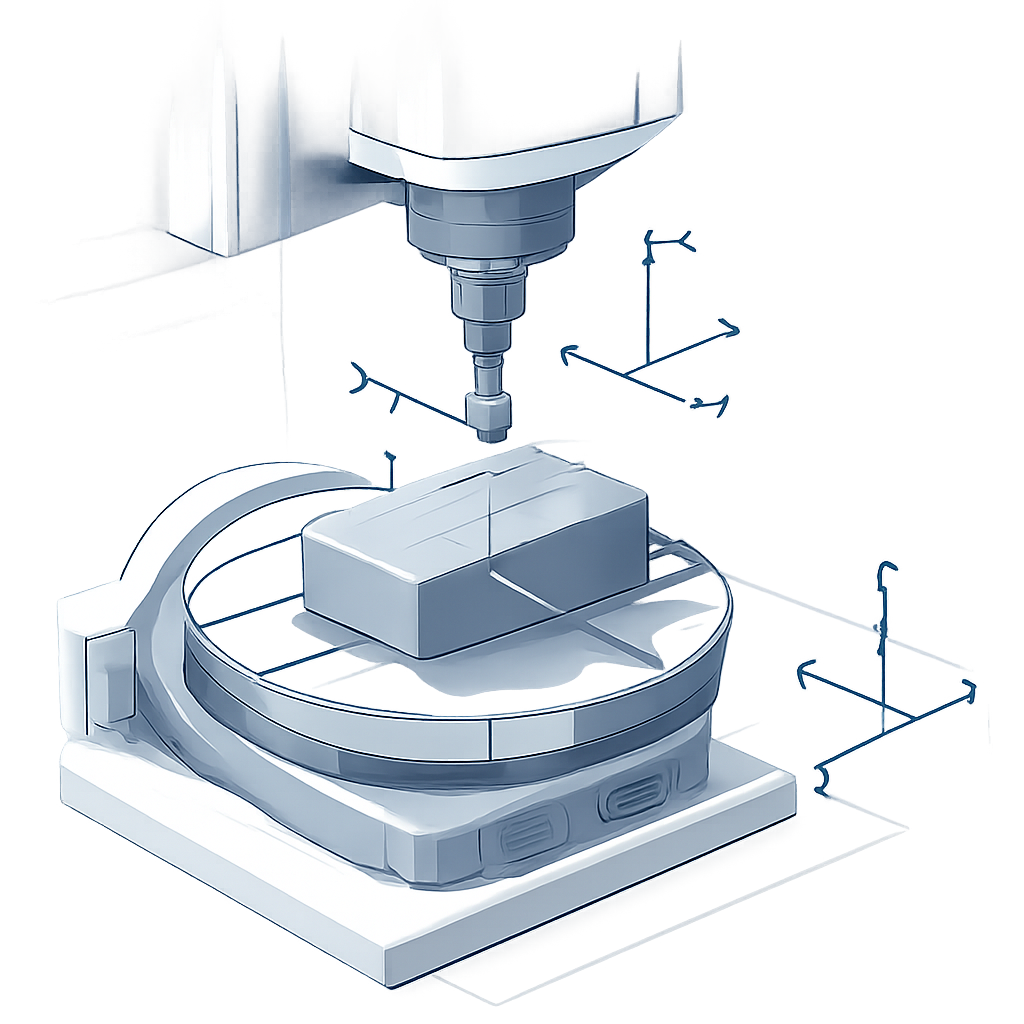
该工作的核心是对切削刃与工件如何接触进行精确描述。作者定义了若干坐标系:一个附着在机床上、一个在工件上、一个在刀具上,以及一个随进给方向的坐标系。通过这些参考系,他们精确描述了在任意时刻切削刃上每一小段在空间中的位置。作者没有直接追踪完整的三维移动接触区(那将极为复杂),而是将啮合区域投影到垂直于刀轴的平面上。这个巧妙的简化使他们能够为切削刃的每一个微小片段确定位入和退出材料的角度以及切入深度。
从微小单元构建切削力
一旦确定了接触情况,研究将切削刃视为沿刀轴方向的一系列微小单元。对每个单元,模型计算将形成的切屑厚度以及该段刃长。局部切削力被分为两部分:一部分来自金属的剪切,另一部分来自作为摩擦与挤压作用的较小“犁削”效应。这些元素力沿切向、径向和轴向三个方向表示,然后转换到刀具的X、Y、Z方向并在整个切削刃上累加。由于变螺距刀具不同齿的进给条件不相同,模型还逐齿调整切屑厚度,从而捕捉不规则间距如何重塑力的分布并有助于阻尼振动。
从方程到真实的钛屑
模型只有在符合现实时才有用,因此研究团队对钛合金板进行了受控铣削试验——钛合金因其强度和耐热性被广泛用于航空航天。他们在五轴机床上使用一把四齿变螺距球头刀,并用高精度力传感器测量三个方向的切削力,同时改变切削深度和每齿进给量。与常见的全槽切削不同,他们采用了类似实际精加工的浅切走刀,在这种情况下通常一次只有一个刀齿在切削。由这些测量,他们提取了各齿的平均力并用以校准方程中未知的切削力系数,使模型能适配刀具与材料的实际行为。
预测的准确性如何
在校准系数后,作者使用与实验相同的切削条件进行了仿真,并将预测力与测得力直接比较。三个方向上的波形、峰值与谷值都高度一致,详尽的误差分析表明最大误差不超过6.74%。这一精度足以支撑诸如选择安全切削参数、避免啸叫以及优化刀具设计等实际任务。研究还展示了改变刀具倾角如何重塑接触区域并改变球头上受载的位置,为工艺规划人员提供了更直观的理解。
对未来加工的意义
对非专业读者而言,结论是:这项工作提供了一种基于科学的方法,能在实际切削前预测复杂刀具的表现。通过结合几何洞察、切屑形成物理和针对性实验,作者为多轴精加工中的变螺距球头铣刀建立了一个切削力模型。这有助于制造商在不牺牲表面质量的情况下加大机器的加工力度,缩短反复试验的时间,并设计出能抑制振动的刀具与刀路。从长远看,此类模型有助于更可靠地生产用于飞机、涡轮和其他高要求技术中的轻量高性能零件。
引用: Tian, W., Zhou, J., Ren, J. et al. Modeling and experimental study of cutting forces of a variable pitch ball-end cutter in five-axis milling. Sci Rep 16, 6541 (2026). https://doi.org/10.1038/s41598-026-36982-5
关键词: 五轴铣削, 变螺距刀具, 球头铣削, 切削力建模, 钛合金加工