Clear Sky Science · tr
Kryojenik soğutmanın AA7075 alüminyum alaşımının tornalanmasında kesme sıcaklığı ve yüzey pürüzlülüğü üzerindeki etkileri
Metal Kesmede Soğutmanın Neden Önemli Olduğu
Bir otomobil, uçak veya hatta bir bisiklet üretildiğinde, birçok metal parça torna ve freze gibi tezgâhlarda malzeme kaldırılarak şekillendirilir. Bu kesme işlemi çok miktarda ısı oluşturur ve yüzeyde mikroskobik sırtlar ve kusurlar bırakabilir; bu da parçanın ömrünü kısaltabilir. Bu makaledeki çalışma, sıvı azotla sağlanan aşırı soğuğun, uçak ve otomotiv uygulamalarında yaygın olarak kullanılan yüksek dayanımlı bir alüminyum alaşımının tornalanması sırasında kesme bölgesini nasıl soğuttuğunu ve bu soğutmanın hem sıcaklığı hem de bitmiş yüzeyin düzlüğünü nasıl etkilediğini inceliyor.
Güçlü ama Hassas Bir Alüminyum
Araştırmacılar, hem güçlü hem hafif olduğu için havacılık ve otomotivte değer verilen AA7075 alüminyum alaşımına odaklandı. Bu özellikler, her parçanın yüzeyinin mükemmel durumda olmasını önemli kılar; çünkü pürüzlülük ve gizli hasar zamanla çatlaklara ve yorulmaya yol açabilir. Bir torna tezgâhında metal kesilirken sürecin nasıl gelişeceğini üç ana ayar belirler: iş parçasının dönme hızı (kesme hızı), takımın üzerinde ilerleme hızı (ilerleme oranı) ve takımın metale girdiği derinlik (kesme derinliği). Bu ayarlar birlikte ne kadar ısı üretileceğini ve yüzeyin ne kadar düzgün olacağını belirler. Ekip, bu ayarların normal “kuru” kesme ile takım–parça temasına sıvı azot püskürtülen “kryojenik” kesme altında nasıl etkileştiğini anlamak istedi.
Deneylerin Nasıl Yapıldığı
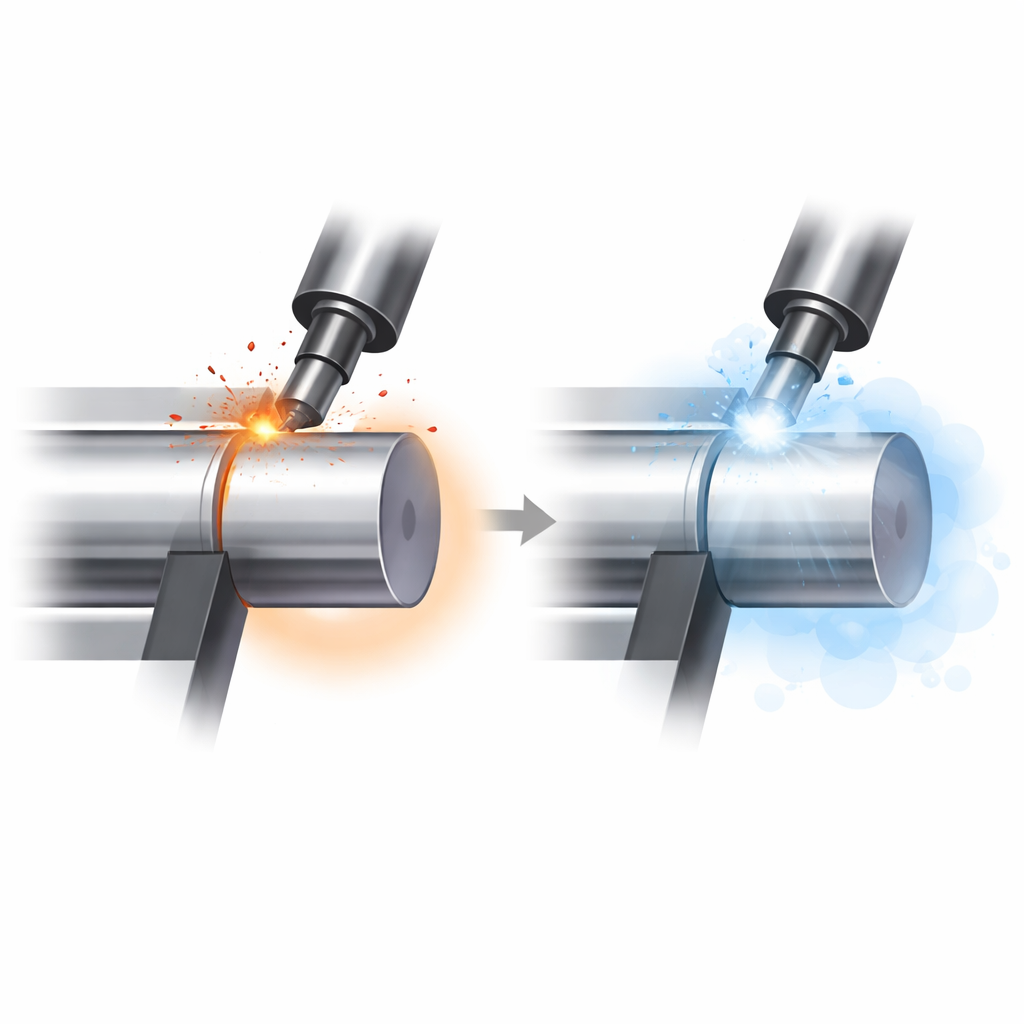
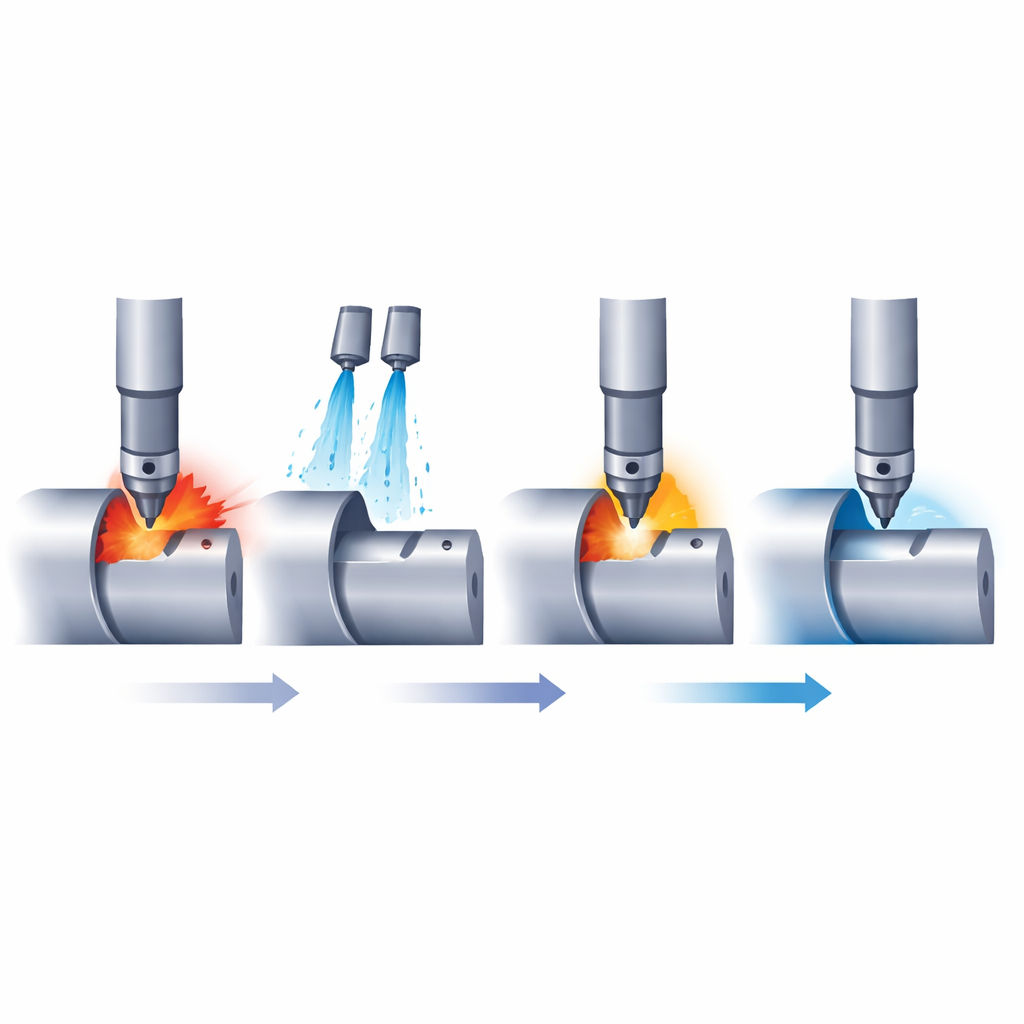
Bunu incelemek için yazarlar, konvansiyonel bir tornada sert tungsten karbür kesici uç kullanarak küçük AA7075 silindirleri tornaladılar. Yedi farklı kesme hızı, ilerleme oranı ve kesme derinliği kombinasyonu hazırladılar ve bu aynı kombinasyonları iki kez tekrarladılar: bir kere kuru havada, bir kere de sıvı azot soğutmasıyla. Bir termal kamera, her geçiş sırasında maksimum sıcaklığı kaydetmek üzere kesme bölgesini sabit bir mesafeden izledi. Her kesmeden sonra elde taşınan bir pürüzlülük ölçer yüzeyi üç noktadan izleyerek ortalama bir pürüzlülük değeri verdi. Bu ölçüm seti, her parametrenin ve her soğutma yönteminin hem kesme bölgesindeki ısıyı hem de bitmiş yüzeyin dokusunu kontrollü şekilde nasıl etkilediğini karşılaştırmaya olanak sağladı.
Isı ve Yüzey Düzgünlüğünde Neler Oluyor
Sonuçlar kuru ve kryojenik kesme arasında belirgin bir fark gösterdi. Kuru koşullarda, kesme hızının ve özellikle kesme derinliğinin artırılması sıcaklıkların keskin bir şekilde yükselmesine neden oldu; bazı durumlarda 130 °C’nin üzerine çıktı. İlerleme oranı ve kesme derinliği aynı zamanda yüzey pürüzlülüğünü artırma eğilimindeydi; bu da bitmiş parçaların mikroskobik tepe ve çukurlarının daha belirgin olduğu anlamına geliyor. Buna karşılık, sıvı azot takım–parça temasına püskürtüldüğünde, kesme bölgesi sıcaklığı dramatik şekilde düştü, çoğu zaman 50 °C’den fazla azalma gözlendi ve hız, ilerleme veya kesme derinliği değişse bile neredeyse sabit kaldı. Bu soğutma birçok durumda yüzey kalitesini de iyileştirdi; özellikle orta hızlarda ve düşük ilerleme oranlarında pürüzlülük değerleri kuru kesmeye göre belirgin şekilde daha düşüktü.
Aşırı Soğukta İnce Dengeler
Çalışma ayrıca bazı ayarlarda daha karmaşık davranışlar ortaya koydu. Düşük kesme hızlarında kryojenik soğutma altında yüzey bazen kuru kesmeye göre daha pürüzlü oldu. Yazarlar, çok şiddetli yerel donmanın metal talaşlarının kopuş biçimini bozarak daha düzensiz talaşlar oluşturabileceğini ve yüzeyi işaretleme olasılığını artırabileceğini öne sürüyor. Benzer şekilde, yüksek ilerleme oranlarında ve daha büyük kesme derinliklerinde, ağır kesme ile güçlü soğutmanın birleşimi kryojenik modda pürüzlülüğü artırdı; muhtemelen daha kalın talaşlar, daha büyük kuvvetler ve daha soğuk, daha gevrek malzeme düzensiz talaş akışına yol açtı. Bu bulgular, soğutmanın güçlü bir etkiye sahip olduğunu ancak her ayarda otomatik olarak daha düzgün bir yüzey sağlamadığını; kesme parametrelerinin hâlâ dikkatle seçilmesi gerektiğini gösteriyor.
Gerçek Parçalar İçin Ne Anlama Geliyor
İmalatçılar için çalışma, AA7075 alüminyumun tornalanmasında sıvı azot kullanımının kesme sıcaklıklarını büyük ölçüde azaltabileceğini, yüzey tabakasındaki gizli hasarı sınırlayabileceğini ve pürüzlülüğü iyileştirebileceğini öne sürüyor; bunların birleşimi kritik bileşenlerin yorulma ömrünü ve güvenilirliğini uzatabilir. Sıvı azot aynı zamanda pratik avantajlara sahiptir: zararsız azot gazına buharlaşır, kalıntı bırakmaz ve geleneksel sıvı soğutucularla ilişkili atık yönetimi sorunlarından kaçınır. Ancak çalışma, kryojenik kesmenin her işe uyan tek çözüm olmadığını da vurguluyor; hem sıcaklık kontrolü hem de yüzey kalitesi açısından en iyi kazanımlar soğutmanın iyi seçilmiş hız, ilerleme ve derinliklerle eşleştirilmesiyle elde ediliyor. Basitçe söylemek gerekirse, makale aşırı soğuğun akıllıca kullanılmasının güçlü, hafif alüminyum parçaların ömrünü uzatabileceğini ve daha güvenli performans sağlayabileceğini gösteriyor.
Atıf: Ranjbar, S., Foorginejad, A., Emam, S.M. et al. Effects of cryogenic cooling on cutting temperature and surface roughness in turning of AA7075 aluminum alloy. Sci Rep 16, 7914 (2026). https://doi.org/10.1038/s41598-026-39003-7
Anahtar kelimeler: kryojenik işleme, sıvı azotla soğutma, yüzey pürüzlülüğü, AA7075 alüminyum alaşımı, tornalama işlemi