Clear Sky Science · zh
用于钣金成形的聚合物增材制造模具:模拟与实验相结合的研究
为什么金属用塑料工具可能与您有关
从汽车到厨房电器,现代产品依赖于被切割和成形为零件的金属板。传统上,用于压制和弯曲这些金属板的笨重工具由钢制成,且加工成本高、周期长。本研究探索另一条路径:使用由3D打印制造的高强度塑料工具来成形真实的钢和铝板。如果这类工具在小批量生产中证明足够精确和耐用,制造商就能更快、以更低成本并减少浪费地试制新设计——这些好处最终会通过更便宜、更定制化的产品传递到消费者处。 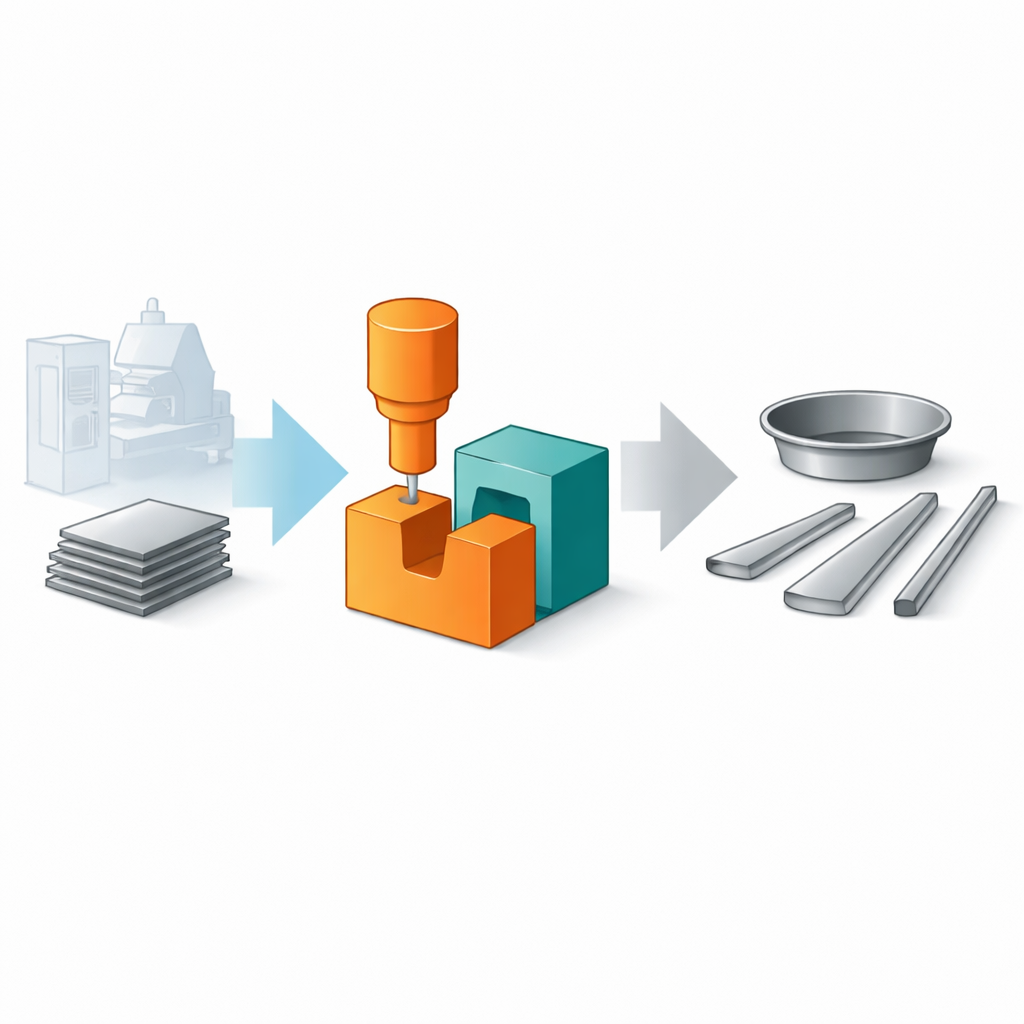
从数字设计到塑料成形工具
研究者聚焦于两种常见的成形步骤:拉深成形浅杯和将金属条弯成V形。研究中没有使用传统的钢制模具,而是用两种工程塑料3D打印了冲头和模具。在杯形拉深中,他们采用了一种韧性较高的聚乳酸改性材料(PLA Pro);在V弯中,则使用常见于耐用消费品的ABS塑料。借助工业级熔融沉积建模(FDM)打印机,他们精心调整了层厚、填充形状与温度等参数,使打印出的工具具有良好的刚性、尺寸稳定性,并足够承受冲床中反复加载的强度。
在虚拟世界测试金属成形
在进入车间之前,团队构建了两种工艺的详细计算模型。通过有限元分析,他们预测了两种常用钣金——不锈钢 SS304 和铝合金 AA6061——在不同模具圆角、板厚和载荷下的变形、增薄或失效情况。模拟还评估了塑料工具本身会承受的应力与挠度。在杯形拉深的数字实验中,结果显示采用6 mm的冲头圆角和1 mm的板厚能够取得良好平衡:金属顺利流入模具,增薄保持在常见的公认安全限度内,且塑料冲头和模具的应力仍在其强度裕度之内。
将3D打印工具投入使用
基于这些优化参数,团队在液压压力机上进行了系统试验。使用PLA Pro的模具对1 mm厚的钢和铝圆盘进行了杯形拉深实验,并在有无压边环控制起皱情况下都进行了测试。与此同时,用ABS打印的V形模具和冲头将相同材料的金属条弯成30°、45°和60°的角度。在数十个样件中,他们测量了力、成形后的形状、壁厚以及常见的成形缺陷如起皱、裂纹或撕裂。随后,他们将这些测量结果与计算预测进行了比较,检验实际的载荷—位移曲线与成形形貌与虚拟模型的吻合程度。 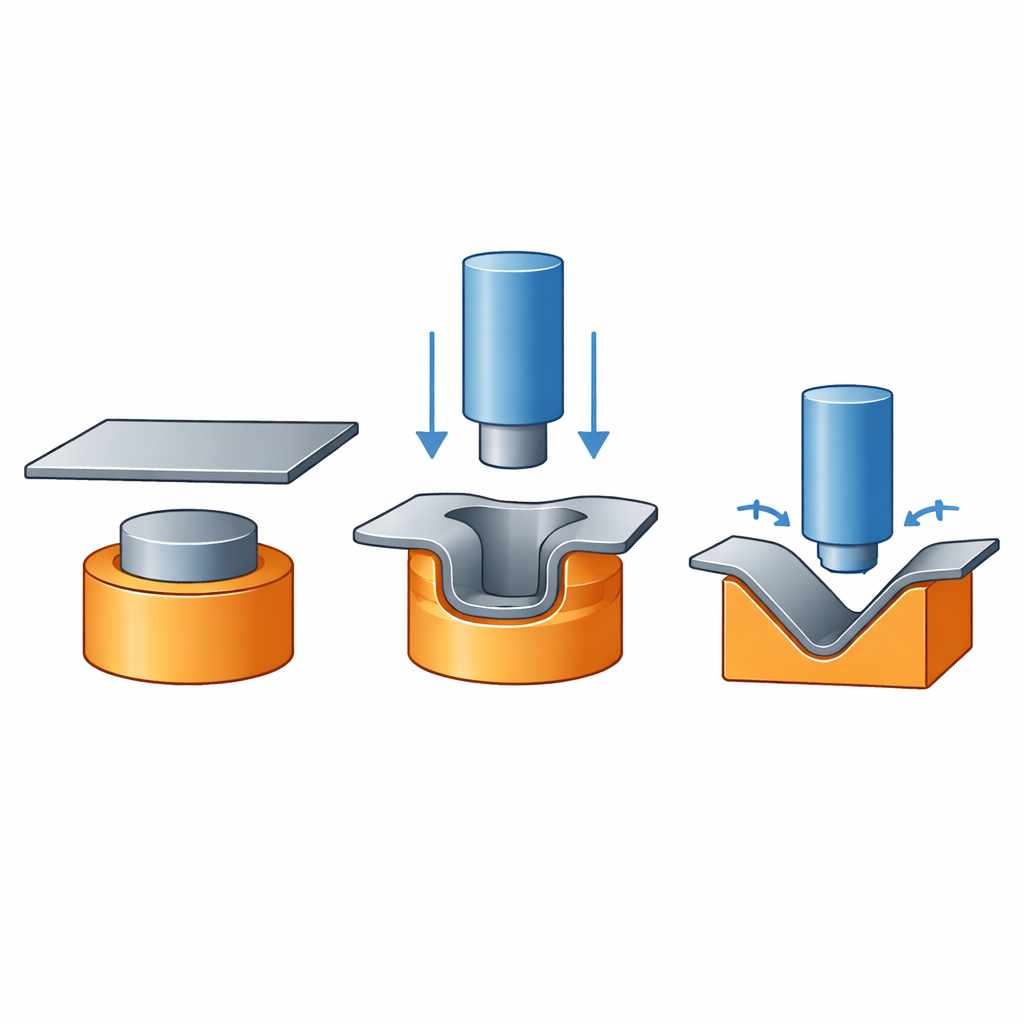
塑料工具表现如何?
结果令人鼓舞。在杯形拉深中,两种金属均可成形且未出现明显裂纹或严重表面缺陷,壁部的最大增薄保持在普遍接受的安全范围内。不锈钢需要更高的力,但厚度更均匀且在失效前具有更大的安全裕度;铝则所需力较小,但在冲头弯曲处增薄更明显。在V弯中,塑料工具产生的角度和弯曲长度与理论与模拟的差异仅为几百分之几——在大多数原型或小批量场景下可忽略不计。3D打印工具的磨损也较为有限:ABS模具在多批弯曲后仅出现轻微抛光和擦痕,PLA的杯形工具主要在更高强度使用后出现退化,作者将此归因于工具寿命限制而非一次性失效。
在保持精度的同时节省时间与成本
由于塑料比钢更轻且更易成形,团队也评估了成本。对于杯形拉深模具,3D打印的PLA Pro套件比钢制模具略便宜,且制造速度明显更快,尤其当考虑到金属模具的机械加工和表面处理时。在V弯中,ABS工具在大约60件以内的批量中成本约为钢模具的一半;超过该数量后,钢制工具因寿命更长而更具经济性。总体来看,这项工作表明,尽管3D打印聚合物工具无法替代大批量生产中的淬硬钢,但在早期原型、实验研究和短期小批量生产中,它们提供了有吸引力的选择。实际上,这意味着制造商可以更快地迭代更多设计,减少浪费,从而更早将更好且更具定制性的产品推向市场。
引用: Bhatia, C.V., Patel, D., Vats, R. et al. Polymer additive manufacturing tools for sheet metal forming: a combined simulation and experimental study. Sci Rep 16, 9293 (2026). https://doi.org/10.1038/s41598-025-30841-5
关键词: 增材制造, 3D 打印模具, 钣金成形, 快速原型, 聚合物模具与冲头