Clear Sky Science · sv
Tunnfilm DLP 3D-utskrift av flermaterialdelar med slutna inre håligheter
Göra lättare 3D-utskrifter med dolda ihåliga utrymmen
Många av de mest intressanta 3D-utskrivna objekten — som konstgjorda ben, mjuka robotar och små vätskekanaler — behöver tomma utrymmen dolda inuti dem. Dagens populära resin-skrivare har svårt för dessa konstruktioner eftersom flytande resin fastnar i de slutna facken och är svårt att få bort. Denna artikel presenterar en ny metod för 3D-utskrift med ljuskänslig vätska kallad "tunnfilm DLP" som håller de inre utrymmena faktiskt ihåliga samtidigt som den gör det lättare att kombinera flera material i en enda del.
Varför instängt material är ett stort problem
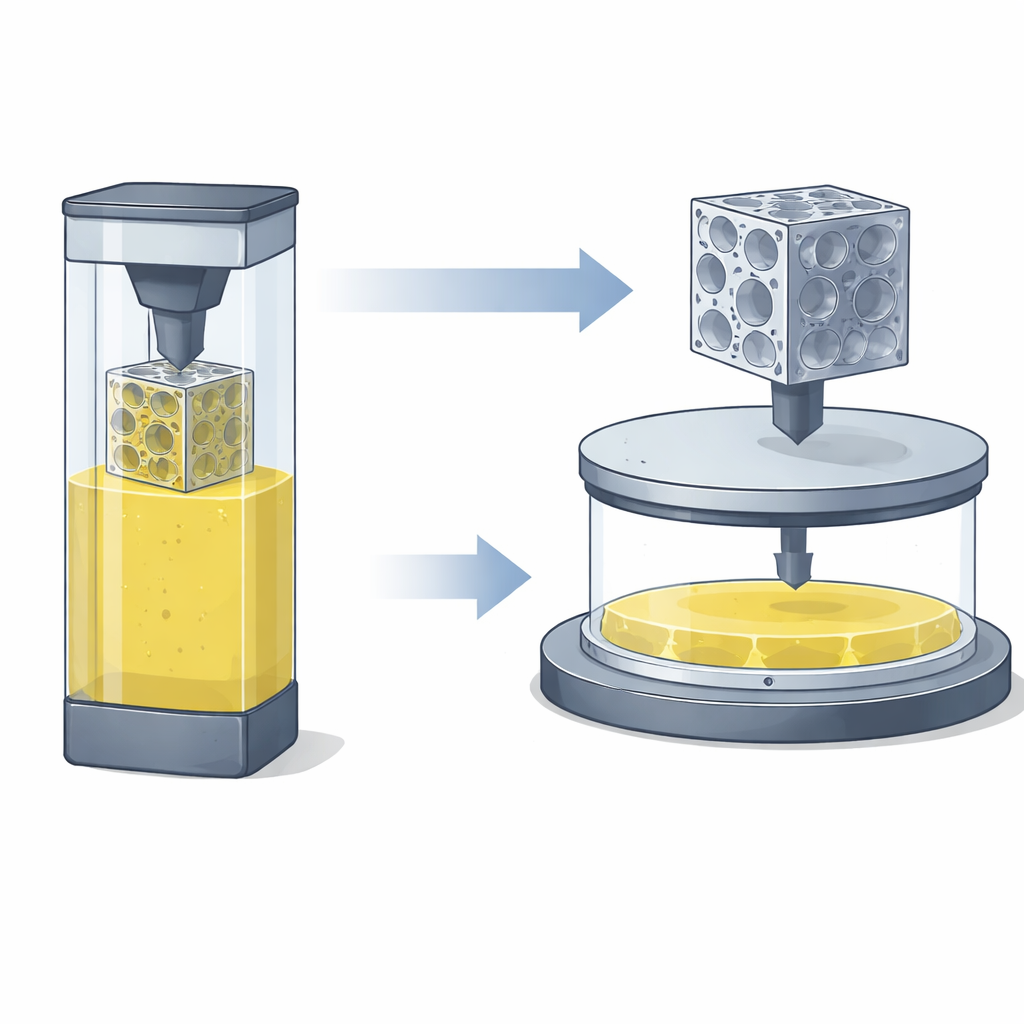
De flesta stationära och industriella resin-skrivare fungerar genom att sänka en plattform ner i en behållare fylld med flytande resin och sedan projicera ljusmönster för att härda varje nytt lager. Denna klassiska uppställning är utmärkt för släta ytor och fina detaljer, men den har en dold begränsning: när designen inkluderar slutna inre håligheter fylls dessa fack med flytande resin som inte kan komma ut. Det extra instängda resinet gör delen tyngre än avsett, kan förändra dess mekaniska egenskaper och kan till och med läcka eller sippra över tid. Ingenjörer har löst detta med dräneringshål eller öppningar, men det tvingar ofta fram kompromisser i den ursprungliga designen.
Ett nytt sätt att lägga ut vätska
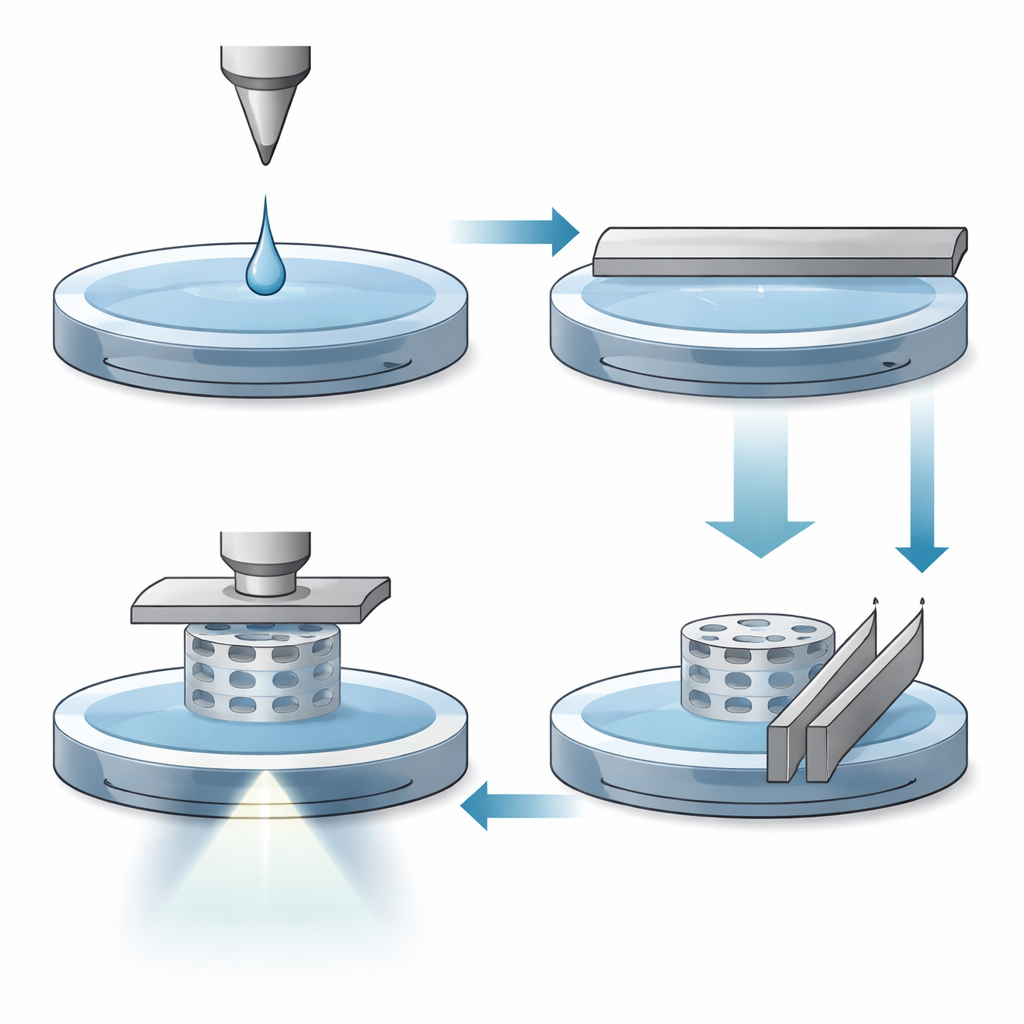
Tunnfilm DLP-metoden undviker behållaren helt. Istället för att doppa den växande delen i en djup pool av resin sprider systemet ett mycket tunt, precist kontrollerat skikt av vätska på ett genomskinligt plastark. En roterande plattform trycker sedan delen mot denna tunna beläggning medan en digital projektor lyser ultraviolett ljus underifrån för att härda endast de regioner som behövs för det lagret. Eftersom varje lager börjar med bara en liten mängd resin på filmen blir det mycket lite vätska kvar inne i slutna håligheter när det solida lagret lossas. Ett set mjuka torkarverktyg och, vid behov, ett kort bad i ett milt lösningsmedel hjälper till att avlägsna eventuella kvarvarande droppar innan nästa lager bildas.
Rena ihåliga utrymmen och justerbar styvhet
Med denna process kunde forskarna skriva ut sfärer och andra ihåliga former vars slutliga vikt var nästan exakt det du skulle förutsäga om deras inre verkligen var tomma — mindre än en procent extra massa från residualt resin, jämfört med mer än dubbelt så mycket som idealvikten vid konventionell behållarutskrift. Röntgenscanningar av testblock fyllda med inre bubblor visade att håligheter så små som trekvart millimeter i diameter kunde bildas pålitligt när en snabb lösningsmedelsrengöring lades till mellan lager. Genom att arrangera dessa små slutna bubblor i ett regelbundet mönster inne i små kuber kunde teamet ställa in hur styv eller fjädrande varje kub var, helt enkelt genom att ändra bubbelformaten. I vissa material uppnådde de upp till en 25-faldig förändring i styvhet utan att ändra den yttre formen alls.
Blanda material i en och samma utskrift
Eftersom systemet endast hanterar tunna vätskeskikt åt gången minskar det också den oreda som vanligtvis uppstår när en skrivare byter mellan olika resin. Författarna använde en multi-resinleverans för att skriva ut delar som kombinerar hård plast, mjuka gummi-liknande material och ett specialresin som löser upp i vatten för stöd. De producerade en gitterliknande "Hilbertkurva" som helt stödjades av lösligt material som försvann i vanligt vatten och lämnade en ren, fristående struktur. De demonstrerade också en tandprotesmodell med styva tänder, mjuka tandkött och uppoffrande stödramar, utskriven som en enhetlig bit istället för att monteras i efterhand. I ett annat exempel trycktes ledande resin som inbyggda banor i en isolerande kropp för att bilda en närhetssensor som kunde upptäcka ett metallföremål på upp till fyra centimeter avstånd.
Vad detta kan leda till härnäst
Tunnfilm DLP-ansatsen visar att resin 3D-utskrift inte behöver begränsas av instängd vätska eller besvärlig borttagning av stöd. Genom att noggrant reglera hur mycket resin som finns i varje lager och svepa bort överskottet gör denna metod det möjligt att bygga lätta objekt med slutna hålrum, justera hur styva de är inifrån och ut, och väva ihop funktionella material som ledare och mjuka stöd i samma utskrift. För icke-experter är slutsatsen enkel: framtida 3D-utskrivna enheter — från medicinska implantat till mjuka robotar och inbyggd elektronik — kan bli lättare, smartare och mer intrikata på insidan, utan att offra de släta, precisa ytor som resin-utskrift är känd för.
Citering: Sun, B., Diaco, N.S., Chen, X. et al. Thin-film DLP 3D printing of multi-material parts with closed-cell internal voids. npj Adv. Manuf. 3, 15 (2026). https://doi.org/10.1038/s44334-026-00076-x
Nyckelord: 3D-utskrift, digital ljusbearbetning, tunnfilmsbeläggning, flermaterialtillverkning, lättviktsstrukturer