Clear Sky Science · sv
Högeffektdiodlasersvetsning av AA8011‑aluminiumlegering för förbättrad mekanisk prestanda i lätta konstruktioner
Starkare fogar för lättare produkter
Från karossplåtar till förpackningar hjälper tunna aluminiumplåtar att göra produkter lättare, mer bränsleeffektiva och enklare att återvinna. Men att förena dessa plåtar på ett pålitligt sätt är förvånansvärt svårt: traditionell svetsning kan deformera metallen, försvaga den eller fylla den med små defekter. Denna studie undersöker en nyare metod — högeffektdiodlasersvetsning — för att se om den kan skapa renare, starkare fogar i en allmänt använd aluminiumlegering kallad AA8011, och hur processen kan ställas in för bästa prestanda.
Varför det är så svårt att svetsa aluminium
AA8011‑aluminium är populärt eftersom det är lätt, korrosionsbeständigt och lätt att forma till tunna plåtar och folie. Samma plåtar är dock svåra att svetsa. Aluminium leder värme mycket snabbt, bildar en motståndskraftig oxidfilm på ytan och tenderar att utveckla porer, deformationer och sprickor vid exponering för hög värme. Vanliga metoder såsom TIG och MIG överhettar ofta metallen, medan mer avancerade solidfasprocesser kräver komplex fixturering och inte alltid lämpar sig väl för automatiserade produktionslinjer. Tillverkare behöver därför en fogmetod som snabbt kan arbeta med tunna plåtar med minimal värmeskada och få defekter.
En fokuserad laser som en precis värmekälla
Forskarna testade högeffektdiodlasersvetsning (HPDLBW) på 2 mm tjocka AA8011‑plåtar. I den här uppställningen rör sig en koncentrerad laseryta längs fogen och smälter ett smalt band av metall som sedan stelnar till svetsen. Genom att justera bara några få nyckelparametrar — lasereffekt, svetshastighet och stråldiameter — kunde de starkt påverka hur djupt svetsen trängde in och hur ljud fogen blev. För att utforska detta effektivt använde de en Taguchi L9‑design, ett strukturerat sätt att täcka många kombinationer med endast nio noggrant valda tester. För varje svets mätte de hårdhet, dragstyrka och slagseghet, och undersökte mikroskopisk kornstruktur samt defekter som porer eller spröda partiklar. 
Hitta inställningarnas optimala punkt
Med matematiska modeller kopplade teamet svetningsinställningarna till fogens mekaniska beteende. De visade att lasereffekt och rörelsehastighet i huvudsak styr hur mycket värme som tillförs metallen: långsammare hastigheter eller högre effekt innebär mer värme, djupare smältning och en större smältpool, medan högre hastigheter riskerar grunda, ofullständiga svetsar. Strålstorleken hjälper till att forma hur värmen sprids. Genom att passa en responsytmodell — en böjd ”karta” över processen — sökte de en kombination som maximerar styrka och seghet utan att överhetta plåten. Den bästa uppsättningen var en effekt på 3,3 kW, hastighet 17 mm/s och stråldiameter 3,5 mm. Under dessa förhållanden nådde svetsarna ungefär 69 N/mm² dragstyrka, omkring 110 J slagenergi och en hårdhet nära 33 HV, vilket överträffade andra testade inställningar.
Vad som händer inne i metallen
Mikroskopstudier visade varför de optimerade svetsarna uppträdde bättre. Vid de bästa inställningarna innehöll smältzonen fina, ekvixidanta aluminiumkorn bara några mikrometer stora, och det omgivande värmeförändrade området visade begränsad grovning. Fördelningen av legeringselement som kisel, järn, koppar och magnesium var förhållandevis jämn, och endast små mängder spröda intermetalliska föreningar och porer förekom. I kontrast gav för höga värmetillförseln grövre, mer ojämna strukturer och en större risk för lokal sprödhet. Forskarna kopplade också kornstorlek direkt till styrka: mindre korn ökade flytgränsen i enlighet med välkänd kornförstärkande beteende. Slagprov och bilder av brottyta visade vidare att de optimerade svetsarna absorberade mer energi innan brott och gick sönder på ett mer duktilt, skadetåligt sätt. 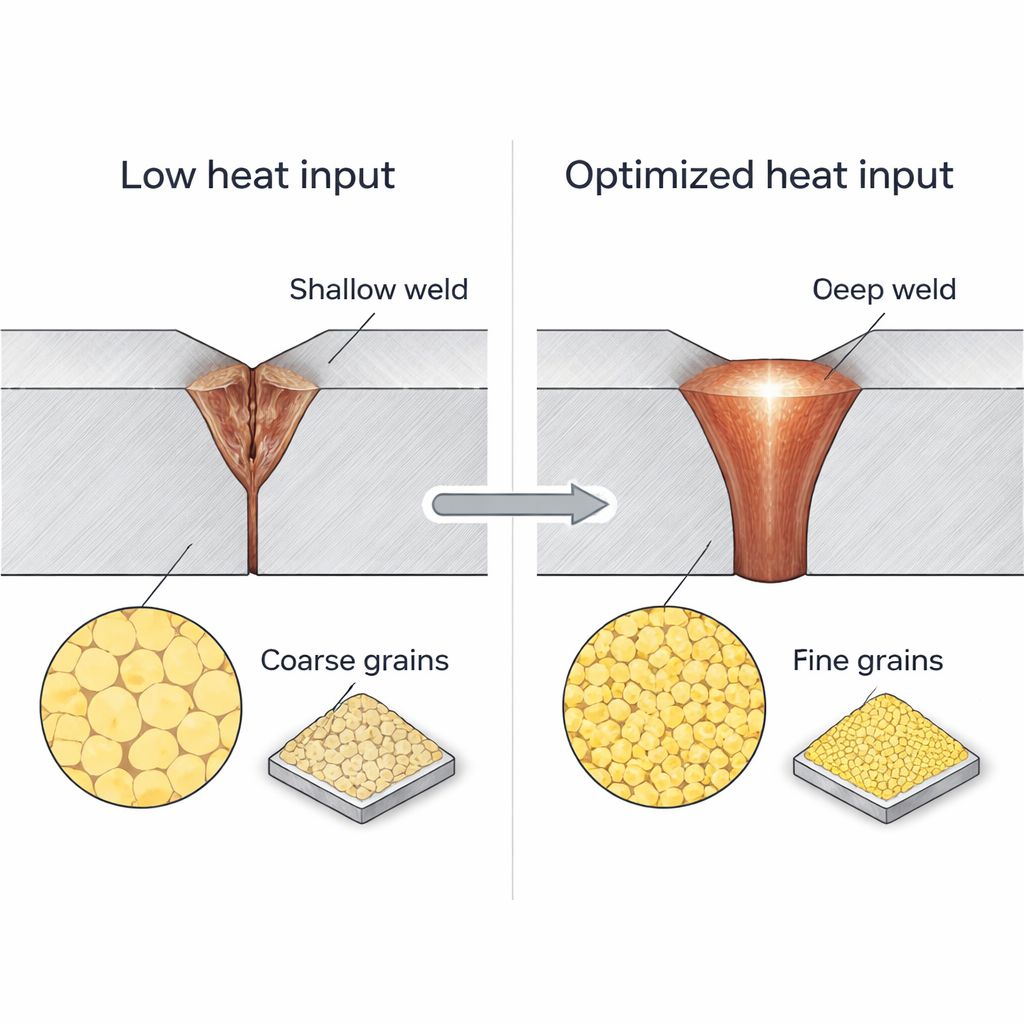
Konsekvenser för vardagsteknik
För en icke‑specialist är huvudbudskapet att noggrann kontroll av en lasers effekt, hastighet och punktstorlek kan förena tunna aluminiumplåtar med mindre skada och mer förutsägbar styrka än många traditionella metoder. Denna studie tillhandahåller ett datadrivet recept och en förutsägbar modell som ingenjörer kan använda för att ställa in diodlasersvetsning för AA8011 i verkliga tillverkningslinjer — till exempel i batterihus för elfordon, HVAC‑komponenter eller förpackningar. Genom att hålla värmetillförseln precis tillräcklig för att helt sammanfoga metallen, men tillräckligt låg för att undvika deformation och spröda faser, framstår högeffektdiodlasersvetsning som en skalbar, automationsvänlig teknik för att bygga lättare, mer effektiva produkter.
Citering: Patil, R., Löfstrand, M. High power diode laser beam welding of AA8011 aluminum alloy for enhanced mechanical performance in lightweight structures. Sci Rep 16, 7738 (2026). https://doi.org/10.1038/s41598-026-41272-1
Nyckelord: lasersvetsning, aluminiumlegering, lätta konstruktioner, mikrostruktur, mekaniska egenskaper