Clear Sky Science · tr
Deneysel olarak doğrulanmış simülasyonlar ve analitik modellemeye dayalı, patlama modunda paslanmaz çelik üzerinde ultraviyole lazer ablasyonunun optimizasyonu
Daha Az Isı ile Daha Keskin Kesimler
Tıbbi implantlardan hassas aletlere kadar, birçok günlük teknoloji metaller üzerinde işlenmiş detaylı desenlere dayanır. Mikrosaniyenin milyonda biri kadar kısa süren atımlar gönderen ultraviyole lazerler metali olağanüstü bir hassasiyetle şekillendirebilir, ancak endüstri için yeterince hızlı çalışmakta zorlanabilir. Bu çalışma, bu atımları daha akıllı bir şekilde ateşleme yöntemi olan "patlama modu"nu araştırarak, paslanmaz çeliği daha verimli biçimde çıkarmayı ve ultraviyole lazerlerin tercih edilebilir kılan ince kontrolünü korumayı hedefliyor.
Tek Bir Büyük Parıltıyı Birçok Küçüğe Bölmek
Çelik yüzeye tek bir güçlü lazer darbesi göndermek yerine, patlama modu bu enerjiyi milyarda saniye aralıklarla gelen daha küçük alt-atımlardan oluşan hızlı bir tren halinde bölüştürür. 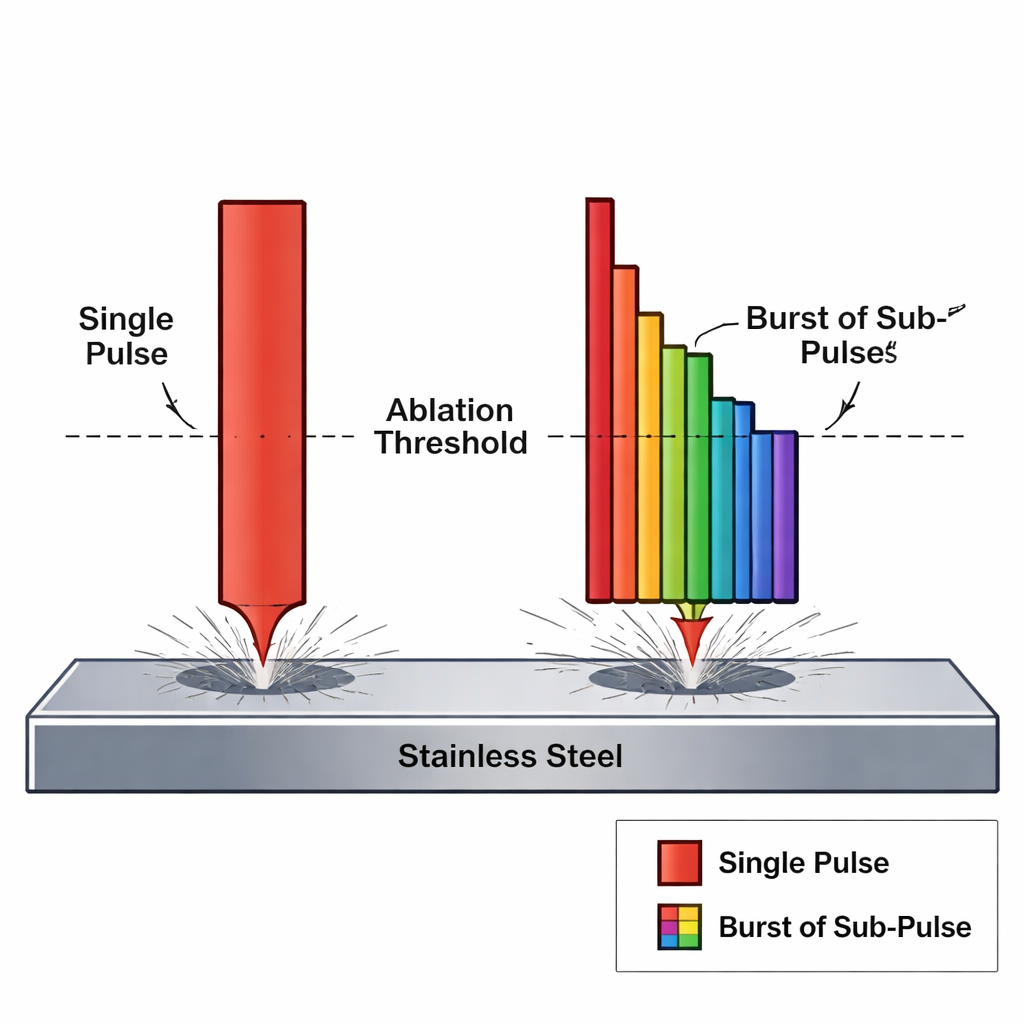
Metalin İçinde Isıyı Takip Etmek
Buna yanıt olarak ekip, iyi oturmuş bir "iki-sıcaklık" modelini kullanıyor ve genişletiyor. Basitçe söylemek gerekirse, bir ultraviyole atım metale çarptığında elektronlar önce ısınır, ardından enerjiyi hızla atomik kafese aktarırlar. Araştırmacılar bu iki aşamalı ısıtmayı simüle ediyor, ardından elektronlar ve atomlar aynı sıcaklığa ulaştığında daha geleneksel bir ısı yayılım modeline geçiyor. Modeller arasındaki bu akıllı geçiş, onlarca alt-atımın hızlı ardışıklıkla geldiği durumlarda bile uzun süreli simülasyonları mümkün kılıyor. Hesaplamalar sıcaklığın nasıl biriktiğini, malzemenin nasıl kopup gittiğini ve her alt-atım çarptıkça yüzey şeklinin nasıl evrildiğini izliyor.
Hesaplamaları Test Eden Deneyler
Sadece simülasyonlar yeterli değildir; bu yüzden yazarlar patlama modunda çalışan ticari bir femtosaniye lazer sistemi kullanarak kontrollü deneyler yapıyor. Paslanmaz çeliği çok pürüzsüz bir yüzeye parlatıyorlar ve farklı toplam enerjilerle ve farklı alt-atım sayılarıyla tek atımlar vuruyor, ardından küçük kraterleri yüksek çözünürlüklü optik profilometri ile ölçüyorlar. Birçok tekrar atışta, ablasyonla oluşan derinlik ve çapı istatistiksel olarak analiz ediyorlar. Ölçülen eğilimler — derinliğin nasıl büyüdüğü, doyguna ulaştığı veya fluens ve alt-atım sayısı değiştikçe nasıl kaybolduğu — doğrudan modelin öngörüleriyle karşılaştırılıyor.
Her Küçük Atım İçin Tatlı Noktayı Bulmak
Birleştirilmiş sonuçlar net bir desen ortaya koyuyor. Her alt-atım çok zayıfsa hiçbir şey çıkarılmıyor: enerji malzemeyi koparmak için gereken "eşik fluens"in altında kalıyor. Alt-atım başına enerji bu eşiği aştıkça ablasyon derinliği artıyor ve iyi tanımlanmış bir alt-atım başına "optimal" fluenste maksimuma ulaşıyor. Ancak alt-atımlar çok güçlü hale gelirse verim düşüyor — fazladan enerji, daha derin oymak yerine zaten çıkarılmış malzemeyi fazla ısıtıyor. 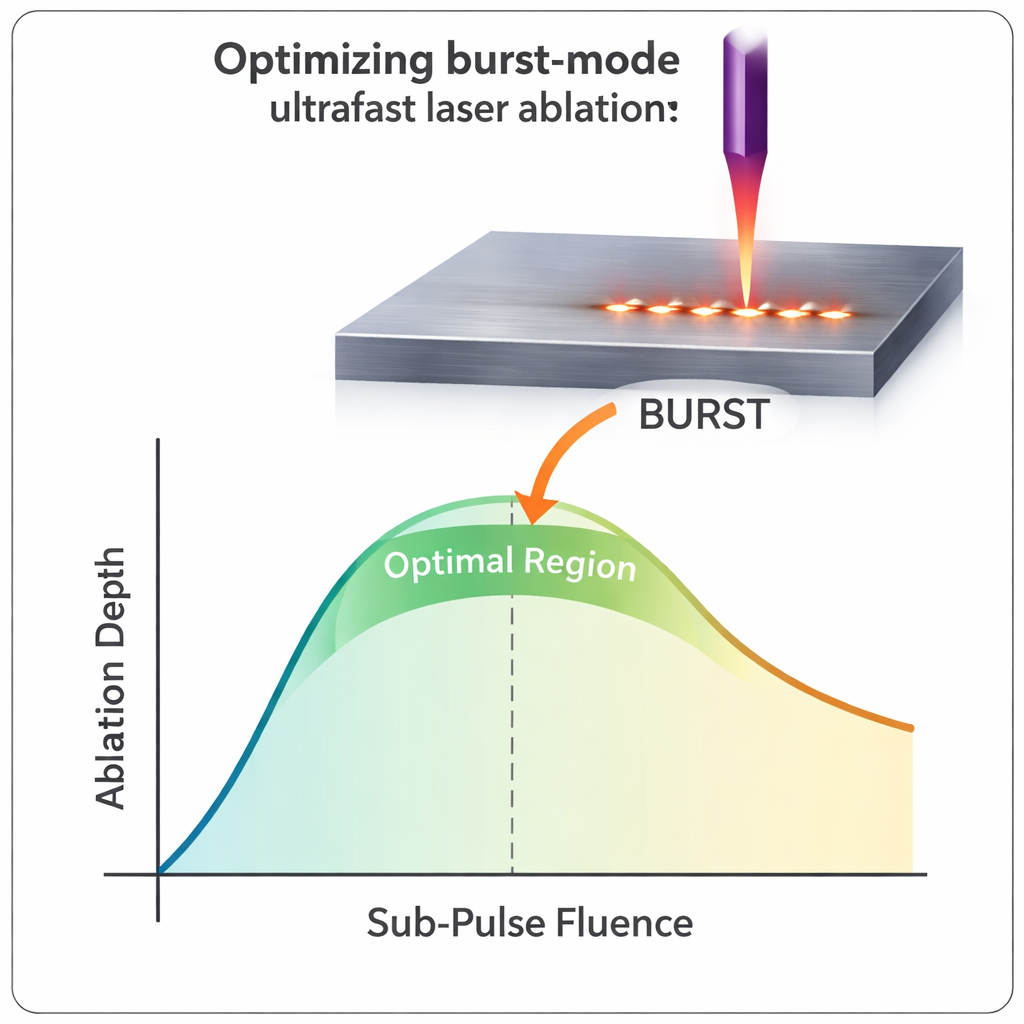
Hızlı Endüstriyel Seçimler İçin Basit Formüller
Bu içgörüleri fabrika katında kullanılabilir hale getirmek için yazarlar detaylı simülasyonlarını iki kompakt analitik modele indirger. Biri fluens ve alt-atım sayısından derinliği tahmin etmek için basit bir logaritmik formül kullanıyor; hızlı, pratik optimizasyonlar için uygun. İkincisi düşük enerjilerde doğrusal bir tanımı, daha yüksek enerjilerde ise logaritmik bir tanımı harmanlayarak daha geniş bir aralıkta verilere daha iyi uymayı sağlıyor. Her iki model de temelde aynı alt-atım başına optimal enerji aralığını belirliyor ve neden yüksek toplam güçte enerjiyi iyi seçilmiş birçok alt-atıma bölmenin sadece lazer gücünü artırmaktan daha etkili olduğunu açıklıyor.
Gerçek Dünya Üretimi İçin Anlamı
Sade bir ifadeyle, çalışma enerji verme "nasıl"ının, "ne kadar" verdiğiniz kadar önemli olduğunu gösteriyor. Paslanmaz çeliğin ultraviyole işlenmesinde, güçlü bir atımı daha küçük, dikkatle ayarlanmış alt-atımlardan oluşan bir patlamaya bölmek, birim enerji başına daha fazla malzeme çıkarabilir, özellikleri dar tutabilir ve aşırı ısınmayı önleyebilir. Doğrulanmış bilgisayar modelleri ve basit formüller, makine üreticileri ve proses mühendislerinin gelecekteki endüstriyel uygulamalarda daha hızlı, daha temiz ve daha güvenilir lazer işleme için patlama parametrelerini ayarlamakta kullanabileceği bir araç seti sunuyor.
Atıf: Omeñaca, L., Olaizola, S.M., Rodríguez, A. et al. Optimization of ultrafast laser ablation of stainless steel in burst mode based on experimentally validated simulations and analytical modelling. Sci Rep 16, 6295 (2026). https://doi.org/10.1038/s41598-026-37443-9
Anahtar kelimeler: ultra hızlı lazer ablasyonu, patlama modu işleme, paslanmaz çelik mikroişleme, iki-sıcaklık modeli, lazer üretim optimizasyonu