Clear Sky Science · sv
Design- och skärprestandaanalys av cylindrisk kuggskivningsverktyg med enhetlig arbetsskärvinkel
Skarpare kuggar för vardagliga maskiner
Från bilväxellådor till vindturbiner förlitar sig många av de maskiner vi använder dagligen på kuggar som måste skära ihop smidigt under lång tid och under stora belastningar. Att tillverka dessa kuggar snabbt, noggrant och till låg kostnad är förvånansvärt svårt. Denna studie presenterar ett nytt sätt att utforma det specialiserade skärverktyg som används i en process kallad kuggskivning, med målet att framställa mer precisa kuggar, förlänga verktygslivslängden och minska bearbetningsproblem som värme, vibrationer och slitage.
Varför kuggskärning behövde omprövas
Moderna industrier föredrar kuggskivning eftersom metoden kan skära komplexa inre och yttre kuggar snabbt och med hög noggrannhet. Traditionella skivningsverktyg, som har en konisk form och en plan frontskäryta, har dock betydande nackdelar. När dessa verktyg vässas om förändras deras geometri gradvis, vilket gör att kuggarnas noggrannhet driver iväg. Den plana skärytan leder också till delar av skäreggen som skär i metallen i ogynnsamma vinklar, vilket försvårar spåntransport, ökar skärkrafterna och orsakar lokal uppvärmning. Tillsammans förkortar dessa effekter verktygets livslängd, ökar kostnaderna och gör det svårare att hålla kuggar inom snäva toleranser.
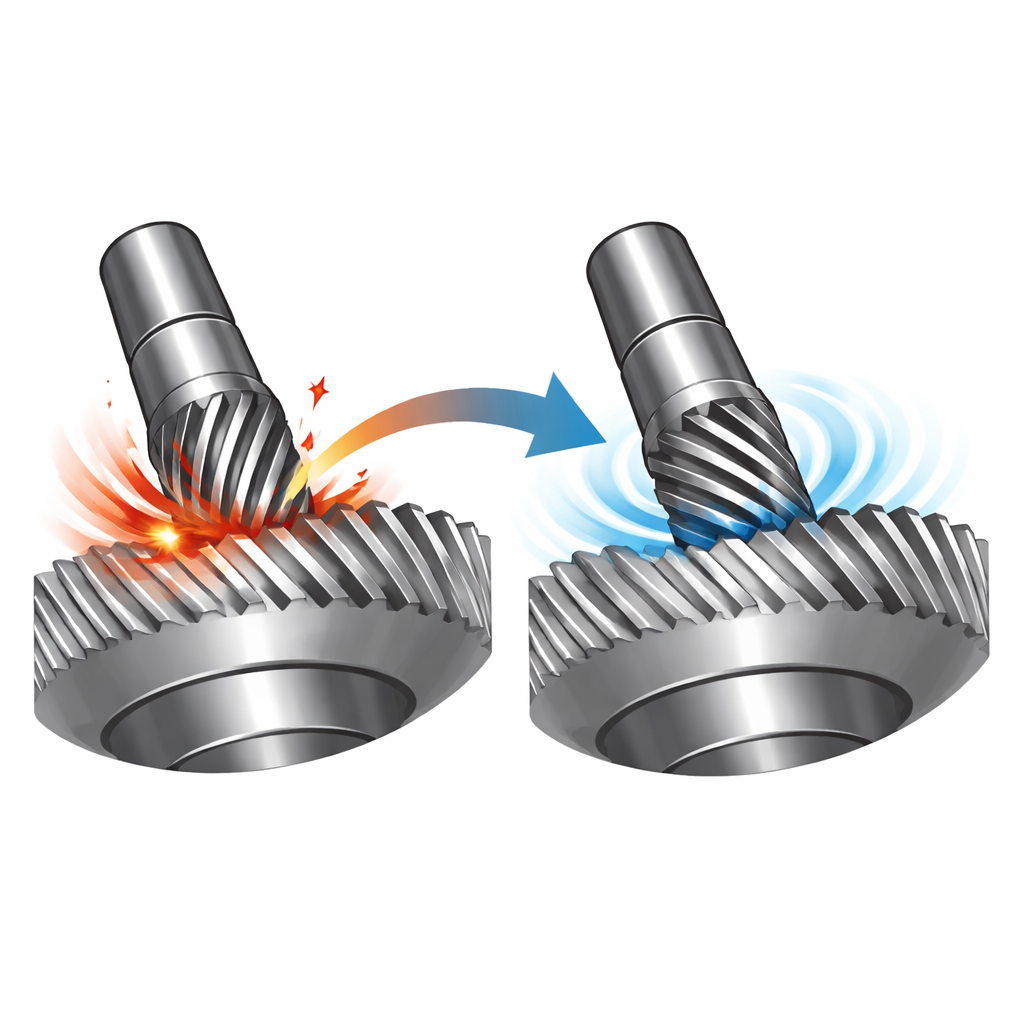
En ny form för en mjukare snitt
Författarna föreslår en annan geometri: ett cylindriskt kuggskivningsverktyg vars frontskäryta är mjukt krökt istället för plan, och vars sidoyta sveper runt i en kontrollerad spiral. De utformar verktyget så att den "arbetsmässiga skärvinkeln"—den effektiva vinkel med vilken eggen möter metallen—hålls enhetlig längs hela skäreggen, även när verktyget används i en förskjuten position i förhållande till kuggen. Genom att noggrant modellera verktygets och kuggens rörelse tillsammans säkerställer de att eggen förblir en exakt spegel, eller konjugat, av den kuggtand den skär. Verktygets sidoyta formas som en spiralcylinder så att frigång mellan verktyg och kugg bibehålls utan att behöva en bräcklig inbyggd reliefvinkel som skulle försvinna vid omläggning av egg.
Sätter designen på prov i datorn
För att se hur det nya verktyget beter sig innan det byggs konstruerade teamet detaljerade datorsimuleringar med hjälp av metoden för finita element. Dessa simuleringar kopplade ihop mekanik och värmeflöde, vilket gjorde det möjligt för forskarna att följa skärkrafter, spånbildning och temperaturfält när verktyget skivade en kuggtand. De varierade systematiskt tre viktiga processparametrar: hur snabbt verktyget roterar, hur snabbt kuggen matas genom snittet, och hur djupt varje skärsteg går in i materialet. Analysen visade att matningshastigheten har störst inverkan på skärkrafterna, medan rotationshastigheten styr hur het skärzonen blir. Över många inställningar gav det krökta frontverktyget mer stabila krafter och ett jämnare temperaturfält än den traditionella plana utformningen, även om den maximala kraften i en riktning var något högre.
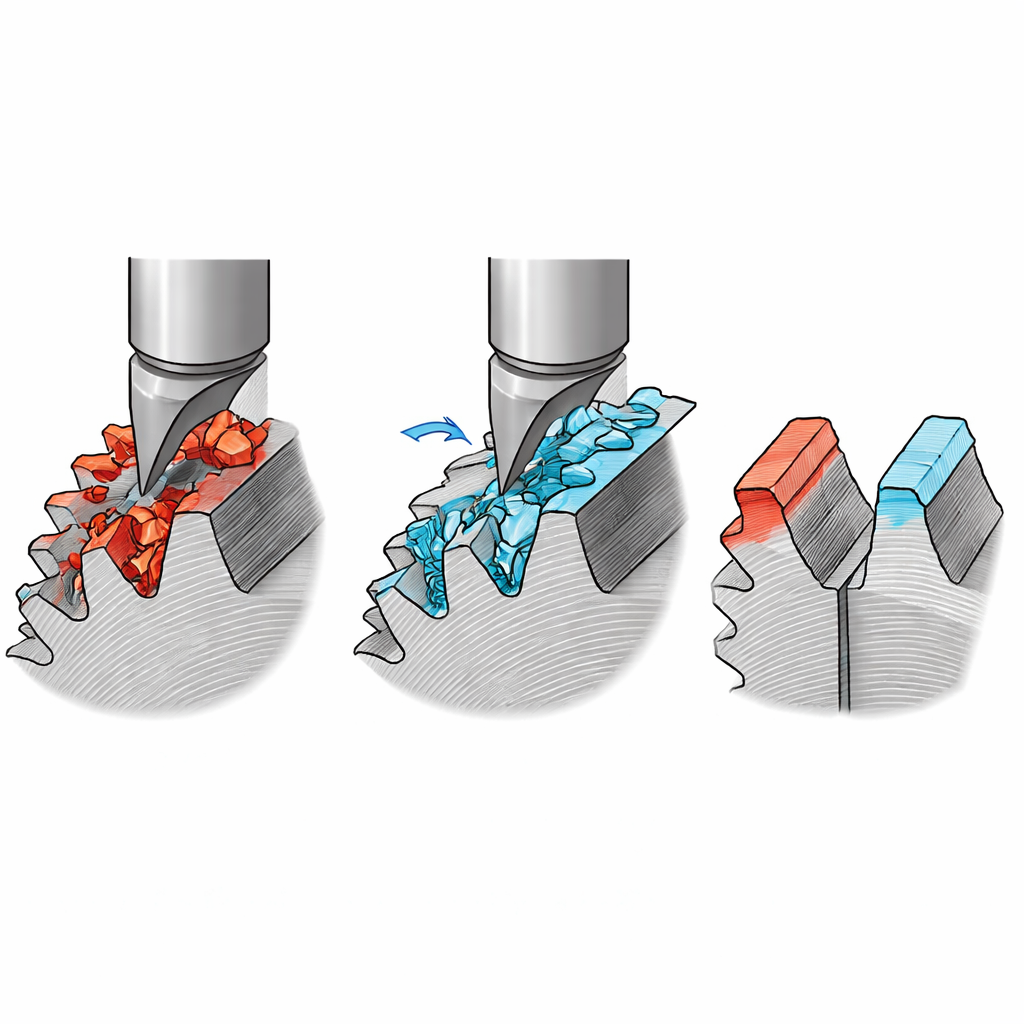
Kallare verktyg och mildare spänningar
Genom att jämföra de två verktygsformerna visade simuleringarna tydliga fysiska fördelar med den krökta utformningen. Den krökta skärytan minskade kraftiga fluktuationer i skärkraften och sänkte topp-temperaturerna vid verktyg–spån-kontakten med ungefär 15–20 procent. Värmen fördelades jämnare, vilket undvek skarpa temperaturgradienter som kan orsaka sprickor och snabbt slitage. När forskarna undersökte de kvarvarande spänningarna i de färdiga kuggtänderna fann de att kuggor skurna med det krökta verktyget hade mindre maximala dragspänningar och en större andel fördelaktiga tryckspänningar, spridda mer jämnt över tandytan. Dessa jämnare spänningsmönster är kopplade till bättre utmattningsprestanda och längre livslängd i bruk.
Från virtuell modell till verkliga kuggar
För att bekräfta att den nya utformningen fungerar utanför datorn tillverkade teamet indexerade insatser med den krökta frontytan med avancerad femaxlig slipning och applicerade en hård beläggning. De monterade sedan dessa insatser på en cylindrisk skivningskniv och bearbetade riktiga kuggar på en industriverktygsmaskin. Skärprocessen var stabil, utan tecken på gnidning eller kollision. Mätningar av de färdiga kuggarna visade att tandform, tandavstånd och inriktning uppfyllde eller överträffade industriella standarder, och detta uppnåddes med effektiva skärvillkor.
Vad detta betyder för framtidens maskiner
Med enkla ord visar studien att omformning av verktygets arbetsyta kan göra hela processen lugnare, kallare och mer förutsägbar. Det nya cylindriska skivningsverktyget med en enhetlig arbetsvinkel behåller sin noggrannhet efter omläggning, undviker skadlig inverkan med kuggen och lämnar efter sig kuggtänder med bättre spänningsmönster. För tillverkare innebär detta längre livslängd på verktyg, färre kassationer och mer tillförlitliga kuggar i bilar, maskiner och kraftsystem som vi är beroende av.
Citering: Ji, J., Wang, P., Xue, R. et al. Design and cutting performance analysis of cylindrical gear skiving tool with uniform working rake angle. Sci Rep 16, 9510 (2026). https://doi.org/10.1038/s41598-026-40178-2
Nyckelord: kuggskivning, skärverktygsdesign, tillverkningsprocesser, finita element-simulering, kuggbearbetning