Clear Sky Science · tr
Inconel 718’in sürdürülebilir frezelemesinde takım aşınması, talaş morfolojisi, yüzey bütünlüğü ve enerji tüketiminin entegre değerlendirmesi
Zor metaller kesilirken soğutma neden önemlidir
Jet motorlarından enerji santrallerine kadar pek çok kritik parça, Inconel 718 adlı son derece dayanıklı bir metalden çıkarılır. Çok yüksek sıcaklıklardaki dayanımı, onu zorlu ortamlarda ideal kılar, ancak aynı zamanda işlenmesini son derece zor ve maliyetli hale getirir. Bu çalışma, endüstri ve çevre için pratik bir soruya yanıt arıyor: Bu zorlu metali daha az enerji harcayarak, daha az takım tüketerek ve yine de düzgün, güvenilir bir yüzey bırakarak kesebilir miyiz—aynı zamanda işçilere ve gezegene zarar verebilecek kesme sıvılarının kullanımını azaltarak?

Aşırı koşullarda kullanılan inatçı bir metal
Inconel 718, aşırı düşük sıcaklıklardan neredeyse 1000 °C’ye kadar dayanımını koruyan nikel bazlı bir süperalaşımdır. Bu özellik, onu uçak motorları, yüksek basınçlı boru hatları ve savunma uygulamaları için ideal kılar; başarısızlık kabul edilemez. Ancak bu avantajlar atölyede sorun yaratır. İşleme sırasında kesici takım büyük kuvvetler ve 1100 °C’yi aşabilecek ısılarla karşılaşır. Metal ısıyı iyi iletmez ve takıma yapışma eğilimindedir; bu yüzden takımlar çabuk aşınır, yüzeyler pürüzlenir ve üretim maliyetleri yükselir. Aynı zamanda, bu ısının kontrolü için geleneksel sıvı soğutucuların büyük hacimlerde kullanılması sağlık ve çevre açısından kaygılar doğurabilir.
Kesme bölgesini soğutmanın ve yağlamanın dört yolu
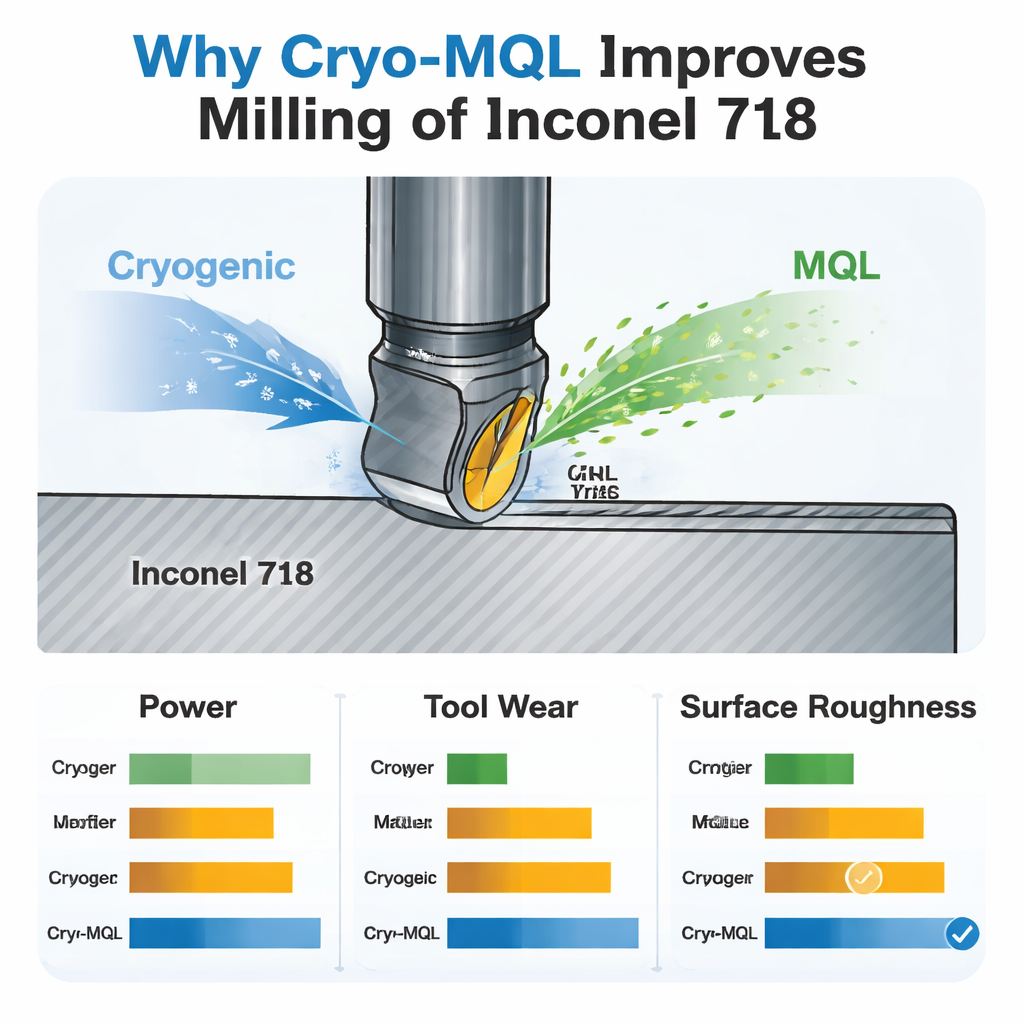
Araştırmacılar, CNC makinede Inconel 718 frezelerken kesme bölgesini soğutmanın ve yağlamanın dört farklı yolunu karşılaştırdı. Kuru kesmede hiç sıvı kullanılmaz. Minimum Miktarda Yağlama (MQL) yalnızca ince bir yağ sisi püskürtür ve geleneksel taşkın soğutmaya göre çok daha az sıvı kullanır. Kriyogenik soğutma, kesme bölgesini sıvı nitrojen gibi çok soğuk bir gaz veya sıvıyla soğutur. Son olarak, Cryo-MQL adı verilen hibrit yaklaşım hem soğuk jetini hem de yağ sisini birleştirir. Bu dört yöntemin her birinde, besleme hızı ve kesme derinliği sabit tutulurken üç farklı kesme hızında testler yapıldı. Makinenin çektiği elektrik gücü, takımların ne kadar hızlı aşıldığı, bitmiş yüzeylerin ne kadar pürüzsüz olduğu ve metalden kopan küçük kıvrılmış talaşların nasıl şekil değiştirdiği ölçüldü.
Enerji kullanımı, yüzey pürüzsüzlüğü ve takım ömrü
Sonuçlar, soğutma yönteminin işleme davranışını güçlü biçimde etkilediğini gösteriyor. Kuru kesme her zaman en fazla güç tüketimini ve en şiddetli takım aşınmasını üretti; kesici kenarda kırılmalar ve takım yüzeyinde derin hasarlar görüldü. MQL, sürtünmeyi azaltarak takımların kuru kesmeye göre daha uzun dayanmasına yardımcı oldu, ancak sınırlı soğutma yeteneği daha yüksek hızlarda dezavantaja dönüştü. Saf kriyogenik soğutma, düşük hızlarda yüzey pürüzsüzlüğünü korumada ve yüksek hızlarda takım sıcaklıklarını düşürmede iyi performans gösterdi, ancak ani sıcaklık şokları takımlarda küçük çukurlar bırakabilecek durumlara yol açabiliyordu. Hibrit Cryo-MQL yaklaşımı ise tutarlı biçimde en iyi dengeyi sundu: düşük hızlarda kuru kesmeye kıyasla güç tüketimini yaklaşık yüzde 10 oranında azalttı ve tüm hızlarda hem takımı soğutarak hem de takım ile talaş arasında kararlı bir yağlama filmi sağlayarak takım aşınmasını en düşük seviyede tuttu.
Küçük metal talaşlar neler anlatıyor
Çalışma ayrıca kesme bölgesinde neler olduğunu gösteren parmak izi gibi davranan talaşların şekli ve kırılmasını inceledi. Kesme hızı arttıkça talaşlar testere dişi desenleri oluşturma eğilimi gösterdi; bu, malzemenin dar ve yoğun kesme ve ısı bölgelerinde kesintili olarak deforme olduğunun bir işaretidir. Kuru ve basit MQL koşullarında bu talaşlar genellikle çok dişli ve düzensiz hale gelerek kararsız kesimi ve yüksek termal yükleri işaret etti. Kriyogenik soğutma, metali soğukta daha gevrek hale getirdiği için testere dişlerini daha keskin yaptı. Ancak Cryo-MQL altında talaşlar genel olarak daha düzenli ve kontrolü daha kolay oldu; bu, sıcaklık, sürtünme ve malzeme yumuşaklığı arasında daha dengeli ve stabil bir durumu işaret ediyor. Bu talaş davranışı takım aşınması ve güç kullanımı ölçümlerini yankılayarak hibrit yöntemin kesme sürecini yatıştırdığı sonucunu güçlendirdi.
Daha temiz, daha ucuz işleme için ne anlama geliyor
Inconel 718 işleyen fabrikalar için bu bulgular pratik bir yol öneriyor. Takımların hibrit Cryo-MQL koşulları altında çalıştırılması enerji talebini azaltabilir, takım ömrünü uzatabilir ve iyi yüzey kalitesini koruyabilir; üstelik yalnızca az miktarda yağlayıcı kullanılır. Bu, daha az takım değişimi, daha az hurda ve büyük hacimli geleneksel kesme sıvılarına daha az bağımlılık anlamına gelir. Basitçe ifade etmek gerekirse, çok soğuk soğutmayı ince bir yağ sisiyle birleştirmek, üreticilerin bu inatçı metali daha nazik ve verimli kesmesini sağlayarak hem maliyet tasarrufunu hem de daha temiz, sürdürülebilir üretimi destekler.
Atıf: Yurtkuran, H. Integrated assessment of tool wear, chip morphology, surface ıntegrity and energy consumption in sustainable milling of Inconel 718. Sci Rep 16, 6967 (2026). https://doi.org/10.1038/s41598-026-37624-6
Anahtar kelimeler: Inconel 718 işleme, kriyogenik soğutma, minimum miktarda yağlama, takım aşınması, sürdürülebilir üretim