Clear Sky Science · sv
Påverkan av skärprocessparametrar på utmattningsegenskaper hos härdat och anlöpt 42CrMo-stål
Varför metallens yta spelar roll
Från vindkraftverk till snabbtåg förlitar sig många kritiska maskiner på stålskaft, bultar och kugghjul som roterar eller böjs miljontals gånger under sin livslängd. Dessa komponenter går ofta inte sönder vid en enstaka dramatisk överbelastning, utan gradvis genom små sprickor som växer för varje belastningscykel. Denna studie undersöker ett vanligt högstyrkestål, känt som 42CrMo, och ställer en praktisk fråga med stora säkerhets- och kostnadskonsekvenser: hur påverkar sättet vi skär och efterbehandlar metallen under bearbetning hur länge dessa delar håller innan de spricker och går sönder?
Hur vardaglig bearbetning formar dolda svagheter
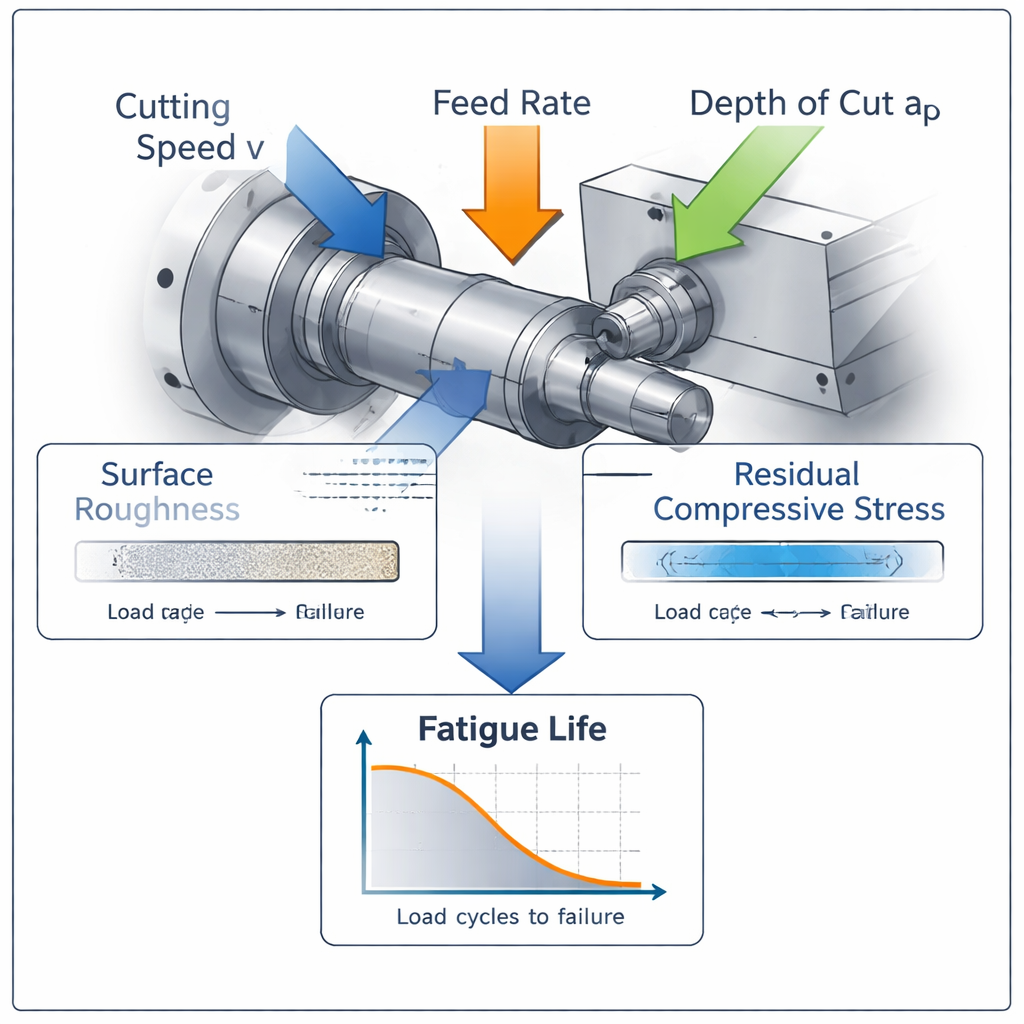
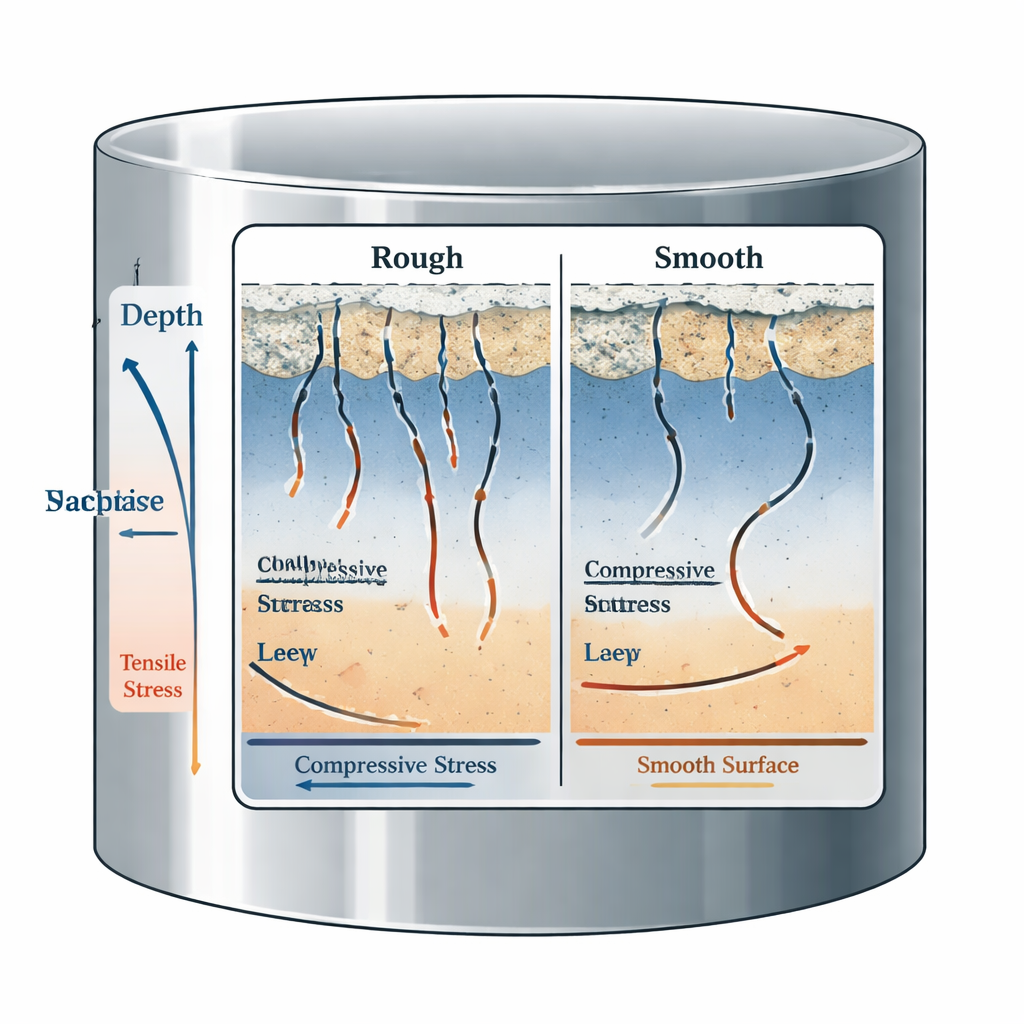
Innan ett stålskaft tas i bruk svarvas det till sin slutliga form. I det steget väljer tillverkaren tre nyckelinställningar: hur snabbt verktyget förflyttas längs delen (matning), hur snabbt arbetsstycket roterar (skärhastighet) och hur djupt verktyget skär i metallen (spånbredd/spåndjup). Dessa beslut påverkar inte bara hur snabbt jobbet blir klart. De styr också ytfinishen och de inre spänningarna som låses in i ytlagret—egenskaper som samlas under begreppet ”ytaegentlighet” (surface integrity). Grovare ytor fungerar som små nackar där sprickor kan initieras, medan tryckspänningar nära ytan fungerar som osynliga klämmor som håller tillbaka dessa sprickor.
Testning av stål under realistisk böjning
Forskarna använde härdat och anlöpt 42CrMo-stål, ett vanligt val för krävande komponenter, och svarvade provstycken på en datorstyrd svarv under kontrollerade ‘‘våta’’ (smörjande) bearbetningsförhållanden. De varierade skärhastighet, matning och spåndjup en i taget och mätte två avgörande utfall: ytjämnhet och den kvarvarande tryckspänningen i ytlagret, med hjälp av en rugosimeter och röntgenmetoder. Därefter valde de fyra representativa uppsättningar skärförhållanden och tillverkade timglasformade prov, som sedan böjdes fram och tillbaka under hög belastning tills de brast, vilket gjorde det möjligt att direkt koppla skärinställningar till utmattningslivslängd: hur många cykler varje prov klarade.
Vad får en komponent att hålla längre
Experimenten visade att matningen har en stark effekt på hur grov ytan blir: högre matning ger mer uttalade verktygsmärken och en grövre finish. Skärhastigheten visade sig däremot vara särskilt viktig för både ytjämnhet och fördelningen av restspänningar. Inom ett måttligt intervall minskade högre skärhastigheter, i kombination med kylmedel, vibrationer och förhindrade uppbyggnader på skäreggen, vilket ledde till en jämnare yta och starkare tryckspänningar i ett djupare lager under ytan. Spåndjupet hade en mindre, mer subtil inverkan. När teamet jämförde de fyra valda skärinställningarna gav kombinationen av relativt hög skärhastighet och låg matning delar med en mycket fördelaktig profil: låg ytjämnhet, mycket hög tryckspänning vid ytan och ett djupt skyddande lager. Dessa delar höll i upp till cirka 95 000 böjcykler—betydligt längre än delar med grövre ytor eller svagare tryckspänningar.
Vikten av de två stora faktorerna: ytråhet och spänning
För att omsätta dessa observationer till ett praktiskt designverktyg byggde författarna en kombinerad poäng som blandar ytjämnhet och kvarvarande tryckspänning till ett enda ”viktat standardvärde”. De skalade båda mätningarna till ett gemensamt 0–1-intervall och gav sedan ytjämnheten 35 % vikt och kvarvarande tryckspänning 65 %, vilket speglar deras antagna betydelse för utmattningslivslängd. Detta värde följde mycket nära hur länge proverna faktiskt överlevde i utmattningstesterna: prover med högst viktat värde visade konsekvent längst livslängd, och de med lägst värde brast snabbast. Mikroskopiska brottbilder stödde detta och visade att starka tryckspänningar och en djup stressgradient bromsar spricktillväxt även när ytan inte är perfekt slät, medan god ytjämnhet ensam inte kunde kompensera för svag tryckspänning.
Vad detta betyder för verkliga maskiner
För icke-specialister är budskapet enkelt: hur du skär stål kan vara lika viktigt som vilket stål du väljer. Genom att välja bearbetningsinställningar som skapar en rimligt jämn yta plus ett starkt, djupt tryckspänningslager kan tillverkare kraftigt fördröja de små sprickor som så småningom leder till fel. Studiets viktade poängmetod erbjuder ingenjörer ett enkelt sätt att avväga dessa två effekter när skärhastighet, matning och spåndjup ställs in. I praktiken innebär detta säkrare, mer långlivade bultar, axlar och kugghjul—utan att byta material, bara genom att bearbeta det mer intelligent.
Citering: Tang, K., Zhu, J., Yin, B. et al. Effect of cutting process parameters on fatigue properties of quenched and tempered 42CrMo steel. Sci Rep 16, 6962 (2026). https://doi.org/10.1038/s41598-026-38185-4
Nyckelord: metallutmattning, bearbetning, ytjämnhet, restspänning, högstyrkestål