Clear Sky Science · sv
Sammanfogningsbeteende hos AZ80-magnesiumspån: påverkan av kompaktionstryck och hålltid på porositet, gränssnitt och mekaniskt svar
Förvandla skrot till starkare metall
Moderna bilar och flygplan förlitar sig på lätta metaller för att minska bränsleförbrukning och utsläpp, men tillverkningen av dessa detaljer ger en förvånande mängd metalliskt ”träspån” i form av snurrade spån. Denna studie undersöker ett renare sätt att förvandla magnesiumspån tillbaka till användbara solida bitar utan att smälta dem, vilket spar energi och bevarar värdefullt material. Genom att visa hur man pressar ihop dessa spån till tåliga, stabila block visar arbetet vägen mot mer hållbar tillverkning.
Varför magnesiumavfall är viktigt
Magnesiumlegeringar som AZ80 är eftertraktade eftersom de är lätta men starka, vilket gör dem idealiska för fordon som behöver förbruka mindre bränsle eller förlänga batteriräckvidd. Formning av magnesiumdetaljer genom bearbetning ger dock oundvikligen skrot: även effektiva gjutmetoder kan förlora flera procent av ursprungsmetallen, medan komponenter för flygindustrin kan kasta bort upp till en femtedel av startmaterialet som spån. Traditionell återvinning smälter ner detta skrot igen, men det kräver mycket energi och utsätter spånens stora yta för syre och kvarvarande skäroljor. Resultatet blir oxidbelagd metall som kan förlora både styrka och kvalitet.
Återvinning utan smältning
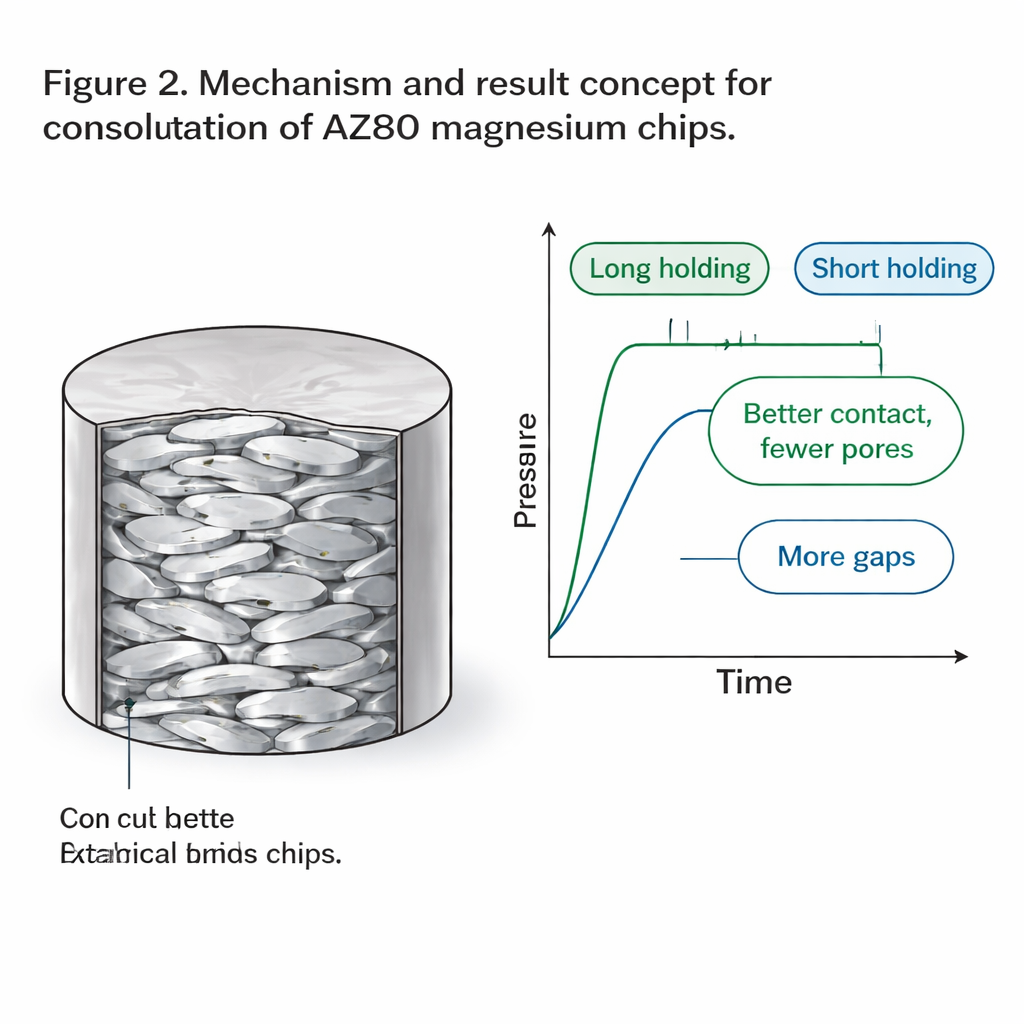
I stället för att smälta om trycker solidstatåtervinning metallspån så hårt ihop att de deformeras, låser sig och senare kan varmformas till nya detaljer. I denna studie användes AZ80-magnesiumspån producerade med ett vattenbaserat skärvätskesystem och spånen rengjordes inte innan pressning. Forskarna mätte noggrant spånens storlek, ytråhet och interna struktur, och kompakterade fasta mängder spån i en cylindrisk ståldyna med en hydraulpress. Fyra pressningsrutiner jämfördes, där man varierade hur högt trycket gick, hur länge det hölls och om lasten hölls konstant eller fick relaxera under hålltiden.

Hur tid under tryck stänger gapen
Utvärtes såg alla kompakterade cylindrar hela ut, men detaljerad avbildning gav en mer nyanserad bild. När trycket applicerades och sedan hölls under längre tid fick spånen mer tid att omorganisera sig och deformeras, vilket gjorde att interna porer krympte och fördelades jämnare. Dessa rutiner nådde totala solidfraktioner på cirka 91–92 procent av full densitet, med porositeter fördelade relativt jämnt från topp till botten. När samma eller liknande tryck endast applicerades kortvarigt kvarstod fler håligheter, särskilt nära botten av briketterna, och den totala densiteten sjönk till omkring 87 procent. Detta visade att hur länge materialet får vara under last är viktigare än enbart hur högt top.trycket är.
Osynliga filmer, synliga effekter
I mikroskopet såg de kompakterade spånen ut som överlappande plattor med tunna springor vid gränserna. Kemi-kartor visade att dessa gränser var kantade av en mycket tunn syrrik film: en envis native-oxid som överlever både bearbetning och pressning. Längre hålltider pressade spånen i närmare geometrisk kontakt, vilket krympte dessa luckor till submikrometerskala och förbättrade mekaniskt inlåsning, men oxidfilmen bröts inte tillräckligt för att möjliggöra verklig metall-till-metall-bindning. Den kvarvarande skärvätskan visade däremot ingen stark effekt inom det tryck- och tidsspann som användes, vilket tyder på att enkel för-rengöring kan vara mindre kritisk än man tidigare antagit för denna typ av kall kompaktion.
Styrka beror på kontaktkvalitet, inte bara packning
Mekaniska trycktester framhävde hur den interna arkitekturen styr prestandan. Alla prover visade först ett icke-linjärt skede där porer och springor stängdes, följt av ett nästan rakt segment där det solida nätverket bar lasten. Intressant nog var brikettten som inte var den mest täta totalt sett men som hade de bäst inlåsta gränssnitten—tack vare en lång, ihållande hålltid vid högt tryck—den styvaste och motstod deformation på ett sätt som liknade en mer kontinuerlig metall. Däremot var ett något tätare prov med fler öppna mikrospringor mindre styvt. Hårdhetsmätningar runt varje brikett visade att korta hålltider lämnade regioner starkt arbetsförhärdade men ojämna, medan längre hålltid tillät spänningar att omfördela sig, vilket ledde till mer måttliga och balanserade hårdhetsvärden.
Vad detta betyder för grönare metallanvändning
För icke-specialister är huvudbudskapet att tid under tryck kan vara lika viktig som själva trycket när man kompakterar metallspån för återvinning. Att helt enkelt pressa hårdare räcker inte; spånen måste hållas tillräckligt länge för att böjas, flöda och låsa ihop sig, även om en ultratunn oxidhud fortfarande hindrar fullständig fusion som vid smältning. Genom att ställa in pressningsscheman för att gynna bättre kontakt snarare än enbart högre densitet skulle tillverkare kunna förvandla smutsiga magnesiumspån till pålitligt råmaterial för vidare formningssteg, minska avfall och energianvändning samtidigt som lätta konstruktioner hålls på en mer hållbar grund.
Citering: Murillo-Marrodán, A., García, E. & Nakata, T. Consolidation behaviour of AZ80 magnesium chips: influence of compaction pressure and holding time on porosity, interfaces and mechanical response. Sci Rep 16, 7321 (2026). https://doi.org/10.1038/s41598-026-38401-1
Nyckelord: återvinning av magnesium, solidstatbearbetning, metallbearbetningsspån, lätta legeringar, hållbar tillverkning