Clear Sky Science · tr
Temperlenmiş ve tavlanmış 42CrMo çeliğinin yorgunluk özellikleri üzerine talaş kaldırma parametrelerinin etkisi
Metalin Düzgün Olmasının Neden Önemli Olduğu
Rüzgar türbinlerinden yüksek hızlı trenlere kadar birçok kritik makine, hizmet ömürleri boyunca milyonlarca kez dönen veya esneyen çelik millere, cıvatalara ve dişlilere dayanır. Bu parçalar genellikle tek bir ani yüklemede değil, her stres döngüsünde büyüyen küçük çatlaklar yoluyla yavaşça bozulur. Bu çalışma, 42CrMo olarak bilinen yaygın bir yüksek mukavemetli çeliği ele alıyor ve uygulamada büyük güvenlik ve maliyet sonuçları olan pratik bir soruyu soruyor: işleme sırasında metalin kesilip bitirilme biçimi, bu parçaların çatlamadan ve kırılmadan ne kadar süre dayandığını nasıl değiştirir?
Günlük İşlemenin Gizli Zayıflıkları Nasıl Şekillendirdiği
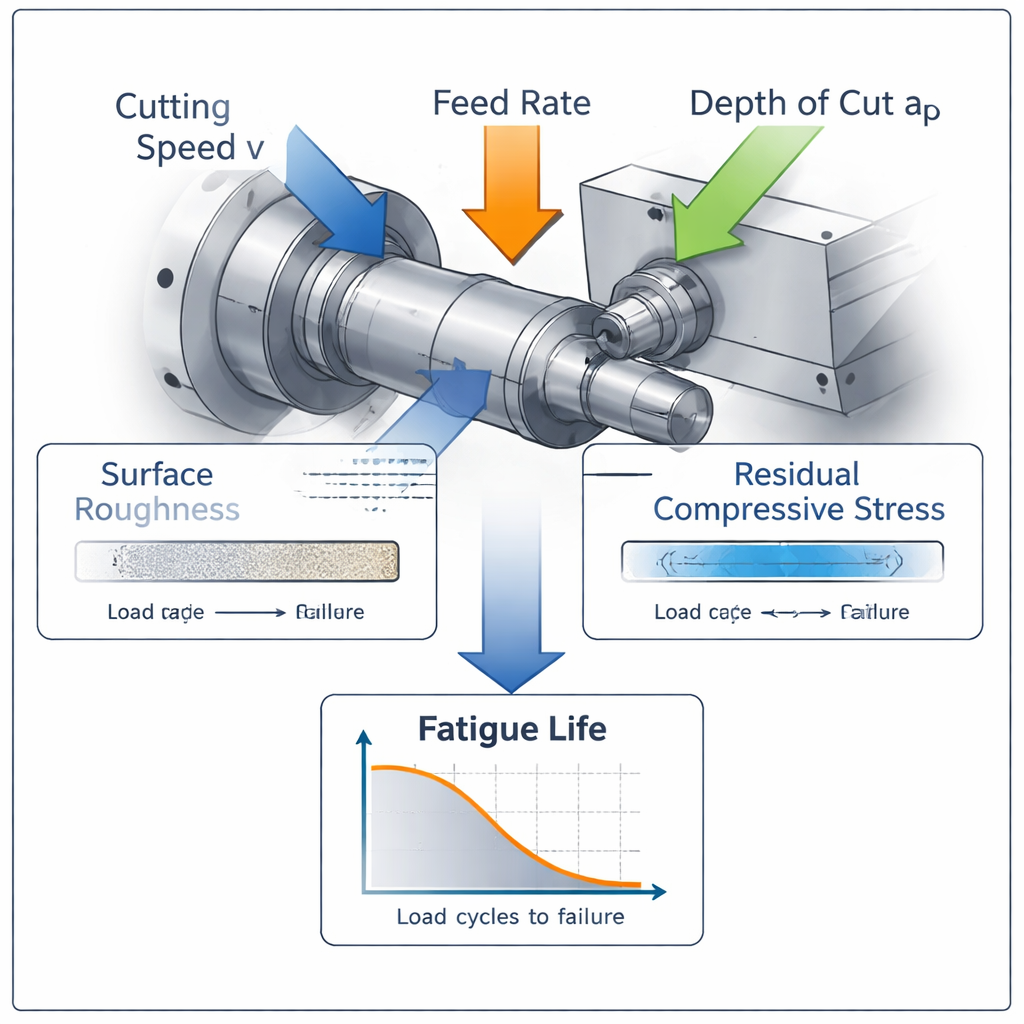
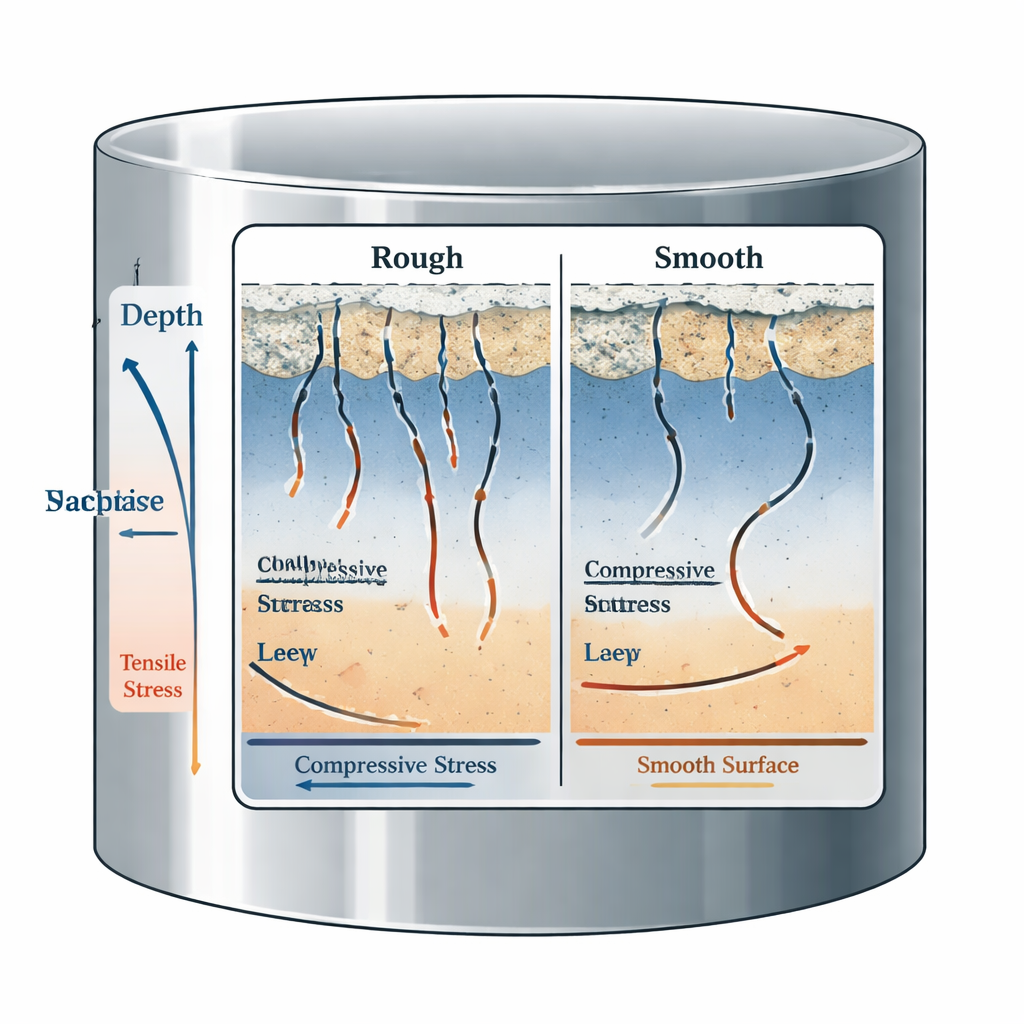
Bir çelik mil hizmete girmeden önce torna üzerinde son şekline getirilir. Bu adımda üreticiler üç önemli ayarı seçer: takımın parça üzerinde hareket hızı (ilerleme hızı), iş parçasının dönme hızı (kesme hızı) ve takımın metal içine girdiği derinlik (kesme derinliği). Bu kararlar yalnızca işin ne kadar çabuk tamamlanacağını etkilemez. Aynı zamanda yüzey bitişini ve parçanın yüzeyine kilitlenen iç gerilmeleri de kontrol eder—bunlar birlikte “yüzey bütünlüğü” olarak adlandırılır. Daha pürüzlü yüzeyler çatlakların başlaması için küçük takozlar gibi davranırken, yüzeye yakın sıkıştırma gerilmeleri bu çatlakları görünmez bir kelepçe gibi geride tutar.
Çeliklerin Gerçekçi Eğilme Koşullarında Test Edilmesi
Araştırmacılar, zorlu bileşenler için yaygın bir seçim olan temperlenmiş ve tavlanmış 42CrMo çeliğini kullandılar ve bilgisayar kontrollü bir torna üzerinde kontrollü “mok” (yağlamalı) kesme koşulları altında deney numunelerini işlediler. Kesme hızı, ilerleme hızı ve kesme derinliğini sırayla değiştirip ardından iki kritik çıktıyı ölçtüler: yüzey pürüzlülüğü ve dış tabakadaki kalıcı sıkıştırma gerilmesi; bunları pürüzlülük ölçer ve X-ışını yöntemleriyle belirlediler. Sonra dört temsilî kesme koşulu seçilip kum saati biçimli özel numuneler üretildi; bu numuneler yüksek gerilme altında ileri geri eğilene kadar yorulmaya uğratıldı, böylece ekip işleme koşullarını doğrudan yorulma ömrüne—her numunenin kaç döngüye dayanabildiğine—bağlayabildi.
Bir Parçayı Daha Uzun Ömürlü Yapan Nedir
Deneyler, ilerleme hızının yüzeyin ne kadar pürüzlü olacağı üzerinde güçlü bir etkisi olduğunu gösterdi: ilerleme arttıkça takım izleri belirginleşiyor ve yüzey daha kaba oluyor. Kesme hızı ise pürüzlülük ve kalıcı gerilme dağılımı açısından özellikle önemli çıktı. Orta bir aralık içinde, daha yüksek kesme hızları ve soğutma sıvısı kombinasyonu titreşimi azalttı ve kesme kenarında malzeme birikimini önledi; bu da daha pürüzsüz bir yüzey ve altında daha derin bir tabakada daha güçlü sıkıştırma gerilmeleri sağladı. Kesme derinliğinin etkisi daha küçük ve daha inceydi. Ekip dört seçilmiş kesme düzenini karşılaştırdığında, nispeten yüksek kesme hızı ve düşük ilerlemenin birleşimi çok elverişli bir profil verdi: düşük pürüzlülük, çok yüksek yüzey sıkıştırma gerilmesi ve derin bir koruyucu tabaka. Bu parçalar yaklaşık 95.000 eğilme döngüsüne kadar dayanabildi—daha pürüzlü yüzeyli veya daha zayıf sıkıştırma gerilmesine sahip parçalardan anlamlı şekilde fazla.
İki Büyük Oyuncuyu Tartmak: Pürüzlülük ve Gerilme
Bu gözlemleri pratik bir tasarım aracına dönüştürmek için yazarlar yüzey pürüzlülüğünü ve kalıcı sıkıştırma gerilmesini tek bir “ağırlıklı standart değer” içinde karıştıran birleşik bir puan geliştirdiler. Her iki ölçümü de ortak bir 0–1 aralığına ölçeklediler, sonra yüzey pürüzlülüğüne %35, kalıcı sıkıştırma gerilmesine %65 ağırlık verdiler; bu, yorulma ömrü için varsaydıkları önem dağılımını yansıtıyor. Bu puan, numunelerin yorulma testlerinde gerçekten ne kadar süre dayandığı ile çok yakın ilişkiliydi: en yüksek ağırlıklı değere sahip numuneler tutarlı şekilde en uzun ömrü gösterdi, en düşük değere sahip olanlar ise en hızlı biçimde arızalandı. Mikroskobik kırılma görüntüleri bunu destekledi; güçlü sıkıştırma gerilmeleri ve derin bir gerilme gradyanı, yüzey mükemmel derecede pürüzsüz olmasa bile çatlak büyümesini yavaşlattı, oysa iyi pürüzlülük tek başına zayıf sıkıştırma gerilmesini telafi edemedi.
Bu Gerçek Makineler İçin Ne Anlama Geliyor
Uzman olmayanlar için mesaj net: çeliği nasıl kestiğiniz, hangi çeliği seçtiğiniz kadar önemli olabilir. Makul derecede pürüzsüz bir yüzey ve güçlü, derin bir sıkıştırma gerilme tabakası oluşturacak işleme ayarlarını seçerek üreticiler, nihayetinde arızaya yol açan küçük çatlakları büyük ölçüde geciktirebilir. Çalışmanın ağırlıklı puanlama yöntemi, mühendislerin kesme hızı, ilerleme hızı ve kesme derinliğini ayarlarken bu iki etkiyi dengelemenin basit bir yolunu sunar. Pratikte bu, malzemeyi değiştirmeden—sadece daha akıllıca işleyerek—daha güvenli, daha uzun ömürlü cıvata, mil ve dişliler anlamına gelir.
Atıf: Tang, K., Zhu, J., Yin, B. et al. Effect of cutting process parameters on fatigue properties of quenched and tempered 42CrMo steel. Sci Rep 16, 6962 (2026). https://doi.org/10.1038/s41598-026-38185-4
Anahtar kelimeler: metal yorulması, işleme, yüzey pürüzlülüğü, kalıcı gerilme, yüksek mukavemetli çelik