Clear Sky Science · zh
通过熔融沉积建模制造氧化铝陶瓷零件的工艺参数优化
为什么更坚固的3D打印零件很重要
随着3D打印从爱好者玩具走向真正的工业部件,制造商希望零件不仅易于成形,还要具备高强度、耐高温和长寿命等特性。像氧化铝这样的陶瓷已经是发动机、电子和医疗器械中的常用材料,但它们以难加工著称。本研究探讨如何使用常见的台式打印机可靠地3D打印氧化铝零件,提出一个可供他人遵循和比较的分步配方,类似于针对高难度原料的标准化烘焙方法。
把塑料打印机变成陶瓷工具
研究人员使用的是熔融沉积建模(FDM),这是许多消费级打印机的基础技术——将塑料丝熔化并以细丝沉积。与普通塑料不同,他们向打印机供给一种复合丝材,将氧化铝陶瓷粉末与可去除的聚合物粘结剂混合。打印后必须对塑料进行清洗和烧除,留下致密的陶瓷件。由于温度、速度或层厚等微小变化就可能导致打印件翘曲、开裂或失去细节,团队的主要目标是建立一个结构化流程,以找到这种棘手材料的可靠参数并记录零件的行为。
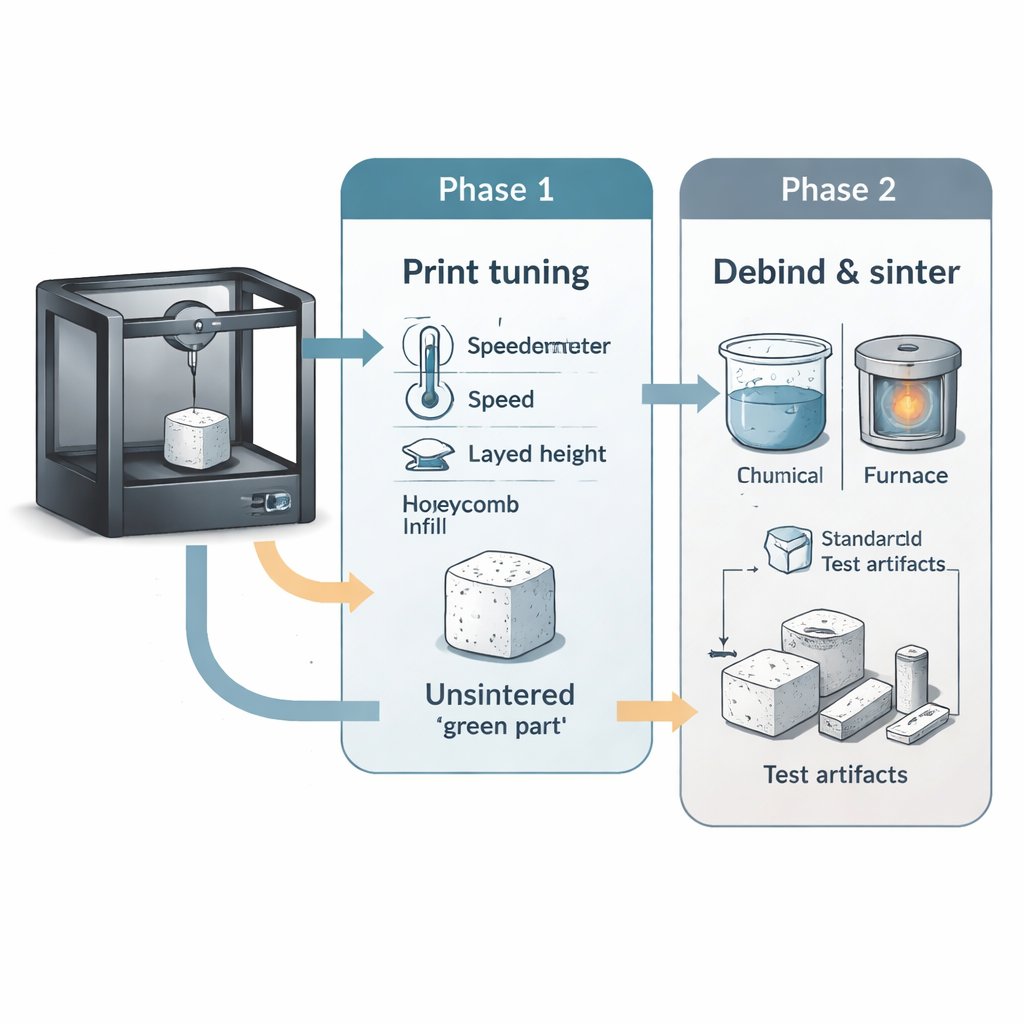
提升打印质量的两阶段配方
优化分为两个阶段。在第一阶段,团队仅关注打印步骤,处理尚未经历化学或热处理的“绿体”零件。他们打印简单的测试形状,并通过多次迭代调整喷嘴温度、喷床温度、打印速度、层高、壁厚和填充图案。将打印速度远低于常见塑料的设置并选择适中的层高(0.15 mm)被证明对获得一致的壁面和平整的底面至关重要。他们还微调喷嘴与构建板之间的间距,以避免底表面出现间隙或被压扁的层。
为收缩和高温调整零件
第二阶段将打印件进行完整的陶瓷工艺:先在丙酮化学浴中溶解部分粘结剂,然后在炉中进行漫长且严格受控的热处理以去除剩余粘结剂并在约1550°C下烧结氧化铝。这些步骤会使零件在每个方向上大约收缩五分之一,并可能引入翘曲或裂纹。为应对这些问题,团队系统地改变设计缩放因子、底部和顶部实心层数、壁线数量以及内部填充密度和图案。由此他们得出一组缩放值和结构设置,使零件在后处理过程中既能保持足够的厚度与强度以免塌陷,又不过于致密以致溶剂或气体被困。
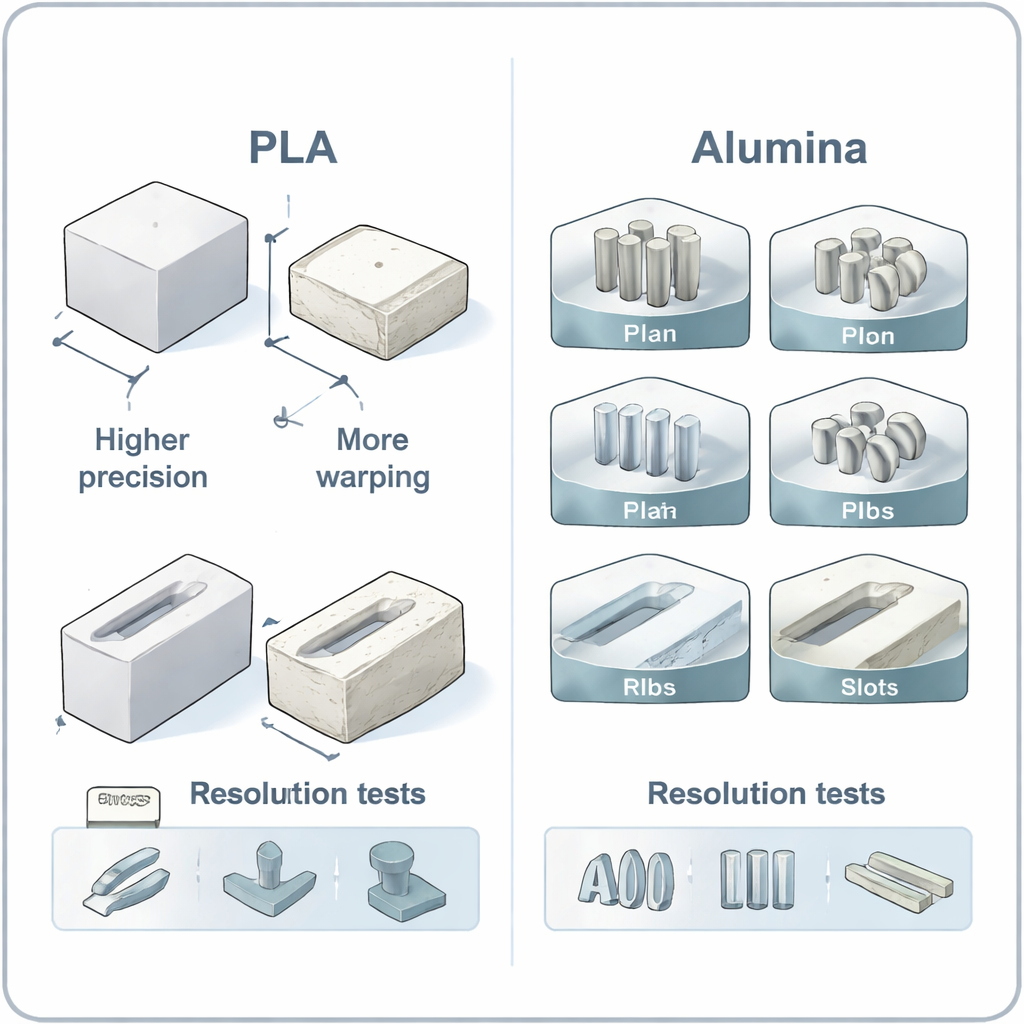
对工艺进行验证
为评估优化设置的效果,作者打印了国际ISO标准中定义的标准化“测试构件”。这些形状检测三项实用特性:整体尺寸精度、打印机仍能形成的最小特征(分辨率)以及表面质量,包括倾斜悬垂面的表现。他们分别用氧化铝和常见塑料PLA在各自的最佳设置下制造完整套件。细致测量显示,氧化铝零件通常在高温炉处理后收缩和扭曲更多,导致三个轴向的精度下降。PLA可以打印出的细针和微小孔在氧化铝处理中可能会变形、在溶剂与热处理过程中消失,或在烧结时熔合闭合。
对实际应用的意义
对非专业人士来说,主要结论是:确实可以在FDM风格的3D打印机上生产功能性的氧化铝陶瓷零件,但它们尚不能达到打印良好的塑料件在精度和表面光洁度上的水平。这项工作提供了一个清晰且可复现的路径,用于调整温度、速度、壁厚与填充设置以及缩放修正,并指出了当前的局限:加热过程中的翘曲、极小细节的丧失以及陡峭悬垂处更粗糙的表面。通过将这一优化工作流形式化并指出在去粘结和烧结阶段仍存在的薄弱环节,研究为产业界和研究者提供了一个将低成本打印机转变为更能胜任陶瓷制造工具的具体起点。
引用: Meana, V., Meana, L., Cuesta, E. et al. Process parameter optimization for alumina ceramic parts manufactured by fused deposition modelling. Sci Rep 16, 6072 (2026). https://doi.org/10.1038/s41598-026-36153-6
关键词: 陶瓷3D打印, 熔融沉积建模, 氧化铝, 工艺优化, 增材制造