Clear Sky Science · sv
Effekter av kryogen kylning på skärtemperatur och ytjämnhet vid svarvning av aluminiumlegeringen AA7075
Varför kylning spelar roll vid metalskärning
När en bil, ett flygplan eller till och med en cykel byggs formges många av dess metalldelar genom att material tas bort på maskiner som svarvar och fräsar. Denna borttagning skapar mycket värme och kan lämna små åsar och defekter på ytan, vilket kan förkorta detaljens livslängd. Studien i denna artikel undersöker hur användning av extrem kyla, levererad av flytande kväve, kan kyla skärprocessen på en högstyv aluminiumlegering som ofta används i flyg- och bilindustri, och hur den kylningen förändrar både temperaturen och ytans släthet.
En stark men känslig aluminium
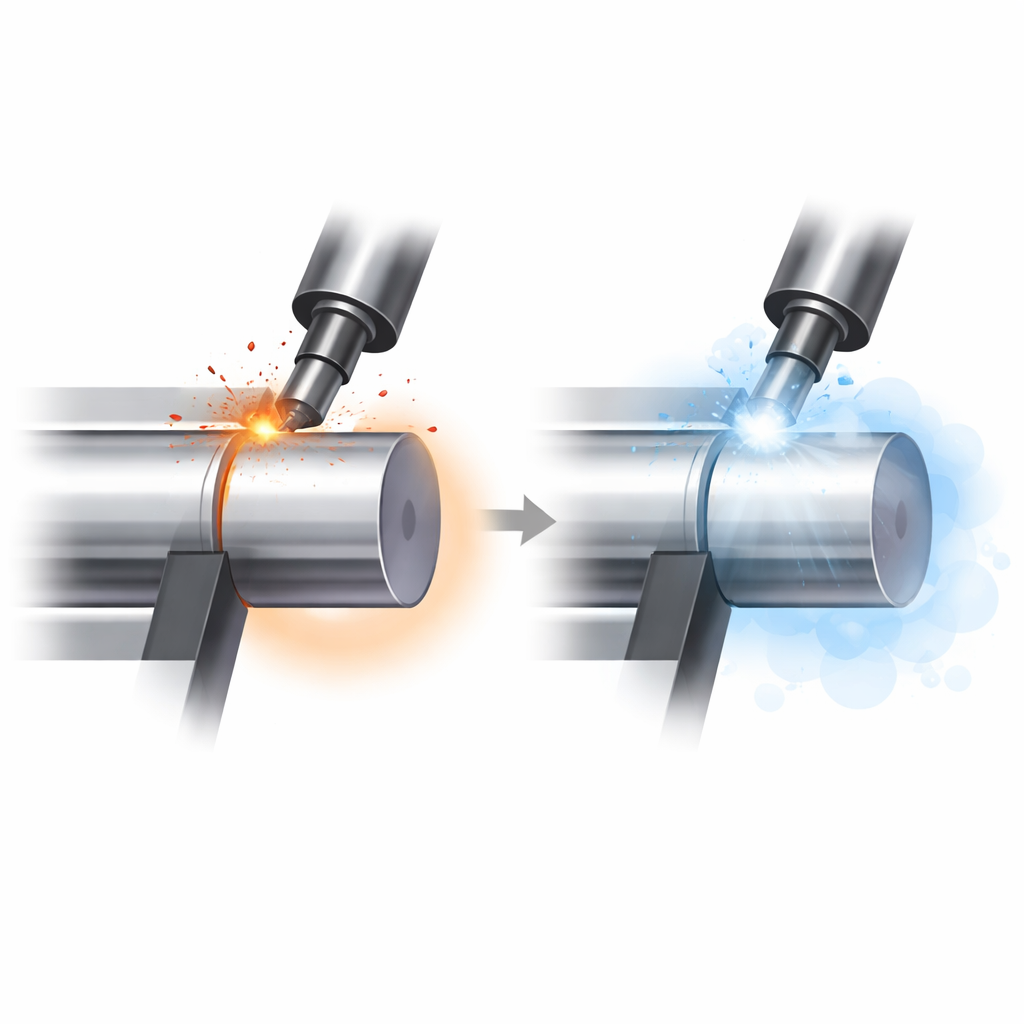
Forskarna fokuserade på aluminiumlegeringen AA7075, ett material uppskattat inom flyg- och bilindustrin eftersom det är både starkt och lätt. Dessa egenskaper gör det särskilt viktigt att ytan på varje komponent är i bästa skick, eftersom grovhet och dolda skador kan leda till sprickbildning och utmattning över tid. När metall skärs på en svarv styrs processen av tre huvudsakliga inställningar: hur fort arbetsstycket roterar (skärhastighet), hur snabbt verktyget förflyttas längs det (matning) och hur djupt verktyget går in i materialet (spånbrott/djupet på skärningen). Tillsammans avgör dessa inställningar hur mycket värme som genereras och hur slät ytan blir. Teamet ville förstå hur dessa parametrar samverkar vid både ”torr” skärning och vid ”kryogen” skärning, där flytande kväve sprutas precis där verktyget möter materialet.
Hur experimenten genomfördes
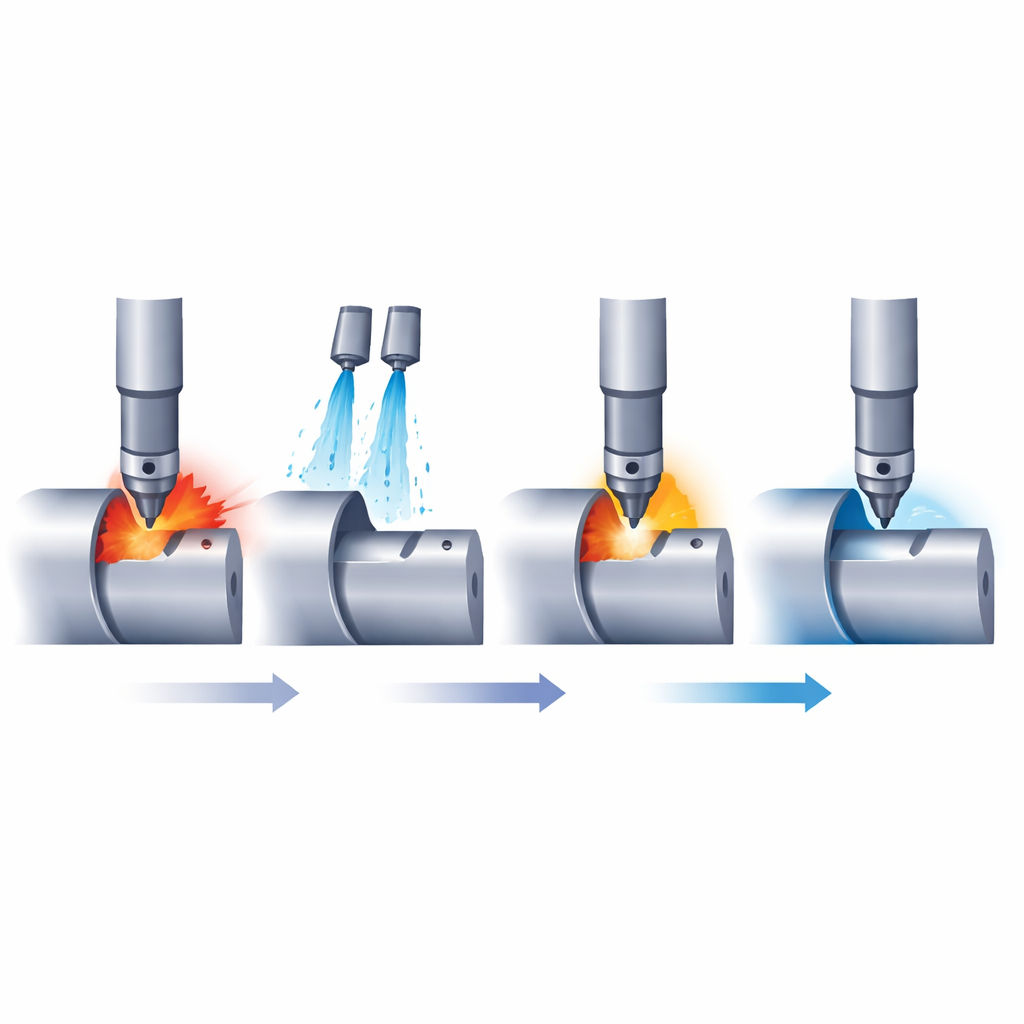
För att studera detta svarvade författarna små cylindrar av AA7075 på en konventionell svarv med ett hårt skärinsats av volframkarbid. De förberedde sju olika kombinationer av skärhastighet, matning och skärdjup, och upprepade varje kombination två gånger: en gång i torr luft och en gång med kylning av flytande kväve. Ett värmekameraövervakade skärzonen från ett fast avstånd för att registrera maximal temperatur under varje pass. Efter varje skärning mätte en handhållen ytjämnhetsmätare ytan vid tre punkter och gav ett medelvärde för ytjämnheten. Denna uppsättning mätningar gjorde det möjligt för teamet att jämföra, på ett kontrollerat sätt, hur varje parameter och varje kylmetod påverkade både värme i skärzonen och strukturen på den färdiga ytan.
Vad som händer med värme och ytjämnhet
Resultaten visade en tydlig skillnad mellan torr och kryogen skärning. Under torra förhållanden ledde högre skärhastighet och särskilt större skärdjup till kraftigt ökade temperaturer, i vissa fall över 130 °C. Matning och skärdjup tenderade också att öka ytjämnheten i negativ bemärkelse, vilket innebär att de färdiga delarna fick mer uttalade mikroskopiska toppar och dalar. I jämförelse sjönk temperaturen i skärzonen dramatiskt när flytande kväve sprutades vid verktyg–arbetsstycke-kontakten, ofta med mer än 50 °C, och höll sig nästan konstant även när hastighet, matning eller skärdjup ändrades. Denna kylning förbättrade också ytkvaliteten i många fall, särskilt vid måttliga hastigheter och låg matning, där grottvärden var märkbar lägre än vid torr skärning.
Subtila kompromisser vid extrem kyla
Studien avslöjade också mer komplexa beteenden vid vissa inställningar. Vid låga skärhastigheter under kryogen kylning blev ytan ibland grovare än vid torr skärning. Författarna föreslår att mycket intensiv lokal infrysning kan störa hur spånor bryts av, vilket gör dem mer oregelbundna och mer benägna att märka ytan. På samma sätt ökade kombinationen av höga matningshastigheter och större skärdjup grovheten i kryogen läge, troligen därför att tjockare spånor, större krafter och kallare, sprödare material ledde till instabil spånavledning. Dessa fynd visar att även om kylning är kraftfullt så garanterar det inte automatiskt en slätare yta vid alla inställningar; skärparametrarna måste fortfarande väljas omsorgsfullt.
Vad detta betyder för delar i verkliga tillämpningar
För tillverkare tyder studien på att användning av flytande kväve vid svarvning av AA7075-aluminium kan avsevärt reducera skärtemperaturer, begränsa dolda skador i ytskiktet och förbättra slätheten—faktorer som tillsammans kan förlänga utmattningslivslängden och tillförlitligheten hos kritiska komponenter. Flytande kväve har också praktiska fördelar: det förångas till ofarlig kvävgas, lämnar inga rester och undviker avfallshanteringsproblem kopplade till traditionella flytande kylmedel. Arbetet betonar dock också att kryogen skärning inte är en universallösning; de bästa vinsterna i både temperaturkontroll och ytkvalitet uppnås genom att kombinera kylningen med välvalda hastigheter, matar och skärdjup. Enkelt uttryckt visar artikeln att smart användning av extrem kyla kan göra starka, lätta aluminiumdelar mer hållbara och säkrare i drift.
Citering: Ranjbar, S., Foorginejad, A., Emam, S.M. et al. Effects of cryogenic cooling on cutting temperature and surface roughness in turning of AA7075 aluminum alloy. Sci Rep 16, 7914 (2026). https://doi.org/10.1038/s41598-026-39003-7
Nyckelord: kryogen bearbetning, kylning med flytande kväve, ytjämnhet, aluminiumlegering AA7075, svarvningsprocess