Clear Sky Science · tr
Beş eksenli frezelemede değişken adımlı küresel uçlu frezenin kesme kuvvetlerinin modellenmesi ve deneysel çalışması
Neden daha düzgün metal kesimi önemlidir
Jet motorlarından uzay araçlarına kadar birçok modern makine, akıcı, eğrisel şekillere ve ince duvarlara sahip metal parçalara dayanır. Bu parçalar zor alaşımlardan kesilmek zorundadır; ancak işleme sırasında oluşan en küçük titreşim veya aşırı kuvvet bile iz bırakabilir, malzemeyi zayıflatabilir veya ömrünü kısaltabilir. Bu çalışma, gelişmiş üretimin merkezindeki pratik bir sorunu ele alır: karmaşık parçalar daha hızlı, daha hassas ve çalkantı (chatter) riskini azaltarak kesilebilmesi için değişken adımlı bir küresel uçlu frezenin üzerine etkiyen kuvvetleri nasıl tahmin edebiliriz?
Aşina olunan bir kesici alete yeni bir bakış
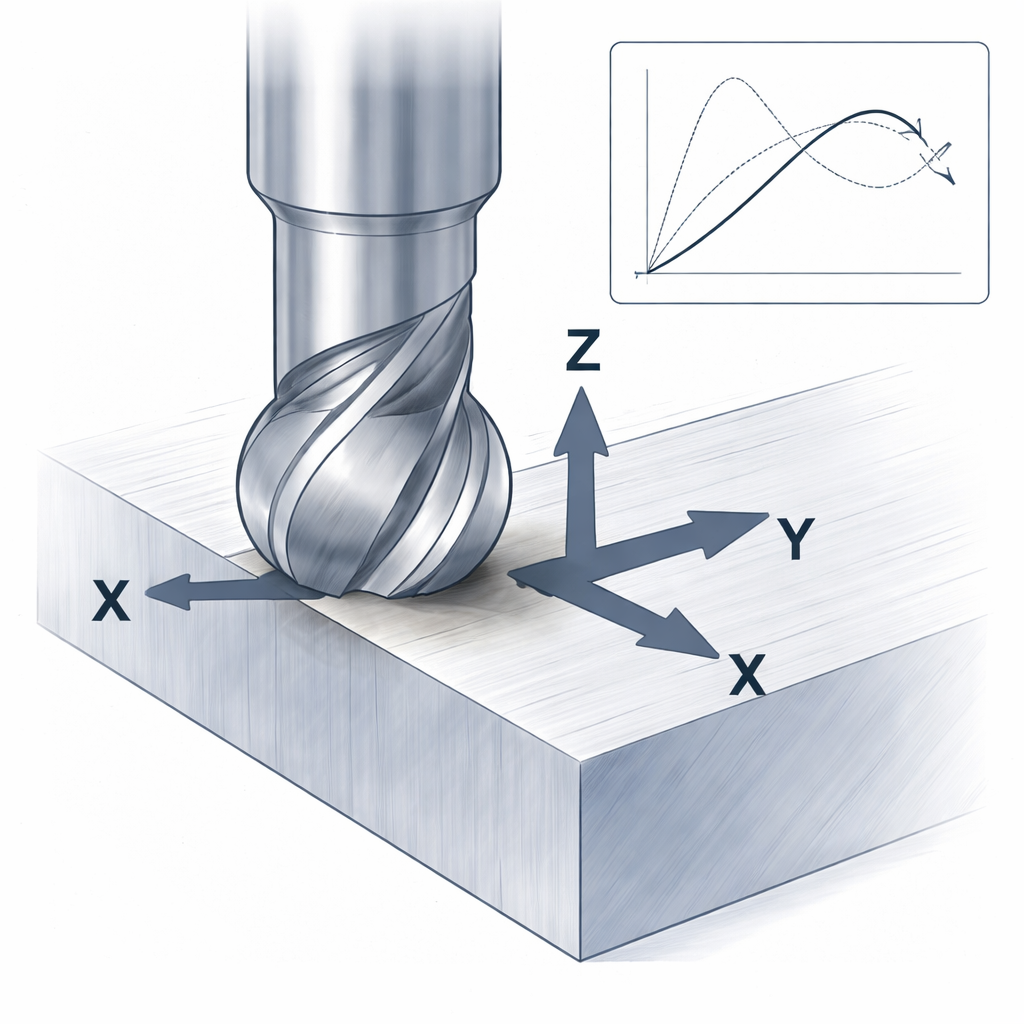
Küresel uçlu frezeler, yuvarlak uçları sayesinde düz aletlerin kolaylıkla ulaşamadığı pürüzsüz yüzeyleri izleyebilen yaygın araçlardır. Bununla birlikte bu yuvarlak şekil davranışlarını öngörmeyi zorlaştırır. Kesme hızı en uçta sıfırdan başlar ve yanlarda maksimuma ulaşır; çok eksenli makinelerde alet sürekli eğilir ve döner. Üstelik bu çalışma, komşu kesici kenarlar arasındaki aralığın kasıtlı olarak düzensiz yapıldığı “değişken-adımlı” aletlere odaklanır. Bu düzensiz aralık titreşimleri kırmaya yardımcı olurken, kuvvetlerin oluşumunu da karmaşıklaştırır. Bunu ele almak için yazarlar, böyle bir aletin geometrisi ve hareketini gerçek işleme sırasında ürettiği kuvvetlerle ilişkilendiren ayrıntılı bir matematiksel model kurarlar.
Alet ile metal arasındaki görünmez teması haritalamak
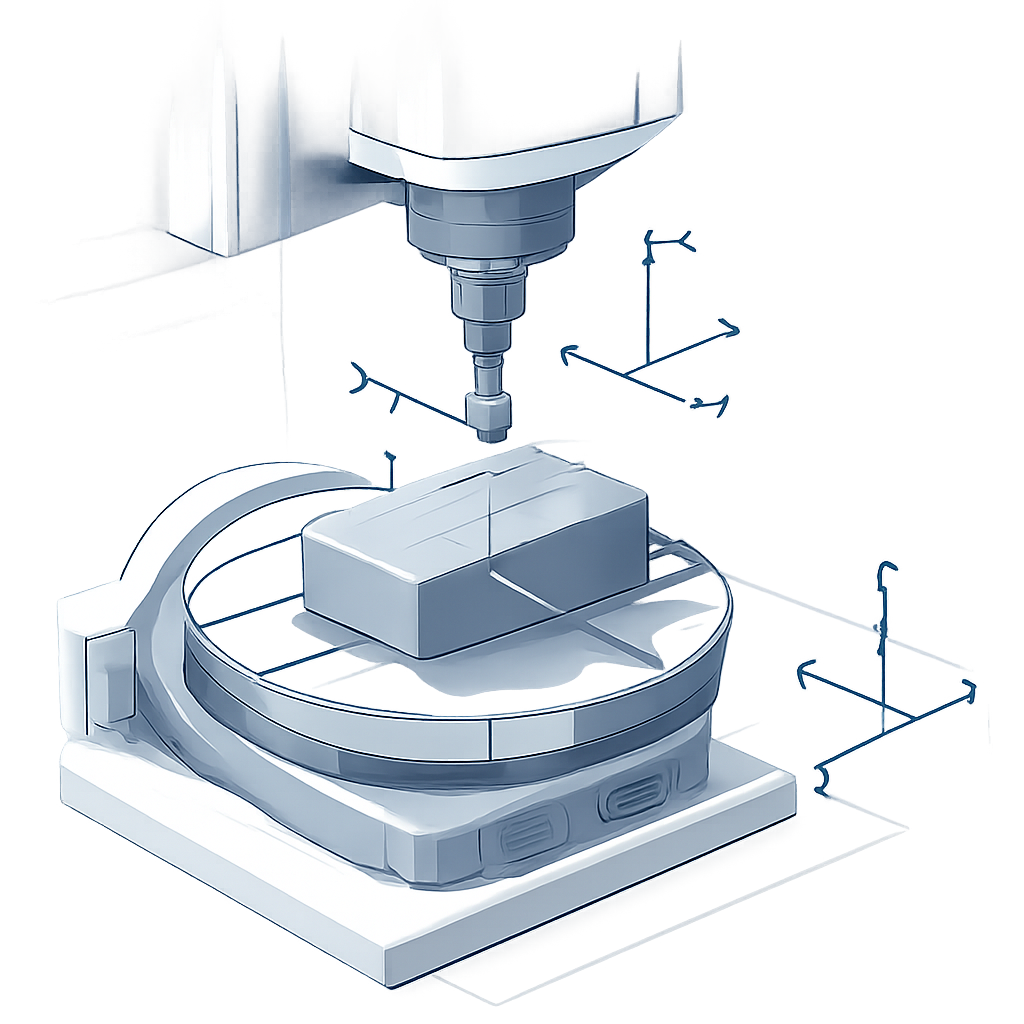
Çalışmanın özünde, kesici kenarın metalle nasıl gerçekten temas ettiğinin titiz bir tanımı vardır. Yazarlar bir makineye bağlı, bir iş parçasına bağlı, bir alede bağlı ve besleme yönünü izleyen olmak üzere birkaç koordinat sistemi tanımlar. Bu çerçeveleri kullanarak, kesici kenarın her küçük parçasının herhangi bir anda uzayda tam olarak nerede olduğunu belirtirler. Tamamen üç boyutlu ve hareketli bir temas bölgesini doğrudan izlemeye çalışmak yerine—ki bu son derece karmaşık olurdu—temas alanını alet eksenine dik bir düzleme yansıtırlar. Bu zekice basitleştirme, kesici kenarın her mikroskobik parçası için malzemeye girme ve çıkma açılarını ve ne kadar derin ısırdığını bulmalarını sağlar.
Küçük parçalardan kuvvetler inşa etmek
Temas bilindikten sonra çalışma, kesici kenarı alet ekseni boyunca çok küçük elemanların yığını olarak ele alır. Her eleman için model, metal talaşının kalınlığını ve o kenar parçasının uzunluğunu hesaplar. Yerel kesme kuvveti sonra iki kısma ayrılır: metali kesmeden kaynaklanan bir bölüm ve kenarın sürtünmesi ve itmesi biçiminde daha küçük bir "sürme" (ploughing) etkisi. Bu eleman kuvvetleri üç yönde—tanjantal, radyal ve eksensel—ifade edilir, ardından aletin kendi X, Y ve Z yönlerine dönüştürülüp tüm kesici kenar boyunca toplanır. Değişken-adımlı aletler her dişte aynı besleme koşullarını paylaşmadığı için model aynı zamanda talaş kalınlığını diş diş ayarlar; bu da düzensiz aralığın kuvvet desenini nasıl yeniden şekillendirdiğini ve titreşimleri nasıl sönümsediğini yakalar.
Denklemlerden gerçek titanyum talaşlarına
Bir model yalnızca gerçeğe uyduğunda kullanışlıdır, bu yüzden ekip uçak sanayinde dayanıklılığı ve ısı direnci nedeniyle yaygın olarak kullanılan bir malzeme olan titanyum alaşım plakalar üzerinde kontrollü frezeleme testleri gerçekleştirmiştir. Beş eksenli bir makinede dört dişli değişken-adımlı bir küresel uçlu freze kullanarak, kesme derinliği ve diş başı ilerlemeyi değiştirirken üç yönde kuvvetleri hassas bir kuvvet sensörü ile ölçmüşlerdir. Alışılagelmiş tam yarık (full-slot) kesimler yerine, genellikle aynı anda yalnızca bir dişin kesimde olduğu gerçek finisaj işlemlerini andıran sığ paslar kullanmışlardır. Bu ölçümlerden, her bir diş için ortalama kuvvetleri çıkarmış ve denklemlerindeki bilinmeyen kesme-kat sayılarını kalibre etmek için bunları kullanmışlardır; böylece model aletin ve malzemenin gerçek davranışına uyum sağlayabilmiştir.
Tahminler ne kadar iyi tuttu
Kalibre edilmiş katsayılar elde edildikten sonra, yazarlar deneylerle aynı kesme koşullarını kullanarak simülasyonlar çalıştırmış ve öngörülen ile ölçülen kuvvetleri doğrudan karşılaştırmışlardır. Üç yöndeki dalga şekilleri, tepe ve çukurlar yakından örtüşmüş ve ayrıntılı bir hata analizi uyumsuzluğun en fazla yüzde 6,74 olduğunu göstermiştir. Bu doğruluk seviyesi, güvenli kesme parametreleri seçmek, chatteringden kaçınmak ve takım tasarımını optimize etmek gibi pratik görevleri destekleyecek kadar yüksektir. Çalışma ayrıca aletin eğim açılarını değiştirmenin temas alanını nasıl yeniden şekillendirdiğini ve yükün küresel uç boyunca nerede taşındığını kaydırdığını göstererek süreç planlayıcıları için daha sezgisel bir görüntü sağlar.
Gelecekteki işleme için anlamı
Uzman olmayanlar için çıkarım şudur: Bu çalışma, karmaşık bir kesici aletin metal kesilmeden önce ne yapacağını tahmin etmeye yönelik bilimsel temelli bir yöntem sunar. Geometrik içgörü, talaş oluşum fiziği ve hedeflenmiş deneyleri birleştirerek yazarlar, çok eksenli finisajda değişken-adımlı küresel uçlu frezeler için uyarlanmış bir kuvvet modeli oluşturmuşlardır. Bu, üreticilerin yüzey kalitesinden ödün vermeden makineleri daha agresif çalıştırmasına, deneme-yanılma kurulum süresini kısaltmasına ve titreşimleri kontrol altında tutacak takım ve takım yolları tasarlamasına yardımcı olabilir. Uzun vadede, bu tür modeller uçaklar, türbinler ve diğer zorlu teknolojilere giden hafif, yüksek performanslı parçaların daha güvenilir üretimini destekler.
Atıf: Tian, W., Zhou, J., Ren, J. et al. Modeling and experimental study of cutting forces of a variable pitch ball-end cutter in five-axis milling. Sci Rep 16, 6541 (2026). https://doi.org/10.1038/s41598-026-36982-5
Anahtar kelimeler: beş eksenli frezeleme, değişken adımlı frezeler, küresel uçlu frezeleme, kesme kuvveti modelleme, titan işleme