Clear Sky Science · zh
使用PSO和TLBO框架对Hastelloy C276切削参数的基于数据的优化
为什么这种难加工合金很重要
从喷气发动机到化学反应器,许多关键系统依赖那些能抵抗极高温度和强烈化学腐蚀的金属。Hastelloy C276 就是这种“超级”合金之一,但它的韧性也使得将其加工成精密零件既困难又昂贵。本研究探讨如何通过将先进冷却方法与智能计算优化相结合,更清洁、更经济且更可持续地切削这种顽固金属。
保持切削区低温的四种方法
研究者关注铣削工艺,即用旋转刀具在Hastelloy C276工件上铣出平面。他们比较了四种不同的冷却和润滑方式:完全干切(不使用任何冷却液)、使用最小量润滑的细油雾(MQL)、在细油雾中加入纳米陶瓷颗粒的增强型纳米MQL(nano-MQL),以及喷射极冷的二氧化碳(低温CO₂)。通过16个有结构安排的试验组合,他们改变了刀具转速和每转切削量。每次试验都测量了在工厂车间实际关心的四个结果:加工表面粗糙度、切削力、刀具磨损速度和切削区温度。 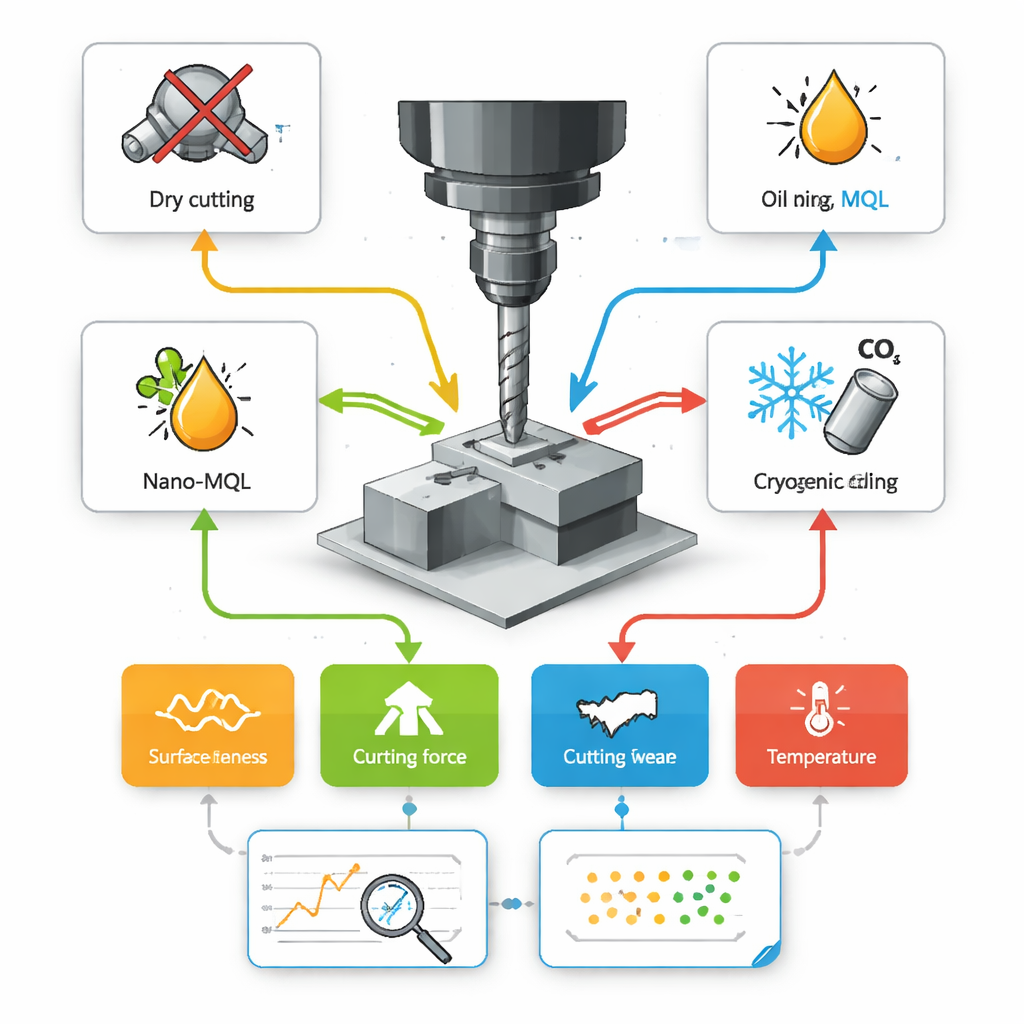
刀具与表面发生了什么
正如预期,提高切削速度和加大送刀量会导致切削力增大、温度上升以及刀具更快磨损。显微图像显示合金的微小碎屑会粘附在刀刃上然后被撕裂,形成粘着磨损;合金中的硬质颗粒像砂纸一样划伤刀具,造成磨粒磨损。这些损伤模式在各类条件下均有出现,但在低温CO₂冷却下严重程度明显减轻。冷的CO₂“雪”冲击刀具-切屑界面,迅速带走热量,降低金属与刀具发生焊接的倾向。这不仅减缓了刀具磨损,还帮助保持更锋利的刀刃,从而产生更光滑的工件表面。
冷却方式如何改变力与温度
研究显示干切效果最差:表面粗糙、切削力大、刀具温度高。MQL和纳米MQL改善了润滑,在摩擦和温度上带来了适度降低,但受限于油滴到达刀具与切屑交界处的能力。低温CO₂则更为突出。与干切相比,它将表面粗糙度和切削力降低约30–40%,并显著降低温度和刀具磨损。这归因于高压CO₂通过小喷嘴膨胀时形成的冷“雪”喷雾,具有很高的冷却能力。这些“雪”短暂滞留在切削区,带走大量热量且不会在工件上留下油性残留物。
让算法选择最佳参数
选择合适的切削速度、进给率和冷却方式是一项权衡:某些参数可能带来平滑表面但加速刀具磨损,而另一些则能延长刀具寿命但降低生产速度。为了解决这些权衡,团队使用了两种自然启发的计算算法。一种是粒子群优化(PSO),模仿鸟群寻找食物的行为;另一种是教学学习型优化(TLBO),模拟课堂中学生在教师与同伴之间的学习过程。研究者要求这两种算法寻找能同时最小化表面粗糙度、切削力、刀具磨损和温度的切削条件。在大量模拟试验中,PSO更经常接近最优解,而TLBO以更少的计算量更快找到良好解。无论哪种算法,推荐的“最佳点”都倾向于中等切削参数并配合低温CO₂冷却,实验验证了这些预测的准确性。 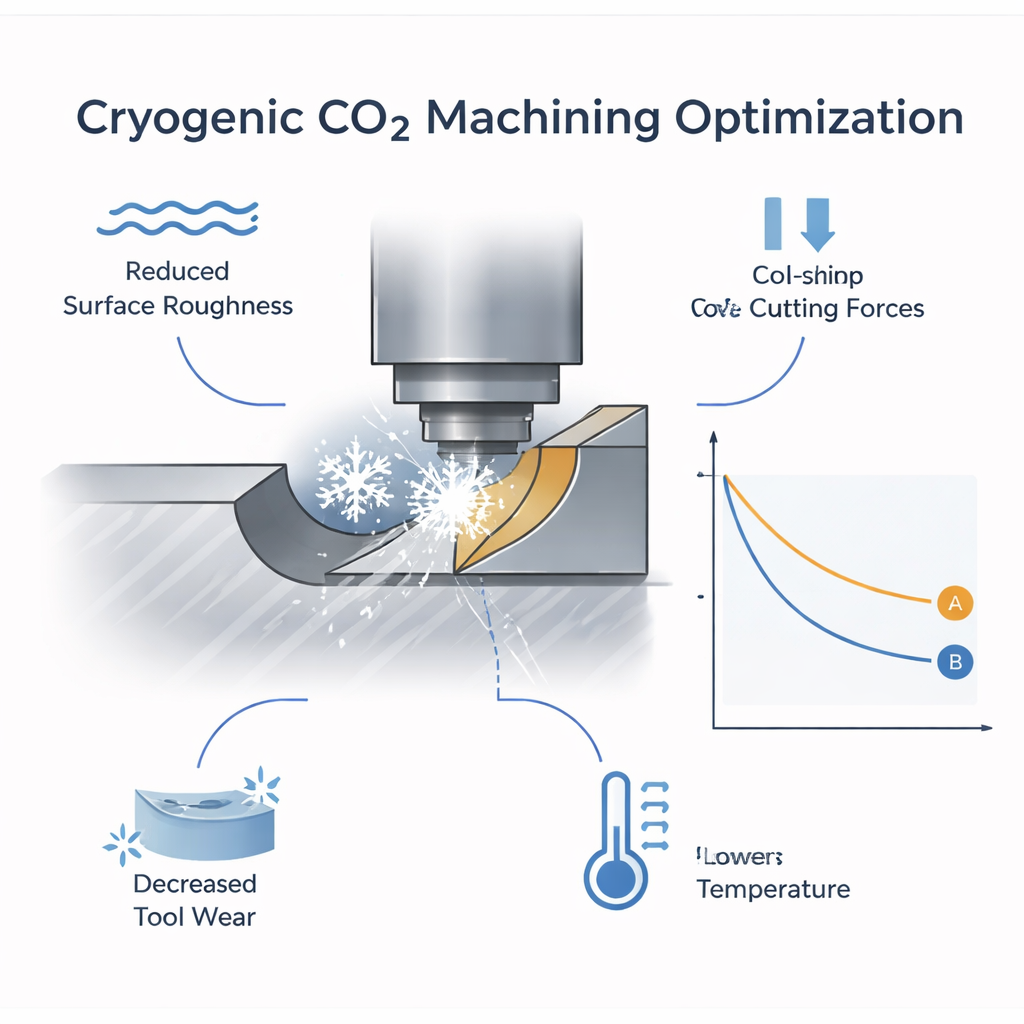
对实际制造的意义
对于加工Hastelloy C276的工厂而言,这些发现提供了一举两得的好处:更好的零件质量和更长的刀具寿命,并以更清洁的方式实现。基于数据优化指导下的低温CO₂冷却,使企业能够减少传统油基冷却液的使用——这些冷却液在处理和处置上既脏且麻烦——同时仍能保护刀具和表面。通俗地说,研究表明将极冷的干燥CO₂“喷雾”与智能算法结合,可以把一项困难且昂贵的切削任务转变为更可预测、高效且更环保的工艺。
引用: Abualhaj, M.M., Venkatesh, B., Parmar, K.D. et al. Data-driven optimization of machining parameters for Hastelloy C276 using PSO and TLBO frameworks. Sci Rep 16, 5280 (2026). https://doi.org/10.1038/s41598-026-36275-x
关键词: Hastelloy 加工, 低温二氧化碳冷却, 最小量润滑, 刀具磨损减少, 进化优化