Clear Sky Science · zh
使用多尺度卷积变分自编码器对薄板零件进行质量预测
为何保持薄金属零件的形状至关重要
从飞机肋板到汽车车身骨架,许多现代机器依赖必须加工到极其精确尺寸的薄金属零件。如果这些零件变形或尺寸稍有偏差,就可能产生振动、加速磨损或提前失效。然而,要实现高精度制造并不容易:材料在切削力作用下会弯曲,而工程师在加工过程中能测到的信号通常短、噪声大且复杂。本文研究了一种人工智能模型如何实时监测这些力信号,并可靠地预测薄板上每个微小特征是否能满足尺寸公差,从而有望减少检验时间和报废率。
切削时会弯曲的薄板
薄壁零件因轻巧且强度高而备受青睐,这对航空航天和汽车应用尤为重要。它们的缺点是,在加工时有点像音叉:随着刀具去除材料,低刚度的壁体会发生弯曲并回弹,导致细微的尺寸误差。传统的计算仿真可以估计这些变形,但在面对快速变化的切削力和零件之间的差异时表现欠佳。加工后的高精度量具直接测量虽然准确,但速度慢且无法在加工前阻止错误发生。因而,制造商转向以数据为驱动的方法,试图学习切削条件、传感器信号与最终零件质量之间的复杂关联。
教神经网络解读切削力
作者提出了一种专用神经网络,称为Multi-SPP-VAE,它将原始切削力信号转化为对薄铝板上每个小槽或孔的尺寸误差预测。在实验中,他们加工了25块6061铝板,每块板上有一个圆孔和五个矩形槽,在多种主轴转速、进给速率和切削深度组合下进行加工。高精度动力测力计高速记录三轴切削力,而坐标测量机随后捕获每个特征的真实尺寸。模型面临的挑战是从许多短时段的嘈杂力信号中学习出每个特征最终会过长、过短、过宽或过窄多少。
从多时间尺度观察信号
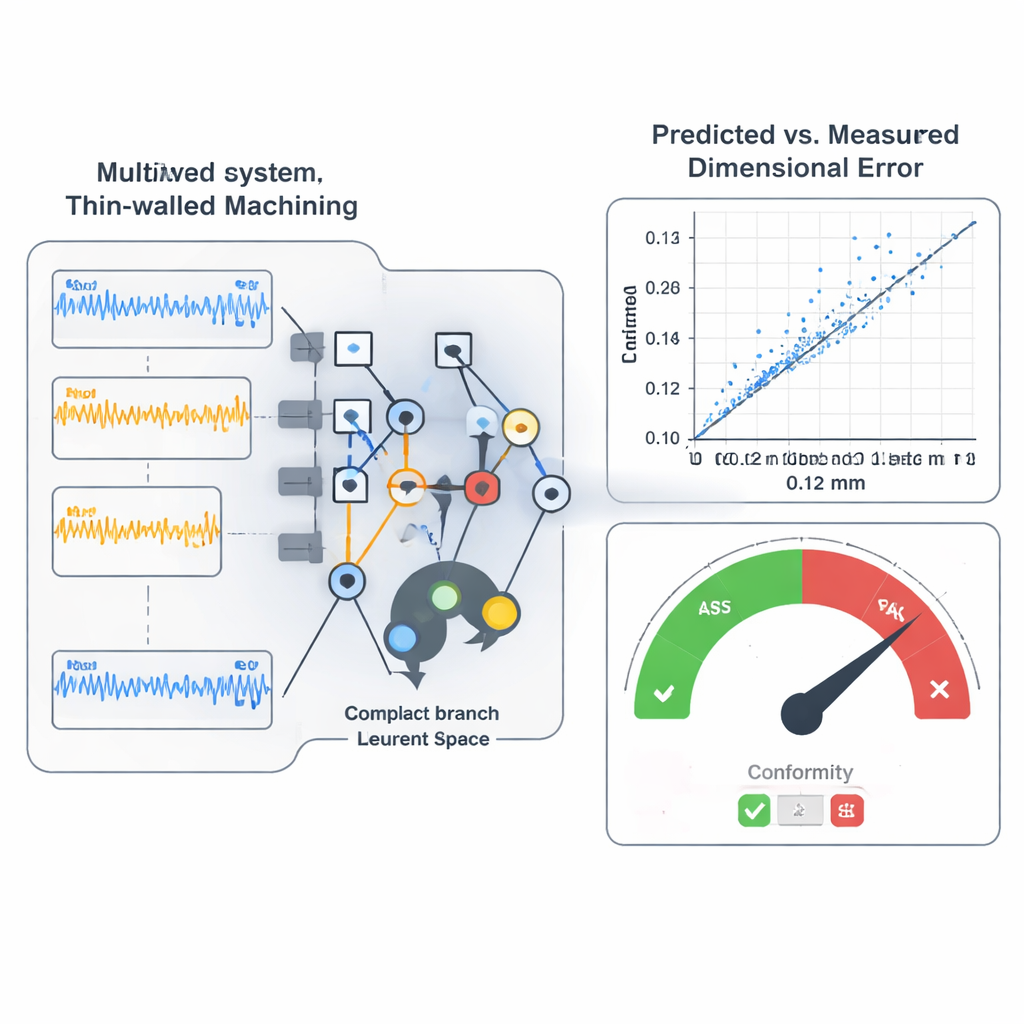
系统的核心是一个多尺度特征提取器。网络并非用单一“镜头”观察力信号,而是将每个时间窗口通过若干并行分支处理:一个分支关注细微的高频细节(如刀具突入时的冲击),另一些分支则捕捉刀具沿壁体扫过时的较慢趋势。这些分支被组合成一个紧凑的内部编码,保留最有信息量的模式并抑制低层噪声。关键是,这一编码不仅用于重构输入;它还直接用于预测测得的尺寸误差,从而使模型专注于确实影响精度的模式。
将工艺参数与传感器数据融合
加工质量不仅取决于切削力,还取决于机器设置。为反映这一点,模型将基于力的学习编码与关键工艺参数融合:主轴转速、进给速率和切削深度。这些数值被输入到网络的内部表征中,而不是作为事后补充处理。这使得单一模型可以处理多种切削条件,而不会对某一偏好工况“过拟合”。另一个优化步骤使用受灰狼捕猎行为启发的搜索方法,自动调整学习率和正则化参数。该自动化使模型更易重复、便于部署,减少工程师通过反复试错来调整参数的负担。
预测有多准确和可靠?
为检验稳健性,作者通过不同方式将力迹切成重叠窗口来生成多个数据集,并将他们的模型与常见替代方法(如传统卷积网络和循环神经网络)进行比较。在所有数据集中,Multi-SPP-VAE均实现了更低的预测误差和更稳定的运行结果。就实际应用而言,在±0.02 毫米的公差带下,它对坐标测量机的合格/不合格判定的重现率约为93%。大多数不一致发生在公差边界附近,此处仅几微米的偏差就可能改变判定。重要的是,所选网络规模可在配备中端显卡的标准工作站上实时运行,使其适用于在线过程监控,而不仅仅是离线分析。
这对未来智能工厂意味着什么
对非专业读者来说,关键结论是:这项工作展示了精心设计的人工智能如何充当精密加工零件的实时质量检验员。通过将对切削力信号的多时间尺度丰富视角与当前机器设置的信息相结合,所提出的模型能预测薄板上每个特征是否可能在公差范围内,其性能已通过严格的实验室测量得到验证。尽管研究聚焦于具有特定槽和孔的铝板,但该方法指向更智能的加工系统,能够实时调整切削条件、减轻后段检验负担,并在零件进入服役前识别出临界边界件。
引用: Su, X., Liu, Y. & Li, J. Quality prediction using multiscale convolutional VAEs for thin plate parts. Sci Rep 16, 5499 (2026). https://doi.org/10.1038/s41598-026-35186-1
关键词: 薄壁加工, 尺寸精度, 切削力信号, 深度学习预测, 智能制造