Clear Sky Science · sv
Interaktion mellan skärparametrar och verktygsmaterial för PcBN‑verktyg vid verktygsslitage vid bearbetning av segjärn
Skarpare verktyg för renare bilar
Moderna bilmotorer och elmotorer förlitar sig på segstarka metalldelar som måste bearbetas med hög precision och till låg kostnad. Denna studie undersöker hur avancerade skärverktyg tillverkade av ett superhårt material kallat PcBN uppträder när de formar segjärn, ett vanligt material för vevaxlar och motorhus. Genom att förstå hur dessa verktyg slits och hur man väljer driftparametrar klokt kan fabriker tillverka renare, mer effektiva fordon samtidigt som de använder mindre energi och byter verktyg mer sällan.
Varför verktygsslitage spelar roll på fabriksgolvet
I fordonsfabriker börjar delar som vevaxlar, motorblock och motorhus som segjärnsämnen som måste skäras till exakta former. PcBN‑verktyg är attraktiva eftersom de behåller hårdheten vid höga temperaturer och ibland kan ersätta långsammare, slipbaserade efterbearbetningssteg. När man dock skär segjärn tenderar dessa verktyg att slitas mycket snabbare än vid bearbetning av andra gjutjärn, vilket ökar kostnader och stilleståndstid. Författarna syftade till att systematiskt förstå hur olika PcBN‑recept och skärinställningar samverkar och hur man hittar en balanspunkt som kombinerar snabb materialavverkning med lång verktygslivslängd.
Jämförelse av tre superhårda skärverktyg
Gruppen testade tre typer av PcBN‑insatser, alla likartade i form men med skillnader i materialuppbyggnad. Ett verktyg använde en metallbindemedel, ett använde ett keramliknande bindemedel baserat på titankarbid och ett hade lägre andel av den superhårda fasen och mer bindemedel totalt. De svarvade stänger av höghållfast segjärn på en CNC‑svarv och var noga med att variera skärhastighet, matningshastighet och skärdjup enligt en planerad försöksmatris. Varje några hundra meter avverkning pausade de för att mäta slitaget på verktygets flank tills slitaget nådde en överenskommen gräns. Mikroskop och kemisk analys användes sedan för att inspektera de slitna ytorna i detalj och avslöjade spår, gropar, färgförändringar och spår av element som förflyttats mellan verktyg och arbetsstycke.
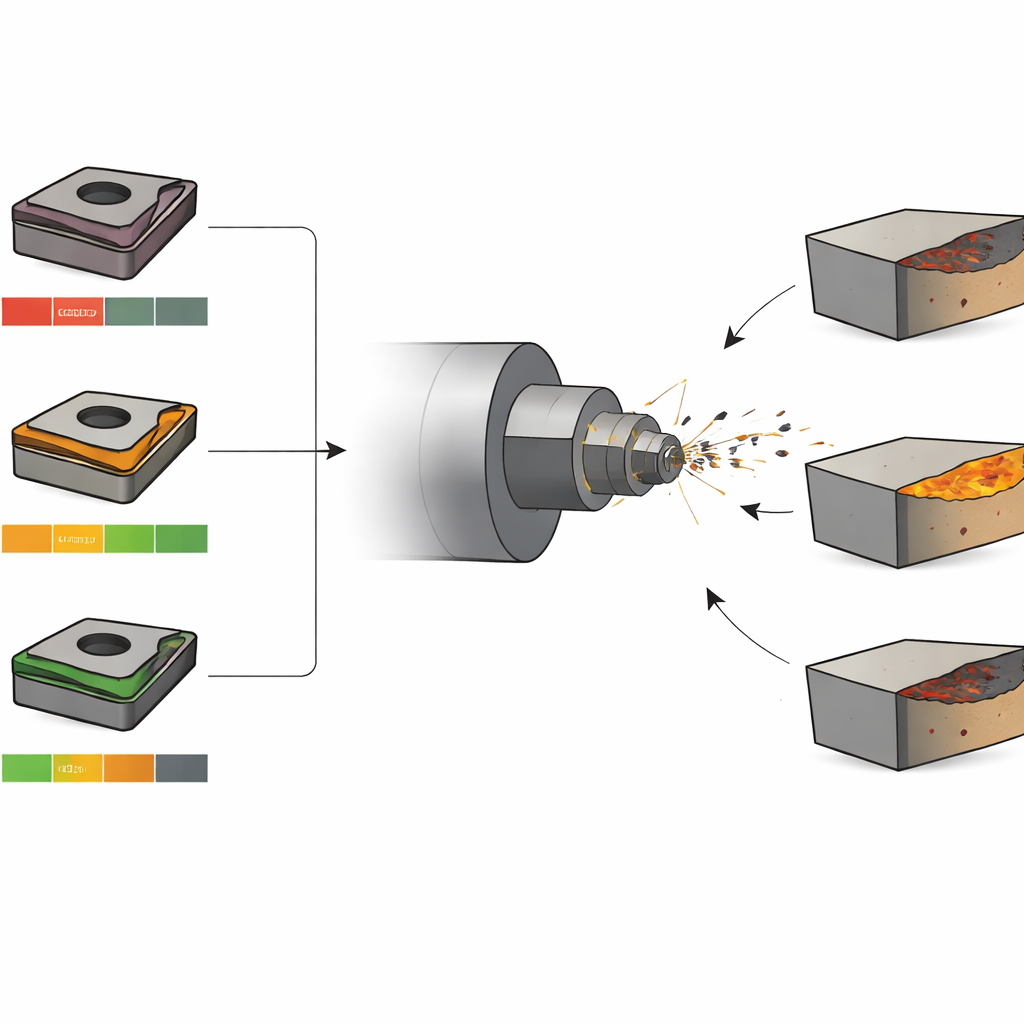
Hur och varför verktygen slits
Studien visar att tre typer av skademekanismer samverkar för att slita ner verktygen. Abrasivt slitage orsakas av hårda partiklar i järnet som repas och skär in i verktygsyta, särskilt vid högre hastigheter. Kemiskt slitage uppträder när den heta skärzonen orsakar reaktioner mellan verktyget och omgivande luft, bildar oxider och får nyckelelement att lämna verktygsytan; i det mest påverkade verktyget steg syrehalten kraftigt medan bor och kväve minskade. Adherensslitage sker när små områden av järn kortvarigt svetsar fast vid det heta verktyget och sedan rivs bort, vilket lämnar gropar och töjda ytor. Det keram‑bundna verktyget med titankarbid utmärkte sig: det visade mildare kratrar och flankslitage, och dess bindemedel bildade en karakteristisk riven film som, även om den fortfarande var skadlig, var mer kontrollerad än hos de andra verktygen.
Att hitta balanspunkten i skärinställningarna
Genom att analysera verktygslivslängd över många kombinationer av hastighet, matning och djup omvandlade författarna skärförhållandena till en enda mått på materialavverkningstakt och sökte mönster. Verktygslivslängden sjönk generellt när denna takt ökade, men inte i en enkel rät linje. Det titankarbidbundet verktyget gav bästa totala prestanda i segjärn, särskilt vid måttlig skäreffektivitet. En driftpunkt kring måttlig hastighet och blygsam matning och djup (som ger cirka 15 kubikcentimeter borttaget material per minut) gav en stark balans: lång livslängd med rimligt snabb bearbetning. I kontrast var verktyget med lägre hård fas ibland längst livslängd endast vid antingen mycket låga eller mycket höga avverkningshastigheter, vilket gör det mer lämpat för nischförhållanden snarare än vardagsproduktion.
Från testdata till smarta prediktioner
För att omvandla sina resultat till något fabriker kan använda byggde forskarna enkla matematiska modeller som kopplar verktygslivslängd till skärhastighet, matningshastighet och skärdjup. Dessa modeller kan matas med realtidsdata från sensorer på en maskin, vilket gör att systemet kan uppskatta hur mycket liv ett verktyg hade från början, hur mycket som använts och hur mycket som återstår. Verktygets "hälsa" uttrycks som en procentandel, och när den faller under en vald tröskel kan systemet varna operatörer innan ett haveri leder till dålig ytkvalitet eller kasserade detaljer. Tester med varierande skärförhållanden visade att prediktionsmetoden följer verktygsslitageutvecklingen tillräckligt bra för att vara praktisk i en produktionslinje.
Vad detta betyder för vardaglig tillverkning
För läsare utanför bearbetning är huvudbudskapet att små förändringar i både verktygsrecept och driftinställningar kan ha stora effekter på tillförlitlighet och kostnad. Arbetet identifierar en viss typ av PcBN‑verktyg och ett fönster av skärförhållanden som tillsammans ger längre livslängd och stabil prestanda vid formning av segjärnsdelar. Samtidigt visar det att enkla, databaserade modeller kan övervaka verktygsslitage i bakgrunden och rekommendera tidsmässiga byten. Tillsammans hjälper dessa framsteg bil‑ och motortillverkare att skära tuffa metaller snabbare, med färre kasserade detaljer och mindre energi, vilket stöder renare och mer effektiv transport.
Citering: Wang, P., Li, X., Jiu, Y. et al. Cutting parameter-tool material interaction on PcBN tool wear behaviour in ductile iron machining. Sci Rep 16, 9473 (2026). https://doi.org/10.1038/s41598-026-38314-z
Nyckelord: bearbetning av segjärn, PcBN‑skärverktyg, verktygsslitage, skärparametrar, prediktion av verktygslivslängd