Clear Sky Science · tr
Erimiş filamentle üretim (FDM) ile üretilen alümina seramik parçalar için proses parametre optimizasyonu
Neden daha güçlü 3B baskı parçalar önemlidir
3B baskı hobiden gerçek endüstriyel bileşenlere geçerken, üreticiler sadece kolay şekillendirilebilen değil aynı zamanda dayanıklı, ısıya dirençli ve uzun ömürlü parçalar istiyor. Alümina gibi seramikler motorlarda, elektroniğin içinde ve tıbbi aletlerde zaten yaygın olarak kullanılıyor, ancak işlenmeleri zordur. Bu çalışma, yaygın bir masaüstü tarzı yazıcı kullanarak alümina parçaları güvenilir şekilde 3B yazdırmayı araştırıyor ve başkalarının izleyip karşılaştırabileceği, zorlu malzemeler için standartlaştırılmış bir pişirme yöntemi gibi adım adım bir tarif sunuyor.
Plastik yazıcıyı seramik aracına dönüştürmek
Araştırmacılar, plastik filament eritip ince iplikler halinde bırakan çok sayıda tüketici yazıcısında kullanılanla aynı temel teknoloji olan erimiş filament modellemeyle (FDM) çalışıyor. Düz plastik yerine yazıcıya alümina seramik tozunu çıkarılabilir bir polimer bağlayıcı ile karıştıran kompozit bir filament besliyorlar. Baskı sonrası plastiğin yıkanıp yakılarak uzaklaştırılması gerekiyor; geriye yoğun bir seramik parça kalıyor. Sıcaklık, hız veya katman kalınlığındaki küçük değişikliklerin baskı nesnesinin bükülmesine, çatlamasına veya detay kaybetmesine neden olabileceğinden, ekibin temel hedefi bu zorlu malzeme için güvenilir ayarlar bulacak ve parçaların nasıl davrandığını belgeleyen yapılandırılmış bir prosedür oluşturmak.
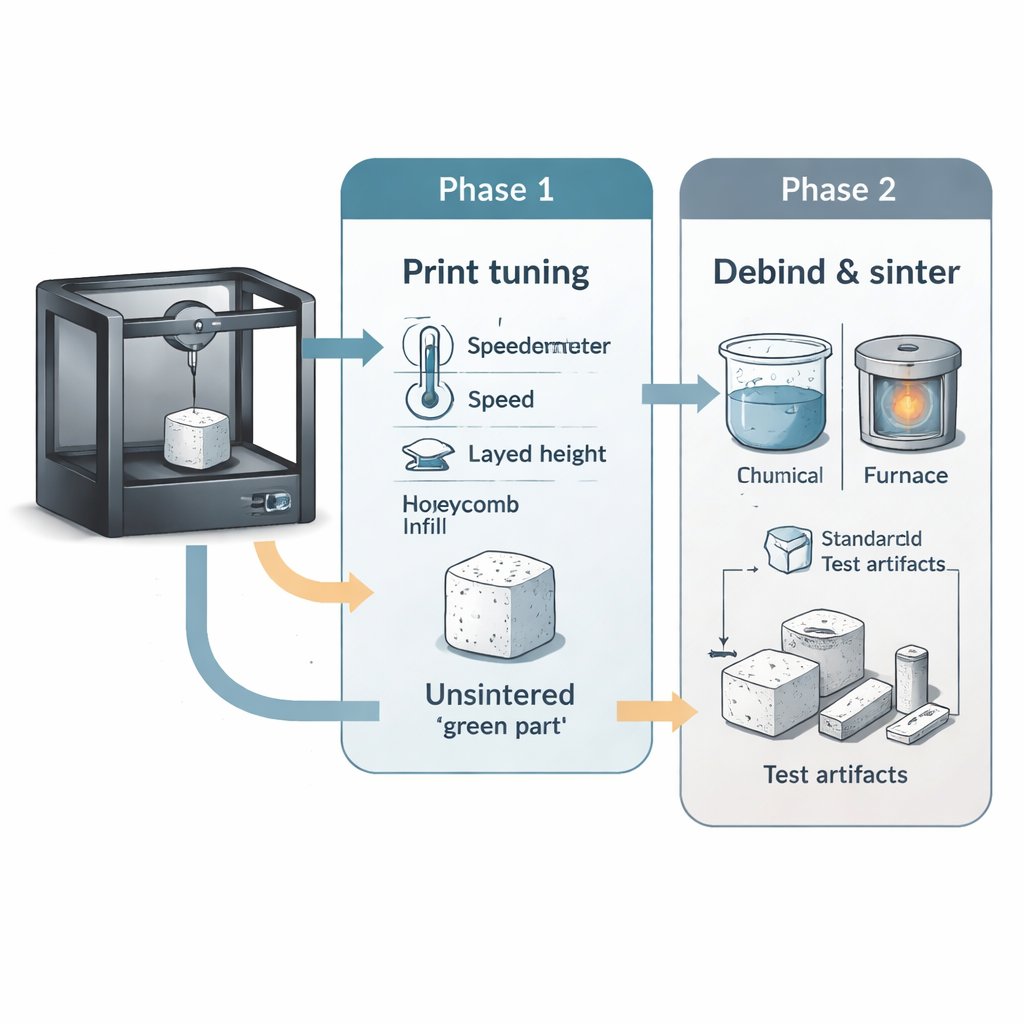
Daha iyi baskılar için iki aşamalı tarif
Optimizasyon iki aşamaya ayrılıyor. Birinci aşamada ekip yalnızca baskı adımına odaklanıyor; kimyasal veya termal işlem görmemiş “yeşil” parçalarla çalışıyorlar. Basit test şekilleri yazdırıyor ve nozül sıcaklığı, tabla sıcaklığı, baskı hızı, katman yüksekliği, duvar kalınlığı ve dolgu deseni gibi parametreleri birkaç yinelemede ayarlıyorlar. Yaygın plastikler için kullanılanın oldukça altında baskı hızına düşmek ve orta dereceli bir katman yüksekliği (0,15 mm) seçmek, tutarlı duvarlar ve düz tabanlar için kritik olduğu ortaya çıkıyor. Alt yüzeyde boşluk veya ezilmiş katmanları önlemek için nozülün yapı tablasına ne kadar yakın oturduğunu da ince ayarlıyorlar.
Büzülme ve ısı için parçaları ayarlamak
İkinci aşamada, yazdırılmış parçalar tam seramik sürecinden geçiriliyor: önce bağlayıcının bir kısmını çözmek için aseton içinde kimyasal bir banyo, ardından geri kalanın uzaklaştırılması ve alüminanın yaklaşık 1550 °C'de sinterlenmesi için uzun, dikkatle kontrol edilen bir ısıtma işlemi fırında uygulanıyor. Bu adımlar parçaların her yönde yaklaşık beşte bir oranında büzülmesine ve şekil bozuklukları veya çatlaklara yol açmasına neden olabiliyor. Bunu ele almak için ekip tasarım ölçek faktörlerini, alt ve üst katman sayısını, duvar hattı sayısını ve iç dolgu yoğunluğu ile desenini sistematik olarak değiştiriyor. Bu çalışmadan, işleme sırasında çökmeden kurtulabilecek kadar kalın ve sağlam parçalar, ancak çözücülerin veya gazların hapsolmayacağı kadar da gözenekli parçalar veren bir dizi ölçek ve yapısal ayar türetiliyor.
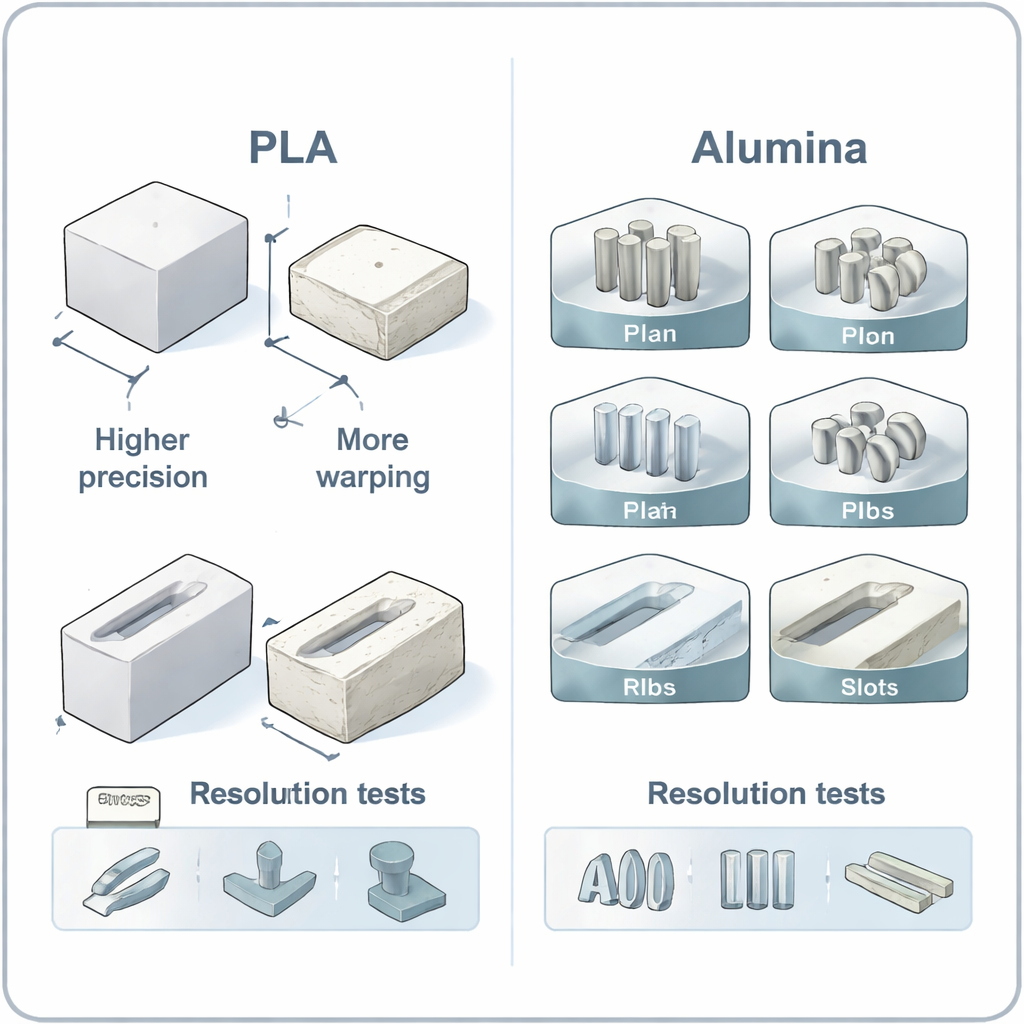
Sürecin teste tabi tutulması
Optimum ayarlarının ne kadar iyi çalıştığını değerlendirmek için yazarlar uluslararası bir ISO standardında tanımlanmış standartlaştırılmış “test nesneleri” yazdırıyor. Bu şekiller üç pratik niteliği ölçüyor: genel boyutsal doğruluk, yazıcının hala oluşturabileceği en küçük özellikler (çözünürlük) ve eğimli çıkıntılarda dahil olmak üzere yüzey kalitesi. Her malzemenin en iyi bilinen ayarlarını kullanarak hem alümina hem de tanıdık bir plastik olan PLA’dan tam setler üretiyorlar. Titiz ölçümler, özellikle yüksek sıcaklıklı fırın aşamasından sonra alümina parçaların genel olarak daha fazla büzüldüğünü ve burkulduğunu; bunun da üç eksenin tümünde doğruluğu düşürdüğünü gösteriyor. PLA’da yazdırılabilen ince pimler ve küçük delikler, çözelti ve ısı işlemleri sırasında deformasyona uğrayabilir, kaybolabilir veya alüminada kapatabilir.
Gerçek dünya kullanımı için anlamı
Uzman olmayan biri için ana çıkarım, bir FDM tarzı 3B yazıcıda gerçekten işlevsel alümina seramik parçalar üretilebileceği, ancak bunların henüz iyi yazdırılmış plastik parçaların hassasiyeti ve yüzey pürüzsüzlüğüyle eşleşmeyeceği. Çalışma, sıcaklıkların, hızların, duvar ve dolgu ayarlarının ve ölçek düzeltmelerinin nasıl ayarlanacağına dair açık, tekrarlanabilir bir yol sunuyor ve günümüz sınırlamalarının nerede olduğunu gösteriyor: ısıtma sırasında bükülme, çok küçük detay kaybı ve dik eğimli çıkıntılarda daha pürüzlü yüzeyler. Bu optimizasyon iş akışını resmileştirerek ve bağlayıcı uzaklaştırma ile sinterleme aşamalarındaki eksik yönleri işaret ederek, düşük maliyetli yazıcıları daha yetenekli seramik üretim araçlarına dönüştürmek için sanayi ve araştırmacılara somut bir başlangıç noktası sunuyor.
Atıf: Meana, V., Meana, L., Cuesta, E. et al. Process parameter optimization for alumina ceramic parts manufactured by fused deposition modelling. Sci Rep 16, 6072 (2026). https://doi.org/10.1038/s41598-026-36153-6
Anahtar kelimeler: seramik 3B baskı, erimiş filament teknolojisi, alümina, proses optimizasyonu, eklemeli üretim