Clear Sky Science · sv
Gaussisk processregression med fysikledd pseudo-provaugmentering för nötningprognoser vid glesa mätningar i fräsning
Varför smartare verktygsövervakning är viktigt
Vardagsprodukter — från flygplan och medicinska implantat till smartphones — bygger på metalldelar tillverkade med extrem precision. Dessa delar bearbetas av verktyg som gradvis slits, ungefär som mönstret på ett bildäck. Byter man ut ett skärverktyg för tidigt slösar fabriker pengar och material; byter man det för sent riskerar delarna att misslyckas kvalitetskontroller eller att maskiner går sönder. Denna studie presenterar ett nytt sätt att förutsäga hur verktyg slits över tid genom en kombination av fysik och statistik, så att tillverkare säkert kan använda verktygen så länge som möjligt utan ständig inspektion.
Dolda ledtrådar i maskinljud och vibrationer
I modern datorstyrd (CNC) fräsning lyssnar sensorer kontinuerligt på processen. De fångar krafter, små vibrationer och till och med ljudvågor när skärverktyget formar metallen. Dessa signaler är fulla av ledtrådar om verktygets tillstånd, men de är för komplexa för att tolkas med blotta ögat. Traditionellt stoppar ingenjörer periodvis maskinen, plockar ut verktyget och mäter slitage direkt i ett mikroskop — en noggrann men långsam och kostsam kontroll. Utmaningen är att lära en pålitlig avbildning från de levande sensorsignalerna till det dolda slitaget, så att fabriker kan minimera avbrotten samtidigt som kvalitetskontrollen bibehålls.
Begränsningar i dagens smarta övervakning
Många moderna tillvägagångssätt använder maskininlärning — metoder som neurala nätverk eller supportvektormaskiner — för att koppla sensorfunktioner till slitage. Dessa system kan fungera bra när de tränas på stora, noggrant märkta datamängder. Men att samla in sådan data är dyrt eftersom varje märkning kräver att produktionen stoppas för att mäta verktygsnötningen. En annan lovande metodfamilj, kallad gaussisk processregression, utmärker sig när datan är begränsad och har den extra fördelen att uppskatta sin egen osäkerhet. Ändå kämpar även denna metod när den ombeds prognostisera långt bortom de mätningar den sett: dess förutsägelser driver gradvis tillbaka mot en neutral gissning och dess osäkerhet växer kraftigt, precis när fabriker som mest behöver säkra långsiktiga prognoser.
Fyller luckorna med fysikledda pseudo-data
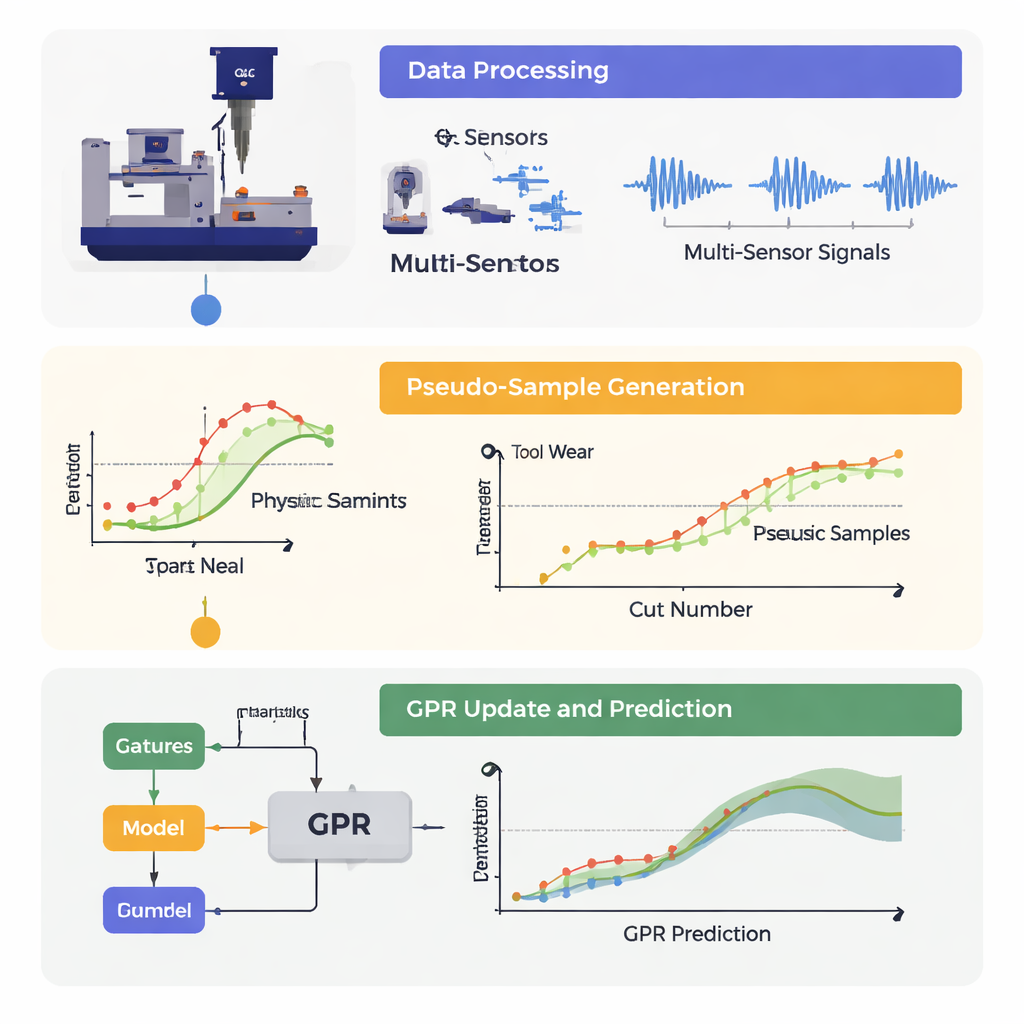
Författarna föreslår en ram de kallar GPR-PPS, vilket står för Gaussisk processregression med fysikledda pseudo-samples. Istället för att förlita sig enbart på sparsamma verkliga nötningsmätningar använder metoden en fysikbaserad modell för hur verktygsnötning vanligtvis utvecklas under dess liv — börjar med en snabb initial förändring, följs av en jämn fas och slutar med en accelererad nedbrytning. Efter att modellen tränats på tidiga, tätare mätta data förutspår den nötningen mellan två inspektionspunkter. Den fysikbaserade kurvan anpassas sedan till dessa förutsägelser och justeras försiktigt så att den passerar exakt genom de två verkliga mätpunkterna. Varje snitt däremellan tilldelas ett syntetiskt, eller ”pseudo”, nötningsvärde från denna inpassade kurva, vilket effektivt omvandlar ett fåtal dyra mätningar till en tät, fysikaliskt rimlig träningsmängd.
En inlärningsslinga som anpassar sig över verktygets liv
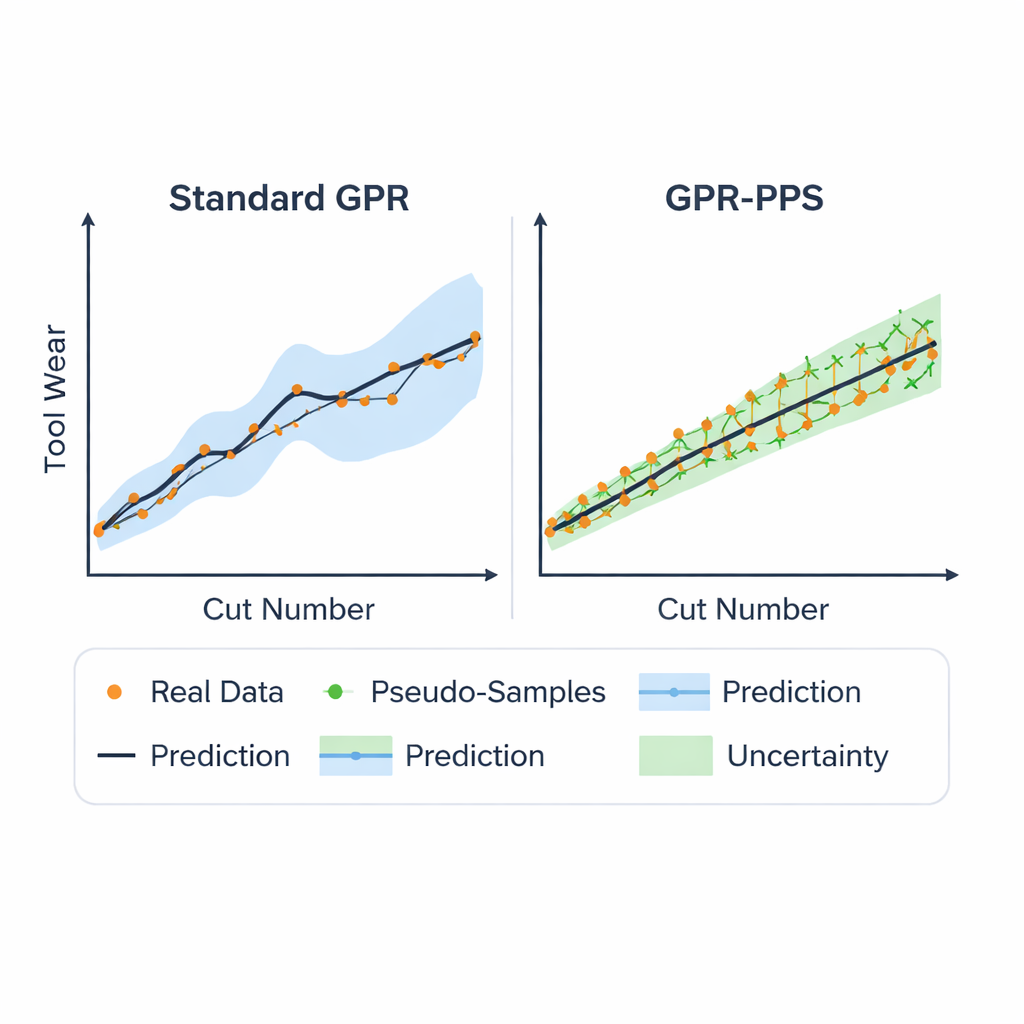
Dessa pseudo-data kombineras med verkliga mätningar och matas tillbaka in i den gaussiska processmodellen i en pågående slinga. Vid varje steg uppdaterar systemet sin förståelse för trenden i slitaget och de återstående osäkerheterna. Forskarna testade denna strategi på en välkänd offentlig datamängd för högfartsfräsning, där sju olika sensorer spelade in signaler för hundratals snitt medan det faktiska verktygsslitage mättes bara då och då. Även när modellen gavs märkningar för mindre än 10 % av verktygets liv kunde den förutsäga hela slitkurvan med lägre fel än traditionella maskininlärningsmetoder och än gaussiska processer utan pseudo-prover. Den producerade också snävare, mer informativa konfidensband, vilket gav ingenjörer en tydligare uppfattning om risken när de avgör om ett verktyg säkert kan fortsätta användas.
Vad detta betyder för verklig tillverkning
För icke-specialister är huvudidén att metoden använder vad vi redan vet om hur verktyg slits, tillsammans med begränsade uppmätta data, för att ”fylla i luckorna” på ett disciplinerat sätt. Genom att omvandla ett handfull direkta mätningar till många fysik-konsistenta pseudo-punkter lär sig modellen att följa slitaget mer exakt över verktygets hela livstid, samtidigt som den fortfarande signalerar hur säker den är i varje förutsägelse. I praktiken kan detta göra det möjligt för fabriker att kontrollera verktyg mer sällan, minska spill från för tidiga byten, undvika plötsliga fel och komma närmare fullt autonoma, självövervakande bearbetningssystem.
Citering: Nguyen, HP., Nguyen, DT. & Kim, JM. Gaussian process regression with physics-guided pseudo-sample augmentation for wear prediction under sparse measurements in milling. Sci Rep 16, 7231 (2026). https://doi.org/10.1038/s41598-026-38067-9
Nyckelord: verktygsnötningsprognos, CNC-fräsning, fysikledd maskininlärning, gaussisk processregression, prediktivt underhåll