Clear Sky Science · tr
PSO ve TLBO çerçeveleri kullanılarak Hastelloy C276 için işlemin parametrelerinin veri odaklı optimizasyonu
Bu sert metal neden önemli
Jet motorlarından kimyasal reaktörlere kadar birçok kritik sistem, aşırı ısıya ve agresif kimyasallara dayanabilen metallere güveniyor. Hastelloy C276 bu “süper” alaşımlardan biri; ancak zorluğu, onu hassas parçalar halinde işlemeyi zorlu ve maliyetli hale getiriyor. Bu çalışma, gelişmiş soğutma yöntemlerini akıllı bilgisayar optimizasyonlarıyla birleştirerek bu inatçı metali daha temiz, daha ucuz ve daha sürdürülebilir şekilde kesmenin yollarını araştırıyor.
Soğutmayı sağlamak için dört yöntem
Araştırmacılar, dönen bir takımın Hastelloy C276 blok üzerinde düz bir yüzey oyduğu frezeleme sürecine odaklandı. Kesme bölgesini soğutup yağlamak için dört farklı yöntemi karşılaştırdılar: hiç sıvı kullanmama (kuru işlem), az miktarda sıvı ile ince bir yağ sisi (minimum miktarda yağlama, MQL), aynı sise ince seramik parçacıkları eklenmiş versiyonu (nano-MQL) ve çok soğuk karbon dioksit jeti (kriyojenik CO₂). Özenle planlanmış 16 denemelik yapılandırılmış bir dizi kullanarak takımın dönüş hızını ve her devrimde ne kadar metal kaldırıldığını değiştirdiler. Her deneme için fabrika ortamında önemli olan dört pratik sonucu ölçtüler: işlenen yüzeyin pürüzlülüğü, kesme için gereken kuvvet, takımın ne kadar hızlı aşındığı ve kesme bölgesinin ulaştığı sıcaklık. 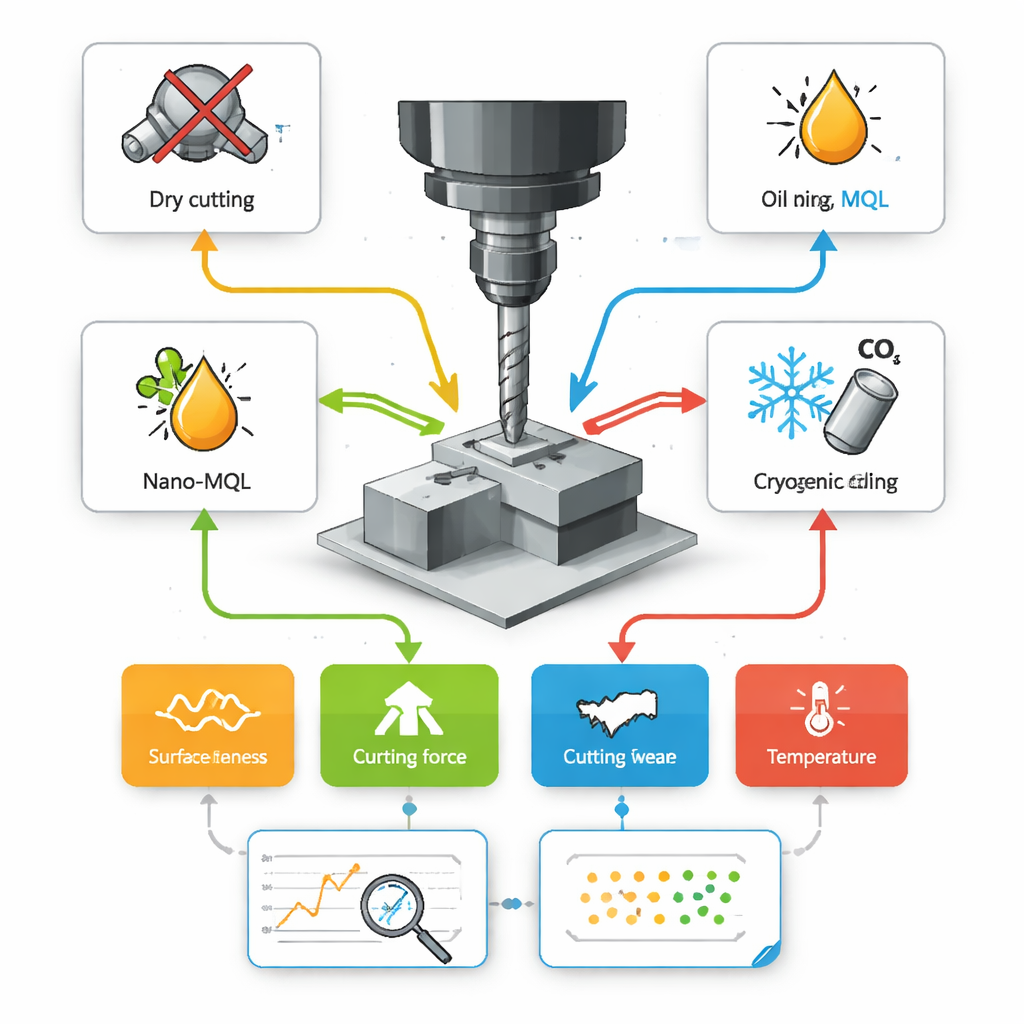
Takıma ve yüzeye neler olur
Beklendiği gibi, süreci daha yüksek hızlar ve daha ağır ilerlemelerle zorlamak kesme kuvvetlerini artırma, sıcaklıkları yükseltme ve takımı daha hızlı aşındırma eğilimindeydi. Mikroskobik görüntüler, alaşımın küçük parçacıklarının kesme ağzına yapışıp sonra koparak yapışkan aşınma adı verilen bir süreç oluşturduğunu; alaşımdaki sert parçacıkların ise zımpara gibi takımı çizecek şekilde aşındırma oluşturduğunu gösterdi. Bu hasar türleri tüm koşullar altında görüldü, ancak kriyojenik CO₂ soğutma kullanıldığında çok daha az şiddetliydi. Soğuk CO₂ karının takım–yongasına düşmesi ısının hızla uzaklaştırılmasını sağlayıp metalin takıma kaynama eğilimini azalttı. Bu yalnızca takım aşınmasını yavaşlatmakla kalmadı, aynı zamanda daha keskin bir kesme kenarının korunmasına yardımcı olarak parçanın daha pürüzsüz bir yüzey üretmesini sağladı.
Soğutma seçimi kuvvetleri ve ısıyı nasıl değiştirir
Çalışma, kuru işlemenin en kötü sonuçları verdiğini gösterdi: pürüzlü yüzeyler, yüksek kesme kuvvetleri ve çok sıcak takımlar. MQL ve nano-MQL yağlamayı iyileştirip sürtünme ve sıcaklıkta orta düzeyde düşüşler sağladı, ancak yağ damlacıklarının takım ile yonga arasındaki dar alana ne kadar ulaşabildiğiyle sınırlı kaldılar. Kriyojenik CO₂ seçeneği öne çıktı. Kuru işleme kıyasla yüzey pürüzlülüğünü ve kesme kuvvetini yaklaşık %30–40 oranında azalttı ve sıcaklıkları ile takım aşınmasını önemli ölçüde düşürdü. Bunun nedeni yüksek basınçlı CO₂'nin küçük bir nozdan genişlerken soğuk “kar” sprayine dönüşmesi ve yüksek soğutma kapasitesine sahip olmasıdır. Bu kar kısa süreliğine kesme bölgesinde kalarak büyük miktarlarda ısıyı uzaklaştırır ve parça üzerinde yağlı bir kalıntı bırakmaz.
Algoritmalara en iyi ayarları seçtirmek
Doğru kesme hızı, ilerleme hızı ve soğutma yöntemi kombinasyonunu seçmek bir dengeleme işidir: bir ayar pürüzsüz bir yüzey verebilir ama takımları hızla aşındırabilir; başka bir ayar takımları korurken üretimi yavaşlatabilir. Bu takasları yönetmek için ekip iki doğadan esinlenmiş bilgisayar algoritması kullandı. Biri, Parçacık Sürü Optimizasyonu (PSO), yiyecek arayan bir kuş sürüsünü taklit eder; diğeri, Öğretme–Öğrenme Bazlı Optimizasyon (TLBO), bir sınıftaki öğrencilerin hem öğretmenden hem de birbirlerinden öğrenmesini taklit eder. Araştırmacılar her iki algoritmadan da yüzey pürüzlülüğünü, kesme kuvvetini, takım aşınmasını ve sıcaklığı birlikte en aza indiren kesme koşullarını bulmalarını istedi. Çok sayıda simüle edilmiş deneme boyunca PSO daha sık en iyi mümkün çözüme çok yakın sonuçlara ulaştı, TLBO ise daha az hesaplama çabasıyla daha hızlı iyi yanıtlar verdi. Her iki durumda da tavsiye edilen “tatlı nokta” orta düzey kesme koşullarını kriyojenik CO₂ soğutma ile eşleştiriyordu ve deneyler bu öngörülerin doğru olduğunu doğruladı. 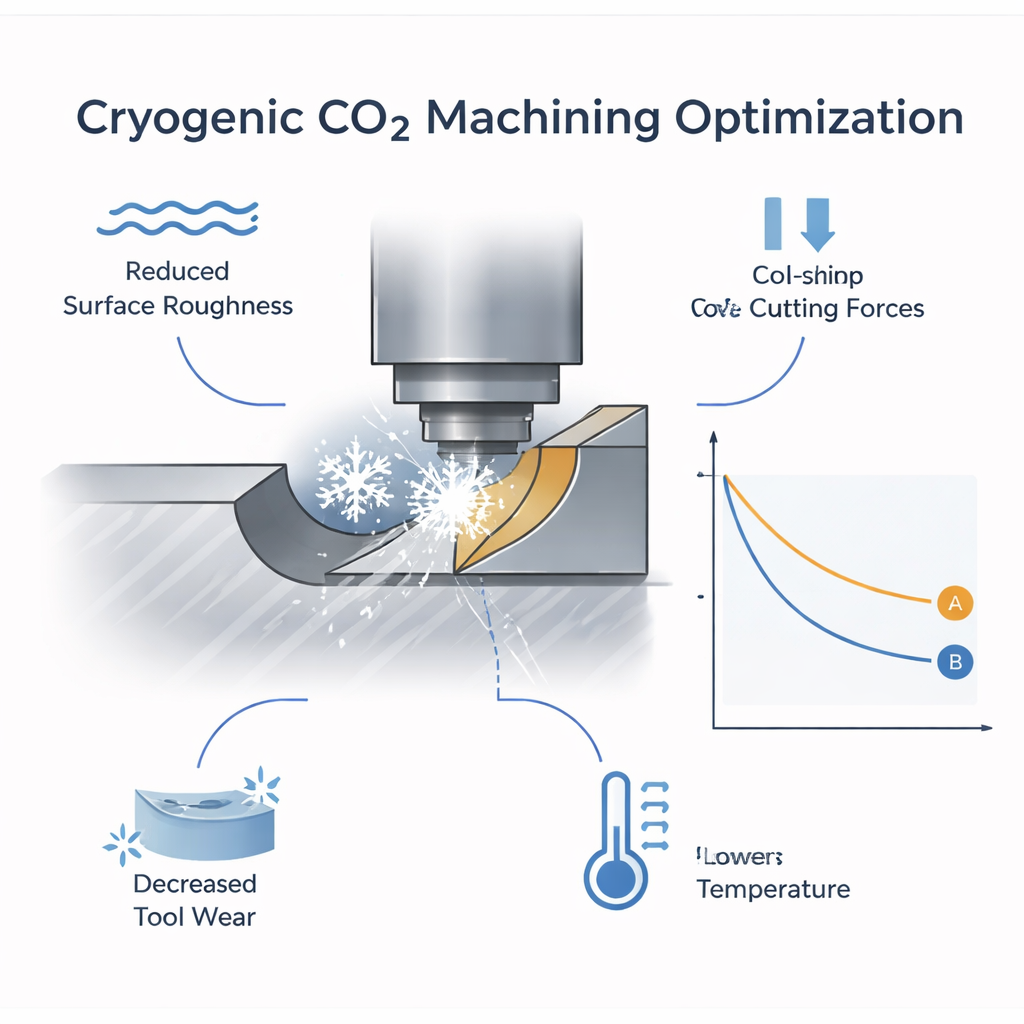
Gerçek dünyadaki üretim için anlamı
Hastelloy C276 işleyen fabrikalar için bu bulgular çift yönlü bir kazanç sunuyor: daha iyi parça kalitesi ve daha uzun takım ömrü, daha temiz bir yaklaşımla elde ediliyor. Veri odaklı optimizasyonla yönlendirilen kriyojenik CO₂ soğutma, işletmelerin geleneksel yağ bazlı soğutucuları azaltmasına olanak tanır; bu soğutucular kullanımı ve bertarafı zor ve kirli olabilen maddelerdir, oysa kriyojenik CO₂ hem takımları hem yüzeyleri korurken bunlardan kaçınmayı sağlar. Basitçe söylemek gerekirse, çok soğuk, kuru bir CO₂ “sprayi”ni akıllı algoritmalarla eşleştirmenin zor ve maliyetli bir kesme işini daha öngörülebilir, verimli ve çevre dostu bir sürece dönüştürebileceğini gösteriyor.
Atıf: Abualhaj, M.M., Venkatesh, B., Parmar, K.D. et al. Data-driven optimization of machining parameters for Hastelloy C276 using PSO and TLBO frameworks. Sci Rep 16, 5280 (2026). https://doi.org/10.1038/s41598-026-36275-x
Anahtar kelimeler: Hastelloy işleme, kriyojenik CO2 soğutma, minimum miktarda yağlama, takım aşınması azaltma, evrimsel optimizasyon