Clear Sky Science · tr
Hafif yapılar için geliştirilmiş mekanik performans amacıyla AA8011 alüminyum alaşımının yüksek güçlü diyot lazer ışın kaynakçılığı
Daha hafif ürünler için daha güçlü birleşimler
Otomobil karoser panellerinden gıda ambalajına kadar ince alüminyum levhalar ürünleri daha hafif, yakıt açısından daha verimli ve geri dönüştürülmesi daha kolay hale getirir. Ancak bu levhaları güvenilir şekilde birleştirmek şaşırtıcı derecede zordur: geleneksel kaynak yöntemleri metali şekil bozabilir, zayıflatabilir veya küçük kusurlarla doldurabilir. Bu çalışma, daha yeni bir yaklaşım olan yüksek güçlü diyot lazer ışın kaynakçılığını (HPDLBW) inceleyerek, yaygın kullanılan AA8011 alüminyum alaşımında daha temiz ve daha güçlü birleşimler oluşturup oluşturamayacağını ve en iyi performans için sürecin nasıl ayarlanabileceğini araştırıyor.
Alüminyumun kaynakla neden zor olduğunu
AA8011 alüminyum, hafif, korozyona dayanıklı ve ince levha ile folyolara kolayca şekil verilebilmesi nedeniyle popülerdir. Ancak bu ince levhaların kendileri kaynak yapmak açısından zordur. Alüminyum ısıyı çok hızlı iletir, yüzeyinde inatçı bir oksit tabakası oluşturur ve yoğun ısıya maruz kaldığında gözenek, şekil bozukluğu ve çatlaklar geliştirmeye eğilimlidir. TIG ve MIG gibi yaygın yöntemler genellikle metali aşırı ısıtırken, daha gelişmiş katı hâl süreçleri karmaşık takımlar gerektirir ve her zaman otomatik üretim hatlarına uygun olmayabilir. Bu nedenle üreticiler, ince levhalarda hızlı çalışabilen, ısı zararını ve kusurları en aza indiren bir birleştirme yöntemi aramaktadır.
Hassas bir ısı kaynağı olarak odaklanmış lazer
Araştırmacılar, 2 mm kalınlığındaki AA8011 levhalarda Yüksek Güçlü Diyot Lazer Işın Kaynağını (HPDLBW) test ettiler. Bu düzenekte yoğun bir lazer noktası eklem boyunca hareket eder, dar bir metal şeridini eritir ve bu eriyik katılaşarak kaynağı oluşturur. Sadece birkaç temel ayarı — lazer gücü, kaynak hızı ve ışın çapı — ayarlayarak, kaynağın nüfuziyet derinliğini ve eklemin sağlamlığını güçlü şekilde etkileyebildiler. Bunu verimli şekilde araştırmak için, yalnızca dokuz dikkatle seçilmiş denemeyle birçok kombinasyonu kapsayan Taguchi L9 dizaynını kullandılar. Her kaynak için sertlik, çekme dayanımı ve darbe tokluğu ölçüldü; ayrıca gözenekler veya kırılgan parçacıklar gibi kusurlar ile mikroskobik tane yapısı incelendi. 
Ayarların ideal noktasını bulmak
Matematiksel modeller kullanarak ekip, kaynak ayarlarını eklemin mekanik davranışıyla ilişkilendirdi. Lazer gücü ve ilerleme hızının büyük ölçüde metalin ne kadar ısı aldığını kontrol ettiğini gösterdiler: daha yavaş hızlar veya daha yüksek güç daha fazla ısı, daha derin erime ve daha büyük bir eriyik havuzu anlamına gelirken, daha hızlı hızlar sığ ve eksik kaynak riskini artırır. Işın boyutu bu ısının nasıl yayıldığını şekillendirmeye yardımcı olur. Bir yanıt yüzeyi modeli — sürecin eğrisel “haritası” — kurarak, levhayı aşırı ısıtmadan dayanım ve tokluğu maksimize eden bir kombinasyon aradılar. En iyi tarif 3,3 kW güç, 17 mm/s hız ve 3,5 mm ışın çapıydı. Bu koşullar altında kaynaklar yaklaşık 69 N/mm² çekme dayanımı, yaklaşık 110 J darbe enerjisi ve yaklaşık 33 HV sertliğe ulaştı ve diğer test edilen ayarları geride bıraktı.
Metal içinde neler oluyor
Mikroskop çalışmalar, optimize edilmiş kaynakların neden daha iyi davrandığını ortaya koydu. En iyi ayarlarda, erime bölgesi birkaç mikrometre çapında ince, eşyönlü alüminyum taneleri içeriyordu ve çevresindeki ısıdan etkilenen bölgede sınırlı kaba tanelerleşme gözlendi. Silisyum, demir, bakır ve magnezyum gibi alaşım elementlerinin dağılımı oldukça homojendi ve sadece az miktarda kırılgan intermetalik bileşik ile gözenek bulundu. Buna karşılık, çok fazla ısıya maruz kalan koşullar daha kaba, düzensiz yapılar ve yerel gevrekliğin artmış riskini üretti. Araştırmacılar ayrıca tane boyutunu doğrudan dayanımla ilişkilendirdi: daha küçük taneler, iyi bilinen tane güçlendirme davranışıyla uyumlu olarak akma dayanımını artırdı. Darbe testleri ve kırılma yüzeyi görüntüleri, optimize edilmiş kaynakların kırılmadan önce daha fazla enerji emdiğini ve daha sünek, hasara dayanıklı bir kırılma ile başarısız olduğunu gösterdi. 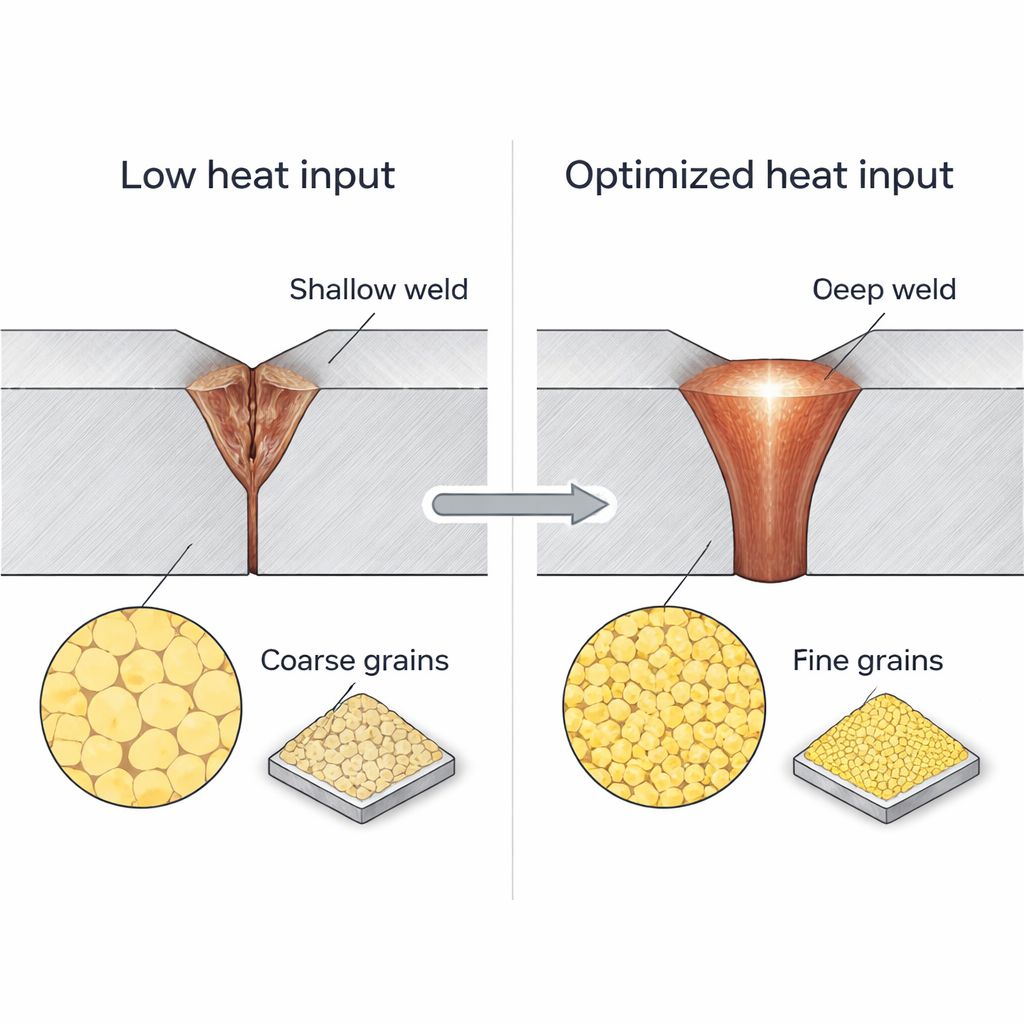
Günlük teknoloji için çıkarımlar
Uzman olmayan bir kitle için ana mesaj, bir lazerin gücü, hızı ve nokta boyutunun dikkatli kontrolünün ince alüminyum levhaları birçok geleneksel yönteme kıyasla daha az zarar vererek ve daha öngörülebilir dayanım sağlayarak birleştirebileceğidir. Bu çalışma, mühendislerin AA8011 için diyot lazer kaynakçılığını gerçek üretim hatlarında kurarken kullanabileceği veri odaklı bir tarif ve öngörücü bir model sunar — örneğin elektrikli araç batarya muhafazalarında, HVAC bileşenlerinde veya ambalajlamada. Isı girişini metali tamamen birleştirecek kadar yüksek, ancak şekil bozukluğu ve kırılgan fazlardan kaçınacak kadar düşük tutarak, yüksek güçlü diyot lazer kaynakçılığı daha hafif, daha verimli ürünler inşa etmek için ölçeklenebilir ve otomasyona uygun bir teknoloji olarak öne çıkmaktadır.
Atıf: Patil, R., Löfstrand, M. High power diode laser beam welding of AA8011 aluminum alloy for enhanced mechanical performance in lightweight structures. Sci Rep 16, 7738 (2026). https://doi.org/10.1038/s41598-026-41272-1
Anahtar kelimeler: lazer kaynak, alüminyum alaşım, hafif yapılar, mikro yapı, mekanik özellikler