Clear Sky Science · tr
Farklı AA2014 ve AA5052 alüminyum alaşımları için sürtünmeli karıştırma kaynağı parametre optimizasyonu
Arabalarda ve Uçaklarda Daha Dayanıklı Hafif Metaller
Elektrikli arabalardan uçaklara ve gemilere kadar üreticiler, hem hafif hem de güçlü metal parçalar istiyor. Alüminyum bu gereksinimi iyi karşılıyor, ancak farklı alüminyum sınıflarını zayıflatmadan birbirine birleştirmek şaşırtıcı derecede zor olabiliyor. Bu çalışma, mühendislerin AA2014 ve AA5052 gibi çok farklı iki alüminyum alaşımını talepkar yapılara uygun, güçlü ve güvenilir bir birleşim oluşturacak şekilde katı hâl süreç olan sürtünmeli karıştırma kaynağını nasıl ince ayar yapabileceklerini gösteriyor.
Dönerek Çalışan Bir Alet Metali Eritmeden Nasıl Birleştirir
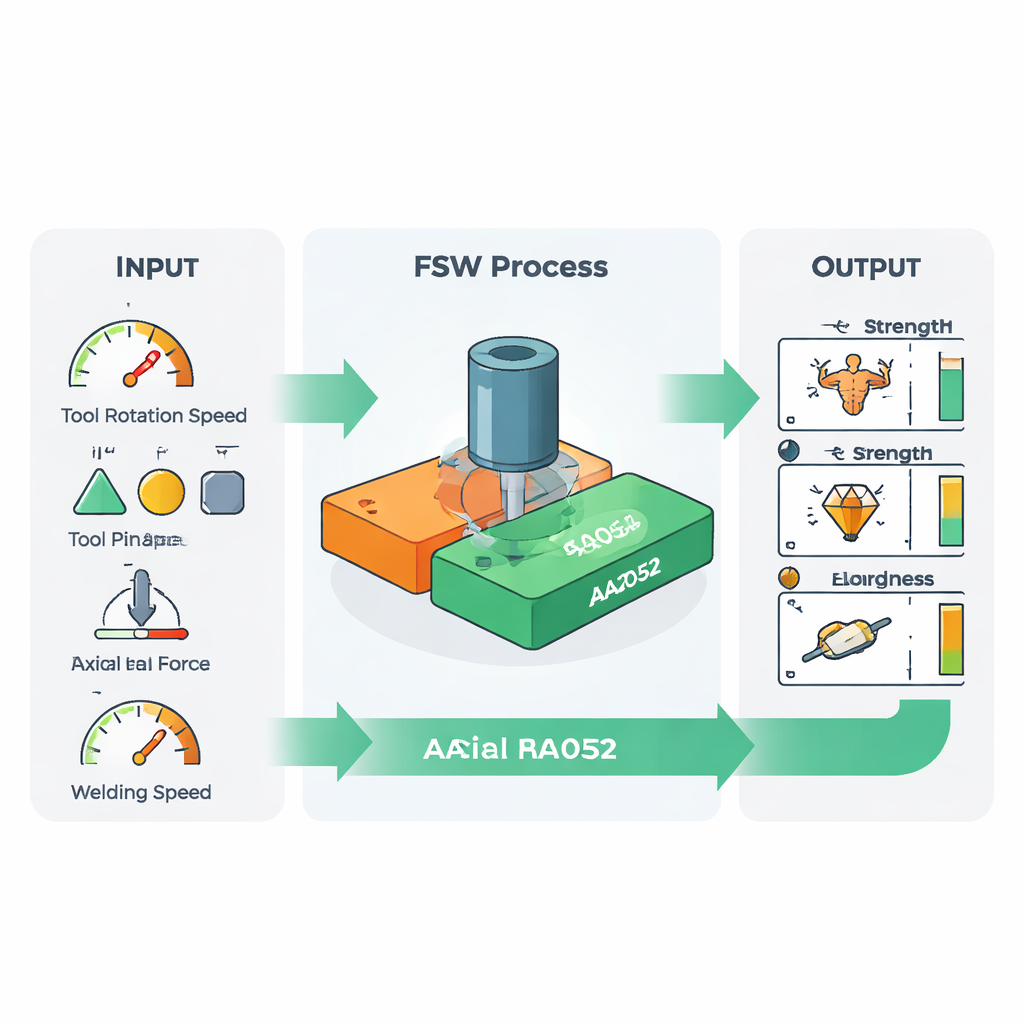
Sürtünmeli karıştırma kaynağı, geleneksel eritme ve birleştirmeden çok yoğurma işlemine benzer. Sert bir dönen takın iki metal levha arasındaki derzine bastırılıp birleşim boyunca hareket ettirilmesiyle çalışır. Sürtünme metali yumuşatır ama eritmez; böylece metal karıştırılıp dövülerek sağlam bir bağ oluşur. Bu, gözenekler, çatlaklar ve deformasyon gibi sıradan kaynak problemlerinin çoğundan kaçınır. Bu çalışmada yazarlar dört temel ayara odaklandı: takımın dönüş hızı, piminin şekli (üçgen, daire veya kare), ne kadar bastırıldığı (aksiyal yük) ve birleşim boyunca ne kadar hızlı ilerlediği. Bu ayar düğmelerinin yüksek mukavemetli, ısıl işlem uygulanabilen bir alaşım (AA2014) ile daha korozyona dayanıklı bir alaşım (AA5052) arasındaki kaynağın nihai dayanımı, uzaması ve sertliği üzerinde nasıl etkili olduğunu görmek istediler.
En İyi Ayarları Bulmak İçin Akıllı İstatistik Kullanımı
Tüm olası kaynak ayarı kombinasyonlarını denemek yavaş ve pahalı olurdu. Bunun yerine ekip, Box–Behnken dizaynıyla birleştirilmiş tepki yüzeyi metodolojisi adı verilen istatistiksel bir strateji kullandı. Bu yaklaşım onları dört işlem parametresinin dört önemli çıktıyı nasıl etkilediğini verimli biçimde haritalayan 29 dikkatle seçilmiş deneye yönlendirdi: kopma öncesi taşıyabildiği yükü gösteren çekme dayanımı (ultimate tensile strength), kalıcı olarak şekil değiştirmeye başladığı nokta olan akma dayanımı (yield strength), uzama (elongasyon) ve mikrosertlik (çentiklemeye karşı direnç). Ardından güç ve sertliği yüksek tutarken sünekliği çok fazla feda etmemeyi sağlayan tek bir uzlaşma parametre setini aramak için “arzu edilebilirlik” fonksiyonu kullandılar.
Optimum Kaynağın İç Yapısı Nasıl Görünüyor
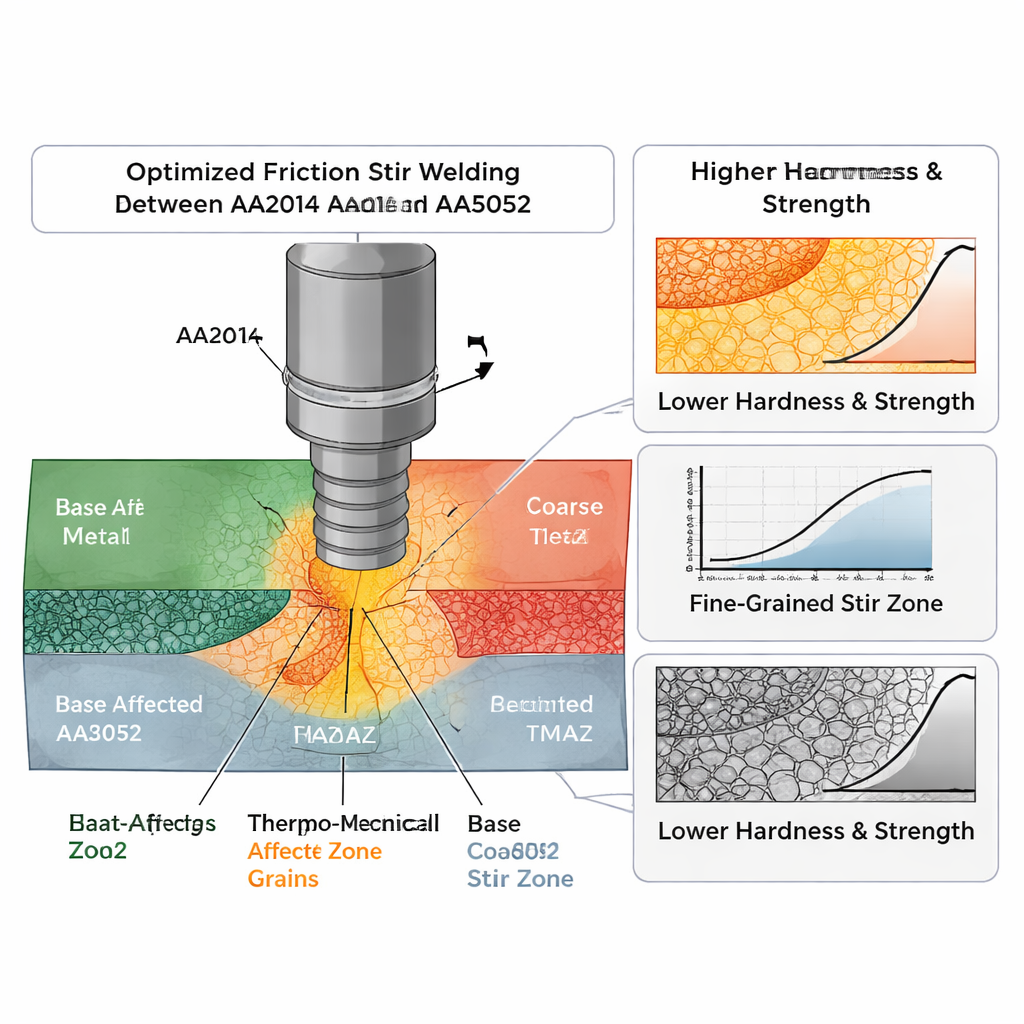
Bulunan en iyi uzlaşma, orta-yüksek bir takım dönüş hızı (yaklaşık 1880 rpm), kare biçimli bir pim, nispeten yüksek 10 kN aksiyal yük ve yaklaşık 17,6 mm/dak civarında orta-yüksek bir kaynak hızını içeriyordu. Bu koşullar altında birleşim yaklaşık 258 MPa çekme dayanımı ve 197 MPa akma dayanımı sağladı; Vickers ölçeğinde sertlik biraz 100’ün üzerindeydi ve uzama yaklaşık %4,4 civarındaydı. Mikroskopik incelemeler bunun nedenini ortaya koydu: merkezi “karıştırma bölgesinde” alüminyum taneleri çok ince ve neredeyse eş eksenliydi ve küçük güçlendirici parçacıklar homojen şekilde yayılmıştı. Bu ince, düzgün yapı, tam dinamik yeniden kristalleşmenin tipik işaretiydi—metal, karıştırma sırasında mikroskobik düzeyde etkili biçimde yeniden şekillenmişti.
Ayarlar Yanlış Olunca Ne Olur
Kötü ayarların olumsuz etkilerini görmek için araştırmacılar daha düşük takım hızı, dairesel pim ve daha düşük aksiyal basınçla yapılan eksik optimize edilmiş bir kaynağı karşılaştırdı. Bu birleşimde daha iri taneler, sert parçacık kümeleri ve takım arkasında malzemenin dolmadığı tünel benzeri boşluklar görüldü. Beklendiği üzere, dayanımı ve sertliği daha düşüktü ve çekme testlerinden elde edilen kırılma yüzeyleri daha büyük, düzensiz çukurcuklar ve erken kopma belirtileri gösteriyordu. Buna karşılık optimize edilmiş birleşim, çok sayıda küçük, birbiriyle uyumlu çukurcuklarla kırıldı—bu, inceltilmiş, kusursuz mikroyapısına ve kaynak boyunca daha elverişli sertlik profilinin doğrudan bağlantılı olduğu daha sünek, enerji emici bir kırılma biçiminin kanıtıydı.
Gerçek Dünya Yapıları İçin Neden Önemli
Araba, uçak ve gemi tasarımcıları için mesaj açık: sürtünmeli karıştırma kaynağı farklı alüminyum alaşımlarını güvenilir biçimde birleştirebilir, ancak yalnızca süreç dikkatle ayarlandığında. Planlı deneyleri istatistiksel modellemeyle birleştirerek bu çalışma, AA2014 ile AA5052 arasında güçlü, sert fakat hâlâ makul düzeyde sünek bir birleşim veren belirli bir takım hızı, şekli, basınç ve ilerleme hızı reçetesini tanımlıyor. Optimum kaynak, iç kusurları önlüyor ve herhangi bir kaynak sonrası ısıl işlem gerektirmeden dengeli özellikler elde ederek, karışık alaşım tasarımlarının daha iyi kullanılmasını sağlayan daha hafif, daha verimli yapılara pratik bir yol sunuyor.
Atıf: Soundararjan, S., Jeevakarunya, C., Raj Kumar, P. et al. Friction stir welding parameter optimization for dissimilar AA2014 and AA5052 aluminium alloys. Sci Rep 16, 7138 (2026). https://doi.org/10.1038/s41598-026-37562-3
Anahtar kelimeler: sürtünmeli karıştırma kaynak, alüminyum alaşımları, kaynak optimizasyonu, hafif yapılar, mikroyapı