Clear Sky Science · tr
İstatistiksel ve makine öğrenimi teknikleri kullanılarak Al 6061 T6 sürtünmeli karıştırma kaynağında zirve sıcaklığın optimizasyonu ve tahmini
Neden kaynakların serin tutulması önemli?
Uçaklardan elektrikli arabalara kadar pek çok makine, zayıflamadan birleştirilmesi gereken alüminyum parçalara dayanır. Sürtünmeli karıştırma kaynağı, metali tamamen eritmeden parçaları karıştırdığı için yaygın olarak kullanılır. Ancak süreç çok sıcak çalışırsa alüminyum yumuşayabilir, dayanımını kaybedebilir veya hatta eriyebilir. Bu makale, üreticilerin termal zararları önlerken güçlü ve tutarlı eklemler elde edebilmeleri için yaygın bir alaşım olan Al 6061 T6’nın kaynak sırasında ulaşılan en yüksek sıcaklıklarını bilgisayar simülasyonu, akıllı istatistik ve makine öğrenimi kullanarak nasıl tahmin edip kontrol edilebileceğini araştırıyor.
Bu katı-hal kaynağı nasıl çalışır?
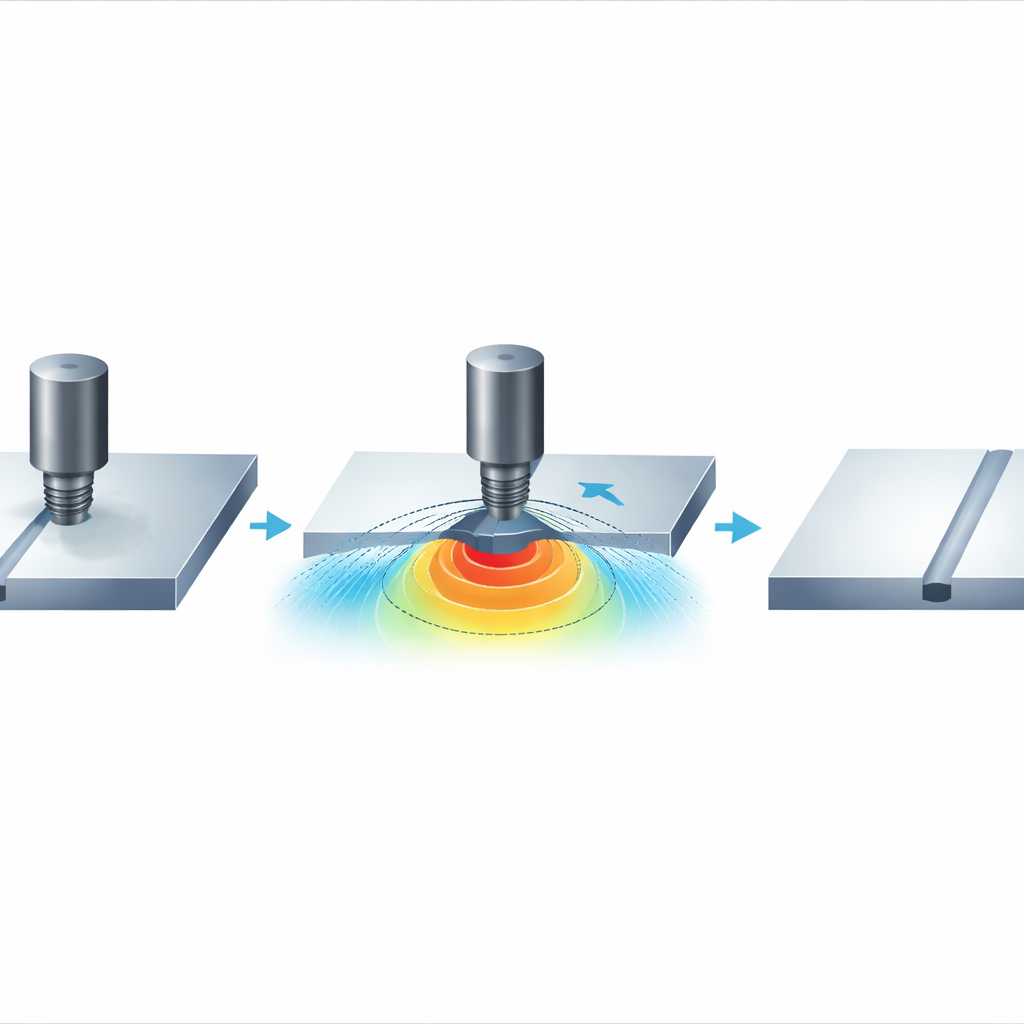
Sürtünmeli karıştırma kaynağında, geniş bir omuzu ve kısa bir pimi andıran dönen bir takım, iki plaka arasındaki ek yerine bastırılır ve dikiş boyunca hareket ettirilir. Sürtünme ve plastik karıştırma metali ısıtır ve yumuşatır; böylece metal sıvılaşmadan karışır ve dövülerek birleşir. Al 6061 T6 için bu sıcaklık “tatlı nokta”, erime noktasının altında ancak iyi karışma sağlayacak kadar yüksek bir aralıktadır. Zirve sıcaklık erime sıcaklığının yaklaşık beşte dörte yaklaşır veya aşarsa, alaşımın sertleştirici parçacıkları kabalaşabilir ya da metal erimeye başlayabilir; bu da daha yumuşak bölgeler ve zayıf mekanik performansla sonuçlanır. Bu nedenle zirve sıcaklığın kontrolü hem güvenlik hem de dayanıklılık açısından esastır.
Aynı anda birçok ayarı test etmek
Araştırmacılar, kaynakçının ayarlayabileceği yedi değişkeye odaklandılar: takım malzemesi, pim çapı, omuz çapı, dönme hızı, ilerleme hızı, takımı aşağı bastıran eksenel kuvvet ve takım ile levha arasındaki sürtünme. Binlerce deneme yapmak yerine, hangi ayarların en çok etki ettiğini ortaya çıkaracak dikkatle seçilmiş 32 kombinasyonu seçen Taguchi dizaynını kullandılar. Her kombinasyon için, dönen takımdan ısı üretimini ve bu ısının alüminyum plaka ve arka fikstüre nasıl yayıldığını simüle etmek üzere COMSOL’de üç boyutlu bir bilgisayar modeli kurdular. Ardından bu simülasyonların bir alt kümesini değiştirilmiş bir freze makinesinde yapılan deneylerle karşılaştırdılar; farklı noktalarındaki sıcaklıkları ölçmek için termokupllar kullandılar. Simüle edilen ve ölçülen zirve sıcaklıklar yaklaşık %7 içinde uyuştu ve modelin gerçek termal davranışı yakaladığını gösterdi.
Aşırı ısınmanın başlıca suçlularını bulmak
Simülasyon verileri elde edildikten sonra ekip, hangi proses parametrelerinin zirve sıcaklık üzerinde en büyük etkiye sahip olduğunu ayırt etmek için istatistiksel araçlar uyguladı. Taguchi analizi ve varyans analizi kullanarak net liderleri buldular: eksenel kuvvet ve takımın dönme hızı. Daha yüksek dönme hızı ve artan bastırma kuvveti çok daha fazla sürtünme ısısı ve plastik deformasyon üreterek zirve sıcaklıkları yükseltiyor; bazı simüle edilmiş vakalarda kaynak bölgesi sıcaklığı bu alaşım için güvenli kabul edilen erime aralığından daha yüksek, 600 °C’nin üzerine çıktı. Pim ve omuz boyutundaki değişiklikler, temas alanını değiştirerek ikincil etki yaptı; takım malzemesi seçimi ve sürtünme katsayısındaki küçük değişikliklerin etkisi görece daha küçüktü. Bu sonuçlar, kaynakların zararlı sıcaklıkların altında tutulmasında hız ve kuvvetin dikkatli kontrolünün en etkili yol olduğunu öne sürüyor.
Isıyı tahmin etmek için bir sinir ağına izin vermek
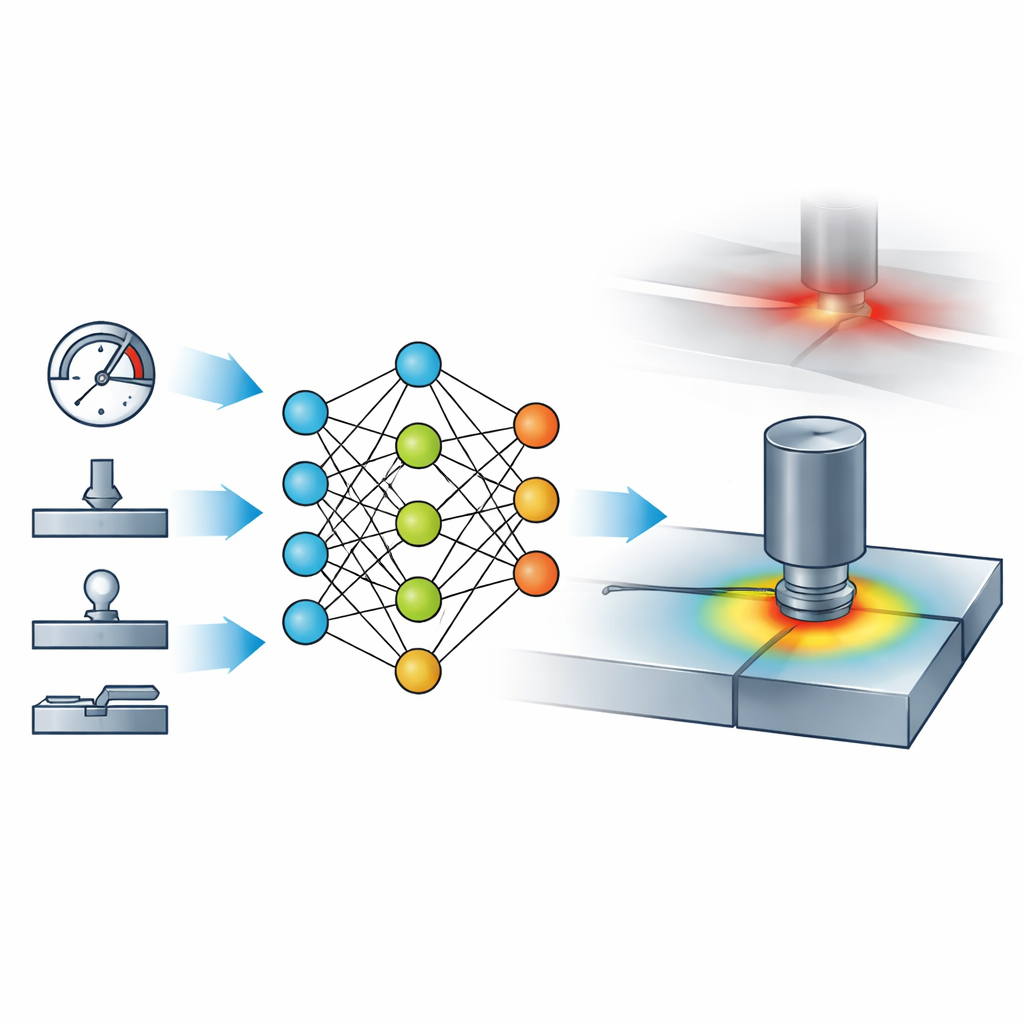
Basit kuralların ötesine geçmek için yazarlar, kaynak ayarları ile zirve sıcaklık arasındaki ilişkiyi öğrenmek üzere basit bir yapay sinir ağı eğittiler. Örnekler olarak simülasyon sonuçlarını kullandılar; en alakalı altı girişi (takım malzemesi dışındaki tüm ayarlar) ağa verip ağın tahmin edilen maksimum sıcaklığı çıkarmasını sağladılar. Veriyi eğitim, doğrulama ve test setlerine bölüp standart bir geri yayılım yöntemi kullanarak, ağ simülasyon sonuçlarını çok yüksek doğrulukla yeniden üretmeyi öğrendi: tahminleri simülasyondan ortalama olarak yaklaşık %1 farklılık gösteriyordu; bu, Taguchi regresyonu ve ANOVA tabanlı formülün verdiği %3–4 hatadan daha iyiydi. Bu, nispeten küçük bir veri kümesiyle bile iyi tasarlanmış bir sinir ağının daha basit modellerin kaçırdığı parametreler arası ince etkileşimleri yakalayabileceğini gösteriyor.
Gerçek dünya kaynakçılığı için bunun anlamı
Araştırma, sonlu eleman simülasyonları, istatistiksel tasarım ve sinir ağlarını birleştirmenin sürtünmeli karıştırma kaynağını hem daha güvenli hem de daha verimli hale getirmek için güçlü bir araç takımı sunduğunu sonucuna varıyor. Eksenel kuvvet ve dönme hızını ısının baskın sürücüleri olarak tanımlayıp zirve sıcaklık için hızlı bir tahmin aracı sağlayarak, yaklaşım mühendislerin aşırı ısınmayı önlerken sağlam eklemler üretecek ayarları seçmesine rehberlik edebilir. Pratik anlamda bu, daha az kusur, daha uzun ömürlü bileşenler ve havacılık, otomotiv ve hafif alüminyum yapılarına dayanan diğer endüstrilerde fabrika zeminlerinde daha az deneme-yanılma demektir.
Atıf: Anis, A., Shakaib, M. & Hanif, M.S. Optimization and prediction of peak temperature in friction stir welding of Al 6061 T6 using statistical and machine learning techniques. Sci Rep 16, 7901 (2026). https://doi.org/10.1038/s41598-025-03217-y
Anahtar kelimeler: sürtünmeli karıştırma kaynağı, alüminyum alaşımlar, termal kontrol, proses optimizasyonu, sinir ağı modelleme