Clear Sky Science · tr
Dökme demir talaş kaldırma işleminde PcBN takım aşınma davranışına kesme parametresi‑takım malzemesi etkileşimi
Daha Temiz Arabalar İçin Daha Keskin Takımlar
Modern otomobil motorları ve elektrikli tahrik motorları, yüksek doğrulukta ve düşük maliyetle işlenmesi gereken dayanıklı metal parçalara dayanır. Bu çalışma, krankaşlar ve motor muhafazaları için yaygın bir malzeme olan duktil dökme demiri şekillendirirken PcBN adı verilen süper sert bir malzemeden yapılan gelişmiş kesici takımların nasıl davrandığını inceliyor. Bu takımların nasıl aşındığını ve çalışma ayarlarının nasıl akıllıca seçileceğini anlamak, fabrikaların daha temiz, daha verimli araçlar üretmesine, daha az enerji kullanmasına ve takımları daha seyrek değiştirmesine yardımcı olabilir.
Fabrika Zemininde Takım Aşınmasının Önemi
Otomotiv tesislerinde krankaşlar, motor blokları ve motor muhafazaları gibi parçalar, duktil dökme demir bloklardan başlayıp hassas şekillere kesilir. PcBN takımlar, yüksek sıcaklıklarda sert kalabildikleri için çekicidir ve bazen daha yavaş, taşlama temelli finisaj adımlarının yerini alabilirler. Ancak duktil dökme demiri keserken bu takımlar, diğer dökme demirlere kıyasla çok daha hızlı aşınma eğilimindedir; bu da maliyeti ve duruş sürelerini artırır. Yazarlar, farklı PcBN takım reçeteleri ile kesme ayarlarının nasıl etkileştiğini sistematik bir şekilde anlamayı ve hızlı malzeme kaldırma ile uzun takım ömrü arasındaki denge noktasını nasıl bulacaklarını araştırdılar.
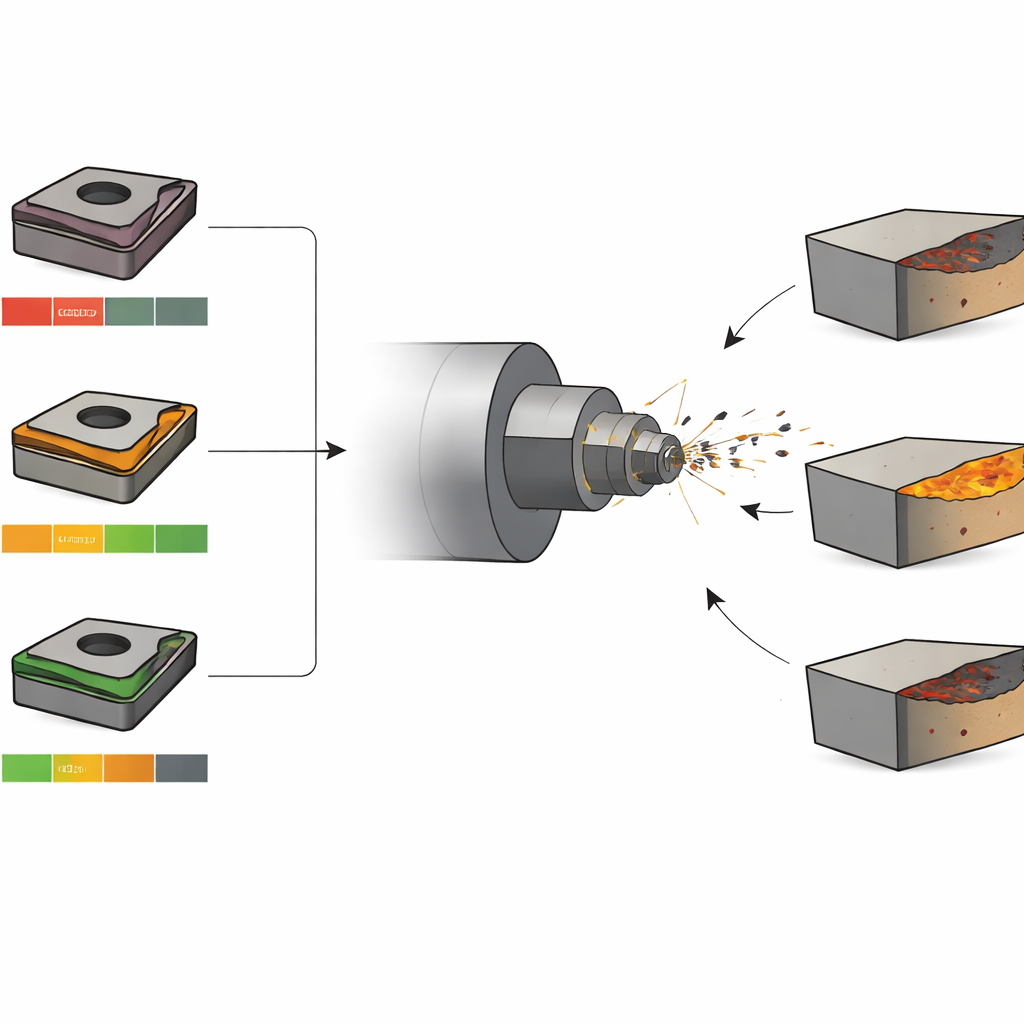
Üç Süper Sert Kesici Takımın Karşılaştırılması
Çalışma ekibi, şekil olarak benzer ama iç yapıları farklı üç tip PcBN uç test etti. Bir takım metal bağlayıcı kullanıyordu, bir diğeri titanyum karbürden oluşan seramik benzeri bir bağlayıcıya sahipti ve birincisinde süper sert faz oranı daha düşük, bağlayıcı oranı ise daha yüksekti. CNC torna üzerinde yüksek dayanımlı duktil dökme demir çubukları tornaladılar ve planlı bir test matrisine göre kesme hızı, ilerleme ve derinliği dikkatle değiştirip her birkaç yüz metre talaştan sonra, aşınan bölgeyi ölçmek için işlemi durdurdular; aşınma kabul edilen limite ulaşana dek bu işlem tekrarlandı. Mikroskop ve kimyasal analizlerle aşınmış yüzeyler detaylı biçimde incelendi; oluklar, kraterler, renk değişimleri ve takım ile iş parçası arasında hareket eden element izleri ortaya çıktı.
Takımların Nasıl ve Neden Aşındığı
Çalışma, üç tip hasarın birlikte takım aşınmasına yol açtığını gösteriyor. Aşındırıcı aşınma, demirdeki sert partiküllerin takım yüzeyini kazıması ve sürtmesiyle meydana gelir; bu özellikle daha yüksek hızlarda belirgindir. Kimyasal aşınma, sıcak kesme bölgesinde takım ile çevredeki hava arasında reaksiyonlar oluştuğunda ortaya çıkar; oksitler oluşur ve bazı önemli elementler takım yüzeyinden uzaklaşır; en çok etkilenen takımda oksijen içeriği keskin biçimde artarken bor ve azot azaldı. Yapışkan aşınma, demirin ince bölgelerinin sıcak takıma kısa süreliçe kaynayarak sonra kopmasıyla oluşur; bu durumda çukurlar ve yırtılmış yamalar kalır. Titanyum karbür bağlayıcılı seramik bağlayıcıya sahip uç öne çıktı: kraterler ve yan yüzey aşınması daha ılımlıydı ve bağlayıcısı karakteristik bir yırtılmış film oluşturdu; bu film zarar verici olsa da diğer takımlardaki kadar kontrolsüz değildi.
Kesme Ayarlarında Denge Noktasını Bulmak
Hız, ilerleme ve derinliğin birçok kombinasyonu boyunca takım ömrünü analiz ederek yazarlar, kesme koşullarını tek bir metal kaldırma hızı ölçüsüne dönüştürdü ve desenler aradılar. Takım ömrü genel olarak bu hız arttıkça düştü, ancak basit bir doğrusal ilişki değildi. Titanyum‑karbür bağlayıcılı uç, özellikle orta seviyede kesme verimliliğinde duktil demirde en iyi genel performansı gösterdi. Orta hız ve ılımlı ilerleme ile kesme derinliği etrafında bir işletme noktası (dakikada yaklaşık 15 kübik santimetre metal kaldırma) güçlü bir denge verdi: makul hızlı işleme ile uzun ömür. Buna karşılık, sert faz içeriği daha düşük olan uç bazen en uzun ömrü yalnızca çok düşük veya çok yüksek kaldırma hızlarında gösterdi; bu da onu günlük seri üretimden ziyade niş koşullara daha uygun kılıyor.
Test Verilerinden Akıllı Tahminlere
Bulgularını fabrikaların kullanabileceği bir şeye dönüştürmek için araştırmacılar, takım ömrünü kesme hızı, ilerleme ve derinlikle ilişkilendiren basit matematiksel modeller kurdular. Bu modeller, bir makinedeki sensörlerden gelen gerçek zamanlı verilerle beslenebilir; sistem böylece bir takımın başlangıçtaki ömrünü, ne kadarının kullanıldığını ve ne kadar kaldığını tahmin edebilir. Takımın "sağlığı" bir yüzde olarak ifade edilir ve bu değer seçilmiş eşik değerin altına düştüğünde sistem, yüzey kalitesi bozulmadan veya parça hurdaya çıkmadan önce operatörleri uyarabilir. Değişken kesme koşullarıyla yapılan testler, tahmin yönteminin üretim hattında pratik olacak kadar iyi takım aşınma ilerlemesini izlediğini gösterdi.
Günlük Üretim İçin Anlamı
İşleme dışından okurlar için temel mesaj şudur: hem takım reçetesindeki hem de işletme ayarlarındaki küçük değişiklikler güvenilirlik ve maliyet üzerinde büyük etkiler yapabilir. Çalışma, duktil demir parçaları şekillendirirken daha uzun ömür ve istikrarlı performans sağlayan belirli bir PcBN takım tipi ile bir kesme koşulları penceresini tanımlıyor. Aynı zamanda basit, veri odaklı modellerin arka planda takım aşınmasını izleyip zamanında değiştirme önerileri sunabileceğini gösteriyor. Bir araya geldiğinde bu ilerlemeler, araba ve motor üreticilerinin sert metallerin talaşını daha hızlı, daha az hurda ve daha az enerjiyle kesmelerine yardımcı olarak daha temiz ve daha verimli ulaştırmayı destekliyor.
Atıf: Wang, P., Li, X., Jiu, Y. et al. Cutting parameter-tool material interaction on PcBN tool wear behaviour in ductile iron machining. Sci Rep 16, 9473 (2026). https://doi.org/10.1038/s41598-026-38314-z
Anahtar kelimeler: duktil (sünek) dökme demir işleme, PcBN kesici takımlar, takım aşınması, kesme parametreleri, takım ömrü tahmini