Clear Sky Science · sv
Tillämpning av en IEW-CRITIC-CoCoSo-metod baserad på intervallvärderad T-sfärisk fuzzy för optimering av processparametrar för 3D-utskrivna återvunna polypropenkompositer
Från pandemiavfall till användbara delar
Miljarder engångsmasker och andra textilier baserade på polypropen har samlats som avfall sedan COVID-19-pandemin. Denna studie undersöker hur det avfallet kan omvandlas till starka, tillförlitliga 3D-utskrivna delar och hur man finjusterar en skrivare så att återvunnen plast kan matcha ny råvara. Genom att använda en ny form av avancerad beslutsmatematik visar författarna hur man pressar fram bästa mekaniska prestanda ur glasfiberförstärkt återvunnen polypropen, vilket bidrar till att stänga plastens cirkel samtidigt som 3D-utskrift hålls praktiskt för ingenjörsbruk.
Varför återvunnen plast behöver smart utskrift
Återvunnen polypropen framställd från avfallande meltblown-tyger, såsom masklager, är attraktiv eftersom den är billig, lätt och redan utbredd. Men när den används i standardiserade fused deposition modeling (FDM)-3D-skrivare lider den av svag bindning mellan lager och instabila former. Tillsats av korta glasfibrer förbättrar styrka och styvhet och skapar en komposit kallad GF/RPP. Ändå beror slutkvaliteten starkt på hur skrivaren är inställd: munstyckets temperatur, lagertjocklek, hur fyllt objektet är inuti (infill-density) och riktningarna för de utskrivna linjerna påverkar alla styrka, styvhet och töjbarhet på olika sätt. Att hitta en uppsättning parametrar som balanserar alla tre egenskaper samtidigt är långt från uppenbart.
Design av materialet och testerna
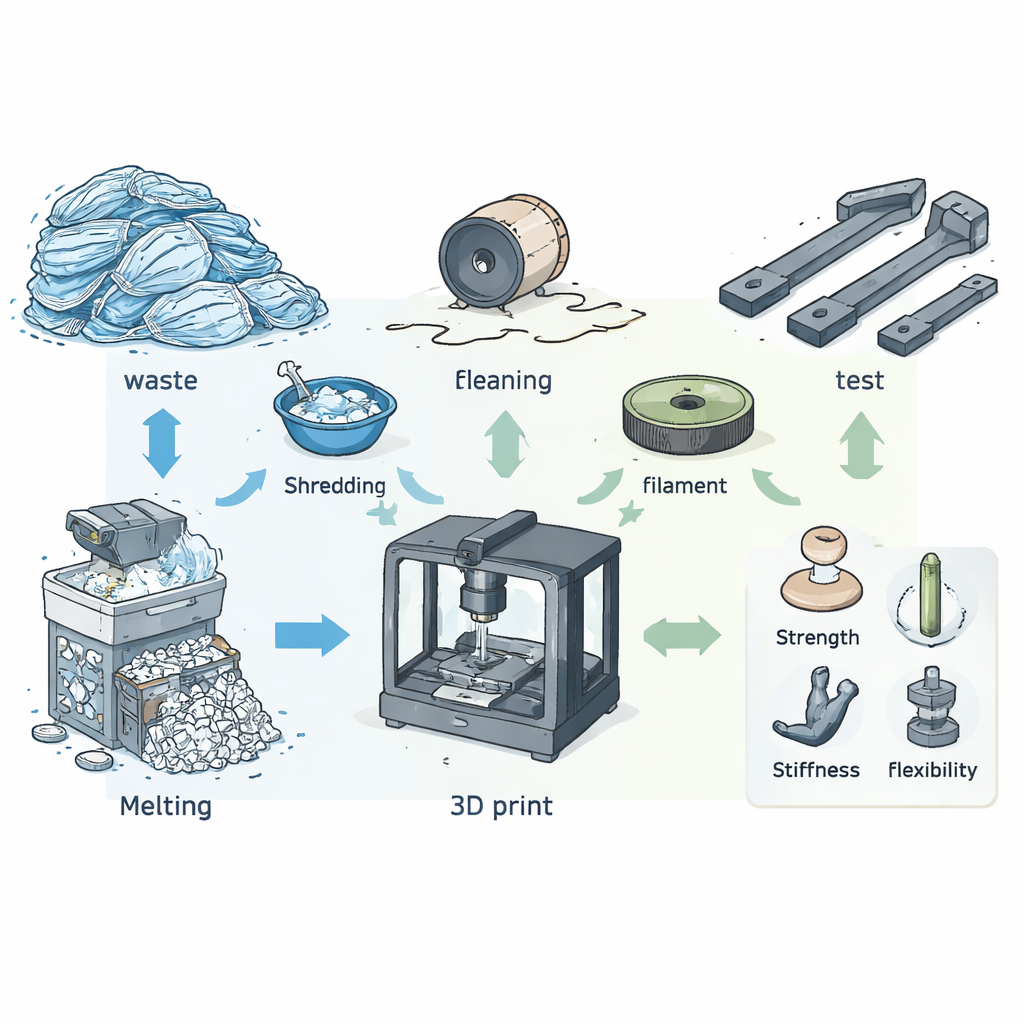
Forskarna började med att omvandla avfallande meltblown-polypropen till pelletar och därefter till filament laddat med 30 % glasfiber i vikt. De bekräftade att denna komposit smälter och flyter väl under dess nedbrytningstemperatur, vilket gör den lämplig för extrusionsbaserad 3D-utskrift. Med en kommersiell FDM-skrivare printade de standardiserade dog-bone provstycken under nio olika kombinationer av temperatur (220, 240, 260 °C), lagertjocklek (0,1, 0,2, 0,3 mm) och infill-density (60, 80, 100 %) och upprepade den uppsättningen vid tre rastervinklar (0°, 45°, 90°). Varje prov utsattes för dragprovning för att mäta dragstyrka, styvhet (tensilmodul) och brottförlängning, vilket fångade hur starka, styva och duktila delarna var.
Ny matematik för att balansera motstridiga mål
Eftersom vissa inställningar som ökar styrkan kan minska töjbarheten, använde teamet ett ramverk för multi-attribut beslutsfattande (MADM) för att väga och kombinera alla resultat. De arbetade i en "fuzzy" kontext, där varje mätning behandlas inte som ett enda exakt värde utan som ett intervall med grader av tro, tvekan och misstro — vilket bättre speglar brusiga experiment. Deras intervallvärderade T-sfäriska fuzzy-operator låter dem slå samman data från olika rastervinklar och mekaniska egenskaper samtidigt som påverkan från udda avvikare minskas. För att avgöra hur viktiga respektive egenskap borde vara blandade de expertskattningar med en objektiv mätning av hur mycket varje egenskap varierar och konflikterar med de andra. Slutligen använde de en rankningsprocedur kallad CoCoSo för att poängsätta och ordna de nio parameteruppsättningarna, med målet att uppnå bästa balanserade mekaniska beteende snarare än bara högsta enskilda värde.
Hur de optimala utskriftsinställningarna ser ut
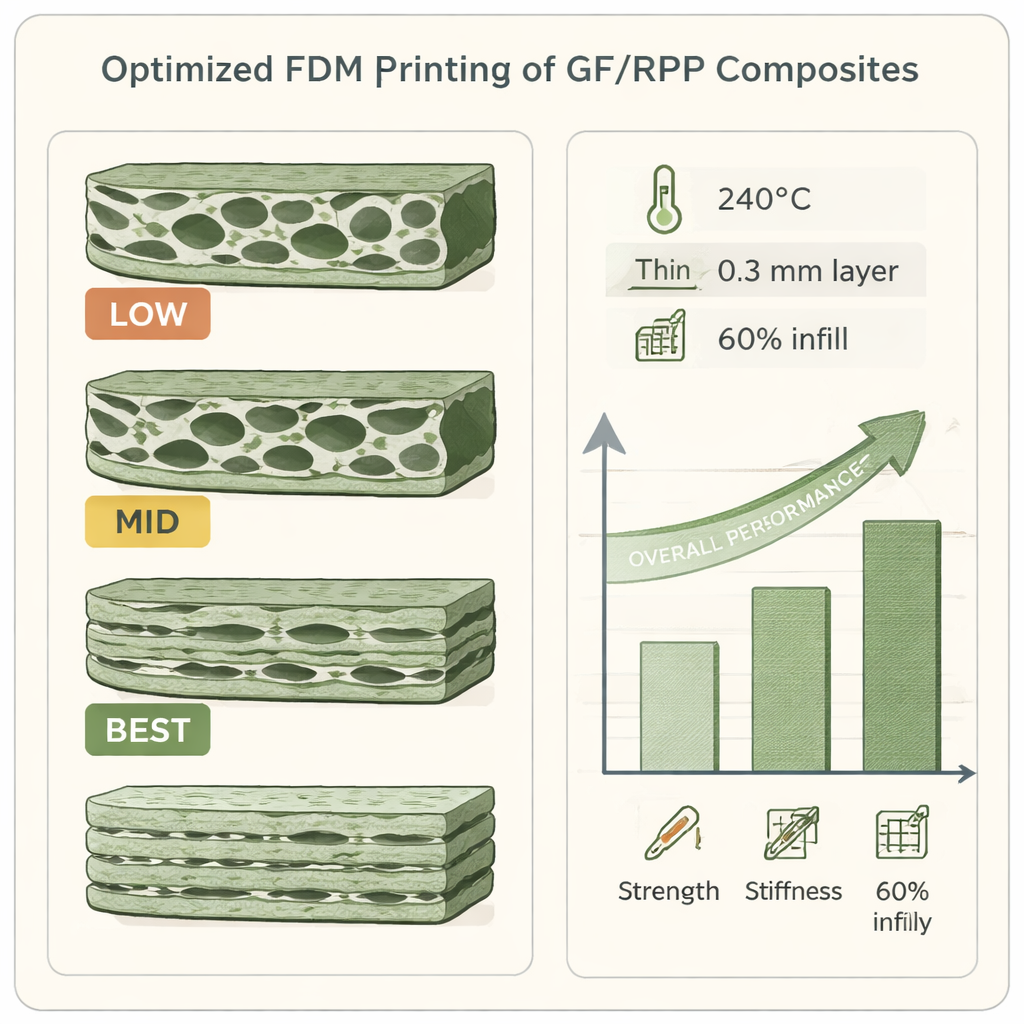
Den kombinerade analysen pekade tydligt ut en vinnande kombination: en utskriftstemperatur på 240 °C, en lagertjocklek på 0,3 mm och 60 % infill-density. Denna kombination, kallad schema M6, levererade cirka 10,7 % bättre total mekanisk prestanda än de andra testade uppsättningarna. Vid 240 °C smälter materialet tillräckligt för att binda lagren väl utan att brännas; tjockare lager ökar kontaktytan mellan lagren och minskar interna håligheter; och en måttlig infill-density ger gott stöd utan att introducera för mycket intern spänning. Mikroskopi av brottytor stödde resultaten: optimalt utskrivna delar visade täta, väl sammansmälta lager och glasfibrer väl förankrade i plasten, medan sämre inställningar visade sprickor, utdragna fibrer och stora håligheter som försvagar delen.
Vad detta betyder för grönare 3D-utskrift
Enkelt uttryckt visar studien att med rätt inställningar kan återvunnet maskmaterial förstärkt med glasfibrer bli ett tillförlitligt råmaterial för 3D-utskrift av strukturella delar. Istället för att optimera en egenskap i taget hjälper författarnas fuzzy-beslutsram tillverkarna att ställa in skrivare för en balanserad blandning av styrka, styvhet och flexibilitet under osäkerhet. Utöver just denna komposit kan samma matematiska verktygslåda vägleda parametraval för andra återvunna plaster och avancerade material, vilket gör det lättare att designa grönare, högpresterande 3D-utskrivna produkter.
Citering: Zhao, S., Du, Y., Hao, Y. et al. Application of an IEW-CRITIC-CoCoSo method based on interval-valued T-spherical fuzzy for optimizing process parameters of 3D printed recycled polypropylene composites. Sci Rep 16, 6971 (2026). https://doi.org/10.1038/s41598-026-37726-1
Nyckelord: 3D-utskrift, återvunnen polypropen, glasfiberkompositer, processoptimering, fuzzy beslutsfattande